
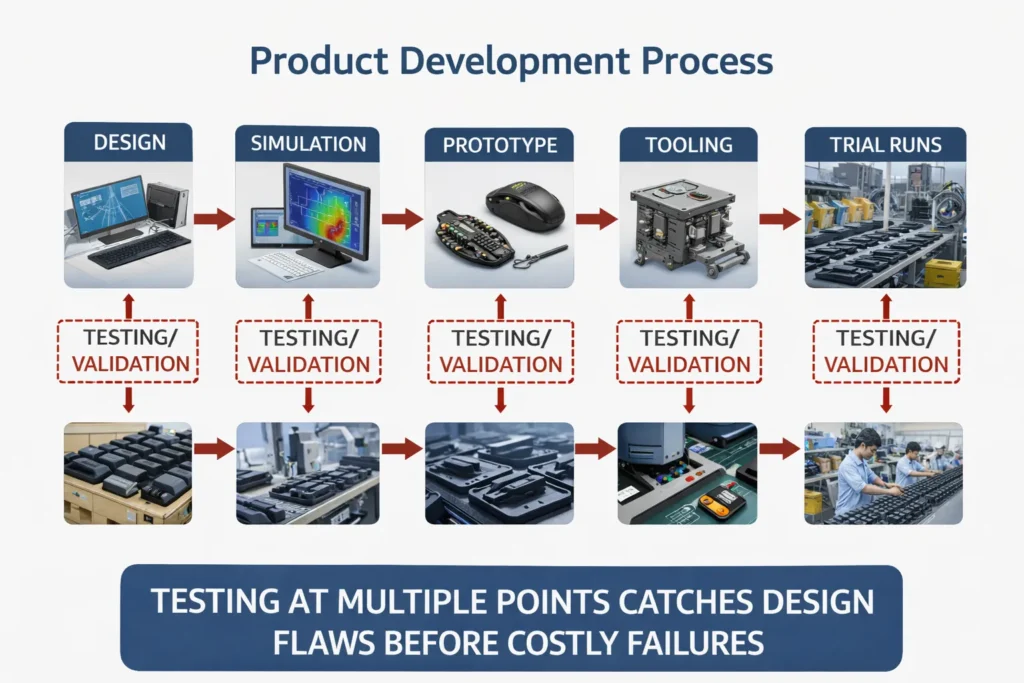
Neue Produkteinführungen in der Kunststoffherstellung Welt werden oft durch eine ernüchternde Tatsache zunichte gemacht: Die große Mehrheit der Entwürfe für Spritzgussformen scheitern bei ersten Versuchen. Tatsächlich zeigen Analysen der Industrie, dass die meisten Fehler beim Spritzgießen gar nicht aus der Produktion kommen, sondern in den ersten Entwurfsphasen des Produkts entstehen. Mit anderen Worten, bis zu ~80% der Schimmelprobleme sind “eingebaut” bevor ein einziger Schuss gegossen ist. Bei etwas so Alltäglichem wie einer Computermaus - die in der Regel aus mehreren Präzisionskunststoffteilen besteht (oberes und unteres Gehäuse, Tastenmechanismen usw.) - können diese frühen Designfehler eine Katastrophe bedeuten.

Häufige Konstruktionsfehler bei Spritzgießwerkzeugen und deren Folgen
| Ausfallart | Typische Folgen | Vorbeugende Maßnahmen |
|---|---|---|
| Schlechte Materialauswahl | Risse, Verzug oder Spannungsrisse | Anpassung des Harzes an die Spezifikation, Prüfung auf Schrumpfung, Verwendung von PC-ABS oder verstärkten Kunststoffen |
| Unzureichender Tiefgangswinkel | Teile kleben in der Form, verkratzte Oberflächen | Anwendung von 1°-3° Zugluft, Simulation des Auswurfs während der CAD-Modellierung |
| Taste Fehlausrichtung | Inkonsistente oder fehlgeschlagene Schaltflächenklicks | Toleranzanalyse, einschließlich Passstifte |
| Werkzeugtechnische Ungenauigkeiten | Gratbildung, Teileverschiebung, kurze Standzeiten | Verwendung von gehärtetem Stahl (z. B. H13), Präzisionskalibrierung |
| Prototyping-Lücken | Unbehagen bei den Nutzern, Leistungsprobleme werden nicht frühzeitig erkannt | Erstellen und Testen voll funktionsfähiger Prototypen |
| Prüfung von Lücken | Nicht bestandene Qualitätskontrollen, kostspielige Nachbesserungen | Dazu gehören Pilotläufe, Lebenszyklustests, DFM-Validierung |
Wenn ein Gussformentwurf scheitert, hat das schnelle und harte Konsequenzen. Das Projekt steht vor T1-Versuchsausfälle, wiederholte Formänderungen, verzögerte Markteinführungen und unerwartete Kosten. A Fallstudie General Motors ist bezeichnend: Durch das Ignorieren einer Warnung vor Formverzug während der Entwicklung musste das Team über $100.000 und 43 zusätzliche Tage um Probleme mit der Wandstärke zu beheben, nachdem die Stahlform bereits geschnitten worden war. Umgekehrt berichtete ein anderes Team, das den Entwurf proaktiv optimierte (Verlegung eines Anschnitts zur Beseitigung einer schwachen Schweißnaht) $1,1 Millionen an potenziellen Reparaturen eingespart. Die Lektion ist klar: Das Erkennen und Korrigieren von Problemen in der Entwurfsphase ist um Größenordnungen billiger und schneller als nach dem Bau der Werkzeuge. Die meisten Fehler beim Spritzgießen haben eines gemeinsam: sie zu spät erwischt werden, wenn ein bei der Erstmusterprüfung gefundener Fehler eine kostspielige Nachbearbeitung des Werkzeugs erfordert.
Warum sind Mausform-Entwürfe besonders anfällig für Störungen? Eine Computermaus mag wie ein einfaches Gerät erscheinen, aber ihre Kunststoffteile müssen hohe ergonomische, ästhetische und funktionale Anforderungen erfüllen. Die obere Schale mit den eingebauten Tasten muss genau mit den internen Schaltern ausgerichtet sein; das Scrollrad, die seitlichen Tasten und die untere Abdeckung müssen alle passen und ohne zu klemmen funktionieren. Um dies zu erreichen, ist eine nahezu perfekte fertigungsgerechtes Design. Leider unterschätzen Produktdesigner (und sogar einige Werkzeugmacher) die Komplexität des Spritzgießens. Sie entwerfen vielleicht in CAD unter ideal Bedingungen, die nicht die realen Fertigungstoleranzen, das Materialverhalten oder die Montagegegebenheiten widerspiegeln. Das Ergebnis? Etwa 4 von 5 Entwürfen müssen erheblich überarbeitet werden. bevor sie zuverlässig gute Teile produzieren können. In den folgenden Abschnitten werden wir die Häufige Fehlerursachen und wie man sie vermeiden kann.
1. Schlechte Materialauswahl - der falsche Kunststoff für die Aufgabe
Einer der teuerste Designfehler ist die Auswahl eines Kunststoffs, der für die Anforderungen des Produkts oder den Herstellungsprozess nicht geeignet ist. Es ist leicht zu erkennen, wie das passieren kann: Ein Konstrukteur könnte ein Material auf der Grundlage einer Datenblatt Eigenschaft (z. B. hohe Festigkeit oder eine glänzende Oberfläche), ohne zu wissen, dass sich das Material in der Praxis anders verhält. Ein Datenblatt für Kunststoffe enthält Eigenschaften, die an idealen Laborprüfkörpern gemessen wurden, aber die tatsächlich geformten Teile liegen oft unter diesen Spezifikationen aufgrund von Verarbeitungseffekten. Beispielsweise kann die angegebene Schlagzähigkeit eines Polymers von einem perfekt getrockneten Material ohne Zusatzstoffe ausgehen, während das Harz in der Produktion etwas Feuchtigkeit oder Farbstoffe enthalten kann, die die Teile spröder machen. Mit Fasern gefüllte Kunststoffe können sich verziehen oder eine anisotrope Festigkeit aufweisen, weil sich die Fasern mit der Strömung ausrichten, was zu ungleichmäßige Steifigkeit des Teils. Wenn diese Nuancen nicht berücksichtigt werden, kann das gewählte Material zu Rissen, Verwerfungen oder vorzeitiges Versagen im Einsatz.
Das ist wichtig, Bei der Materialauswahl geht es nicht nur um die Festigkeit oder das Aussehen - es geht auch um die Endanwendung. Kunststoffe können empfindlich gegenüber extremen Temperaturen, UV-Strahlung oder Chemikalien sein. Die Wahl eines Kunststoffs ohne Berücksichtigung dieser Faktoren kann einem Produkt zum Verhängnis werden. Daten aus der Industrie zeigen, dass Umweltbedingte Spannungsrissbildung (ESC) - bei denen Kunststoffteile aufgrund von chemischer Einwirkung oder Belastung reißen - macht etwa 25% von Fehlern bei Kunststoffteilen. Stellen Sie sich vor, Sie geben eine ABS Kunststoff für ein Mausgehäuse wegen seiner Zähigkeit, nur um dann festzustellen, dass Hautöle oder ein Reinigungsmittel dazu führen, dass das ABS mit der Zeit rissig wird und bricht. (In der Tat gibt es dokumentierte Fälle, in denen ABS-Teile durch chemische Wechselwirkungen rissig wurden und Polycarbonat-Teile nach dem Kontakt mit alkoholhaltigen Reinigern versagten). Die Verwendung eines Materials außerhalb seiner Komfortzone kann zu hohen Gewährleistungsansprüchen oder Ausfällen im Feld führen und eine späte Neukonstruktion erzwingen. Wenn Sie nach dem Bau der Form das Material wechseln, kann die unterschiedliche Schwindungsrate dazu führen, dass das gesamte Werkzeug nachbearbeitet werden muss. - ein Alptraumszenario für einen OEM.
Gut DFM-Praxis erfordert die Anpassung des Kunststoffs an die Anforderungen des Produkts und die Gestaltung der Form entsprechend den Eigenschaften des Materials. Zu den wichtigsten Überlegungen gehören die Festigkeit, die Steifigkeit und die Hitzebeständigkeit des Harzes (wird die Maus im Gebrauch oder beim Versand hohen Temperaturen ausgesetzt sein?), Schwindungsrate (entscheidend für die Abmessungen der Teile und die Passgenauigkeit der Baugruppe) und alle gesetzlichen Anforderungen (z. B. UL-Entflammbarkeit, RoHS-Konformität). Die Kosten sollten nicht der einzige Faktor sein. Die Wahl des billigsten Harzes ohne Bewertung der Leistung im Kontext ist ein Rezept für Probleme. Ein zu steifes Material könnte beispielsweise dazu führen, dass dünne Scharnierelemente (wie die Verriegelung der Batterieklappe) brechen, während ein flexibleres Harz dies überstehen könnte. Andererseits kann ein Material, das nicht steif genug ist, dazu führen, dass sich die zusammengebaute Maus fadenscheinig anfühlt oder dass die Tasten übermäßig abgenutzt werden. Es stellt sich auch die Frage nach ProzesskompatibilitätWenn die Maus umspritzte Gummigriffe oder zweischalige Komponenten hat, müssen sich die Materialien verbinden oder zumindest nicht gegenseitig stören - etwas, was die Designer vielleicht übersehen. Die Quintessenz ist, dass Die Wahl des richtigen Kunststoffs ist von grundlegender Bedeutung. Eine schlechte Wahl kann zu subtilen Fehlern führen, die auch durch noch so viele verfahrenstechnische Verbesserungen nicht behoben werden können. Kluge Teams binden frühzeitig Materialingenieure und Spritzgießer ein, um die Kunststoffoptionen unter realen Bedingungen zu prüfen, oft unter Verwendung von Simulation und Tests im kleinen Maßstab um zu sehen, wie sich ein Material verhält, wenn es in die tatsächliche Teilegeometrie geformt wird.

2. Fehleinschätzungen des Entformungswinkels - festsitzende Teile und verkratzte Oberflächen
Tiefgangswinkel - die leichte Verjüngung an den vertikalen Wänden eines Formteils - ist ein winziges Konstruktionsdetail, das einen großen Einfluss auf den Erfolg der Form hat. Die Verformung ermöglicht es, dass sich ein Kunststoffteil ohne übermäßige Kraft aus der Form lösen kann. Wenn die Entformungsschrägen falsch gerechnet oder vernachlässigt, führt dies häufig zu in der Form haftende Teile, Sie werden abgeschabt/abgeschabt oder verziehen sich sogar, wenn sie herausgehebelt werden. Ein häufiger Anfängerfehler bei der Konstruktion von Teilen ist es, nahezu senkrechte Wände zu haben (0° Verzug), weil das CAD-Modell so besser aussieht oder um eine enge Maßvorgabe zu erfüllen. Leider, Zugfreiheit macht Auswurf fast unmöglich - das Teil hält sich am Formstahl wie ein Saugnapf fest. Wenn die Auswerferstifte das Teil herausdrücken, kann so viel Kraft erforderlich sein, dass der Kunststoff nachgibt, was zu Schleifspuren, Kratzer oder Verformungen von Merkmalen. Dünne, empfindliche Wände oder Rippen sind besonders anfällig für Risse oder Sprünge, wenn der Luftzug unzureichend ist. Außerdem kann die Form selbst Schaden nehmen: Eine hohe Ausstoßkraft führt zu Auswerferstiftverschleiß und können mit der Zeit sogar die Formhöhlen verformen. Denken Sie im Zusammenhang mit einer Maus an die hohen Pfosten, die an den Schrauben der Leiterplatte oder an den Seiten des Mausgehäuses befestigt sind - wenn diese nicht verformt sind, könnten die ersten Artikel ausgehöhlt und unbrauchbar werden.
Was ist also die richtige Menge an Tiefgang? Leitlinien für die Industrie existieren als Ausgangspunkt. Eine typische Empfehlung ist, mindestens am wenigsten 1° Tiefgang pro Seite auf jeder vertikalen Fläche für eine glatte, nicht strukturierte Oberfläche. Wenn das Teil eine strukturierte oder matte Oberfläche hat (was bei einer Maus oft der Fall ist, um die Griffigkeit zu verbessern oder Fingerabdrücke zu verbergen), benötigen Sie mehr Zugluft - normalerweise 2-3° oder mehr - weil die Mikrotextur eine Reibung wie Sandpapier gegen die Form erzeugt. Eine Faustregel besagt, dass pro 0,001″ Texturtiefe etwa 1,5° mehr Zugluft erforderlich sind (eine mittlere Textur könnte also insgesamt mehr als 5° erfordern). Im Allgemeinen, 1-2° ist ein sicheres Minimum für die meisten Merkmale, und mehr ist besser, wenn es die Konstruktion nicht beeinträchtigt. Wenn ein Entwurf unbedingt eine 0°-Wand in einem bestimmten Bereich erfordert (z. B. für die kosmetische Ausrichtung von zwei Teilen), sollten Sie diesen Nullzugbereich auf einen möglichst kleinen Bereich beschränken und auf Folgendes vorbereitet sein andere Abwägungen - wie z. B. die Verwendung spezieller Formbeschichtungen zur Verringerung der Reibung oder die Inkaufnahme von Abnutzungserscheinungen an inneren, verborgenen Oberflächen.
Es ist erwähnenswert, dass die Entwurfswinkel oft direkt mit Entscheidungen zu Werkzeugen und Trennebenen. Wenn Sie z. B. eine hohe, unverzierte Mausschale haben, können Sie sie so konstruieren, dass die Trennlinie den Entwurf teilt - so wird sichergestellt, dass keine der beiden Formenhälften einen Unterschnitt an der vertikalen Wand hat. Wenn Sie dies übersehen, kann es zu unerwarteten Auswurfstörung wo ein Trennfugengrat oder eine Fehlanpassung das Teil auf dem Weg nach außen abschabt. Viele Formkonstruktionen fallen beim T1-Test durch, weil die Verformung einfach “nicht ausreichend” war; die ersten Teile weisen Schleppspuren auf oder lassen sich nicht sauber auswerfen, so dass die Form nachbearbeitet (Stahl entfernt) werden muss, um mehr Verformung hinzuzufügen. Hinzu kommen Probleme mit der Wandstärke, Fehlende oder unzureichende Verformung ist eine der Hauptursachen für die Nachbearbeitung von Werkzeugen. Die Kosten eines solchen Fehlers werden nicht nur in Dollar gemessen - es ist verlorene Zeit und eine möglicherweise verzögerte Produkteinführung. Die gute Nachricht ist, dass der Entwurf leicht zu bewerkstelligen ist, wenn er frühzeitig berücksichtigt wird: Bauen Sie ihn von Anfang an in das CAD ein, und führen Sie eine schnelle Formbarkeitsanalyse (viele CAD-Programme oder Partner für die Formgebung markieren Flächen mit Nullverzug). Diese einfache Prüfung kann Ihr Projekt retten. (Bild: Ein Diagramm von zwei Kunststoffteilen im Querschnitt - eines mit korrektem Entformungswinkel, das reibungslos aus der Form ausgeworfen wird, und eines ohne Entformung, das an der Formwand klebt - mit roten Pfeilen, die die Ausstoßkraft und die Kratzspuren auf dem klebenden Teil anzeigen).
3. Probleme bei der Tastenausrichtung - Toleranzüberschreitung und falsch sitzende Teile
In einer mehrteiligen Baugruppe wie einer Computermaus, Ausrichtung ist alles. Die Links- und Rechtsklick-Tasten sind zum Beispiel oft Teil der oberen Abdeckung und müssen die Mikroschalter genau treffen auf der darunter liegenden Leiterplatte. Wenn das Werkzeugdesign oder die Teilegeometrie auch nur um einen Millimeter abweicht, können diese Knöpfe klemmen (gedrückt bleiben) oder umgekehrt einen zu großen Spalt haben (nicht reagierende Klicks). Leider, Probleme mit der Ausrichtung der Tasten sind ein häufiger Grund für Konstruktionsfehler in Mäusen und ähnlichen elektronischen Geräten. Diese Probleme gehen in der Regel zurück auf unzureichende Konstruktion für die Montage: Das Ingenieurteam hat möglicherweise keine vollständige Toleranz-Stapel-Analyse oder berücksichtigt, wie sich Teile verziehen können, was dazu führt, dass sie nicht wie vorgesehen zusammenpassen. Beispielsweise könnten die obere und die untere Hälfte der Maus einzeln in Ordnung sein, aber wenn sie zusammengefügt werden, kann eine leichte Verformung der oberen Schale und ein 0,2 mm zu hoher Stift dazu führen, dass die Tasten schief oder eingeklemmt sitzen.
Ein weithin bekanntes technisches Prinzip ist, dass Bauteile, die in einem Prototyp gut passen, können im Maßstab falsch ausgerichtet sein wenn sich Toleranzen anhäufen. Dies wurde bei der Entwicklung der 787 von Boeing auf dramatische Weise veranschaulicht: Prototypen von Sektionen passten, aber in der Produktion häuften sich winzige Abweichungen - Befestigungslöcher stimmten nicht überein, Baugruppen hatten Lücken. Bei einer Maus haben wir weniger Teile, aber selbst “fünf Komponenten mit losen Toleranzen” können verzeihlich sein; bei zwanzig Teilen in der Endmontage und diese Toleranzen zu Ausrichtungsfehlern oder Bindungsfehlern führen. Viele Unternehmen, überraschenderweise, keine gründlichen Toleranzstudien durchführen ihrer Entwürfe und wundern sich dann, warum die Montageerträge niedrig sind. Die beste Vorgehensweise besteht darin, kritische Ausrichtungen zu identifizieren (z. B. die Schnittstelle zwischen Taste und Schalter, die Positionierung des Sensors in Bezug auf die untere Linsenöffnung usw.) und diese genau zu kontrollieren, während man in unkritischen Bereichen etwas Spielraum lässt. Oftmals ist das Hinzufügen strategischer Ausrichtungsfunktionen können helfen: z. B. das Einarbeiten von Leitpfosten, Rippen oder kontrollierte Lücken (“Laibungen”) zwischen den Teilen, um kleine Abweichungen auszugleichen. Eine leichte sichtbare Naht oder Lücke, wenn sie gleichmäßig und gewollt ist, ist bei weitem besser als das Streben nach einem Null-Lücken-Look, bei dem sich die Teile gegenseitig aus ihrer Position drängen.
Bei der Konstruktion von Spritzgussteilen muss man auch Folgendes berücksichtigen Schrumpfung und Verformung von Teilen. Kunststoffteile können sich beim Abkühlen verformen, insbesondere wenn sie nicht perfekt gleichmäßig sind oder heiß ausgeworfen werden. Die obere Abdeckung einer Maus - breit und relativ dünn - könnte ein wenig verzerren Wenn das Design das nicht verzeiht (z. B. durch flexible Clips oder Schrauben, die es in die richtige Position ziehen), gibt es Probleme mit der Passform. Wenn zwei große Formteile zusammenkommen, werden sich Verzug und Maßabweichungen gegenseitig verstärken. Deshalb bauen erfahrene Designer Folgendes ein ineinandergreifende MerkmaleIn einem kundenspezifischen Gehäuse haben die Konstrukteure z. B. mehrere ineinandergreifende Rippen, Schnappverbindungen und überlappende Kanten verwendet, um die Teile beim Zusammenbau auszurichten und zu versteifen. Diese Merkmale dienen nicht nur der Führung der Baugruppe während des Zusammensteckens, sondern sorgen auch für eine mechanische Unterstützung, um einer eventuellen Restverformung entgegenzuwirken. Fehlen hingegen Ausrichtungsmerkmale, wird der Zusammenbau zu einem Puzzle, bei dem jedes Teil im schlimmsten Fall nicht passen könnte. Ein klassisches Symptom bei schlecht ausgerichteten Konstruktionen ist ein Schraubenloch ist nicht ausgerichtet - Sie können drei Schrauben einbauen, aber die vierte weicht um 0,5 mm ab und lässt sich nicht eindrehen. Dies ist oft ein Hinweis darauf, dass die Toleranzen nicht vollständig berücksichtigt wurden. Ingenieure sollten Toleranzanalysetools verwenden, um Worst-Case-Szenarien zu simulieren und diese in der Konstruktion zu berücksichtigen (entweder durch Verschärfung der Bauteiltoleranzen, Hinzufügen von Merkmalen zur Begrenzung der Abweichung oder durch Anpassung der Nennmaße). Wie die Ingenieure von StudioRed es ausdrücken, für jede Passung von Linie zu Linie kann eine andere ähnliche Passung diese “bekämpfen” oder Teile aus der Position drücken, wenn die Toleranzen abweichen. Wenn Sie diese Konflikte frühzeitig erkennen, können Sie entscheiden, welche Schnittstellen unternehmenskritisch sind und bei welchen ein geringer Abstand oder eine Überschneidung möglich ist.
Im Kontext der Maustasten, Ein hilfreicher Design-Tipp ist es, einstellbare Funktionen einzubauen oder zumindest mehrere Prototypen zu testen, um das Tastengefühl zu testen. Einige Mausdesigns fügen winzige Stifte oder Pads unter der Taste hinzu, die getrimmt werden können, um die Vorspannung des Schalters anzupassen. Wenn sich bei den ersten Tests herausstellt, dass die Taste nicht gleichmäßig auf den Schalter drückt (z. B. aufgrund eines kleinen Spalts), können solche Funktionen ohne eine vollständige Neuentwicklung angepasst werden. Dies sind jedoch nur Notlösungen - das Ziel ist eine robuste Konstruktion von Anfang an. Die Zusammenarbeit zwischen den Produktdesignern und den Werkzeugmachern kann sicherstellen, dass Ausrichtung und Passform sind vorrangig. Viele Ausrichtungsprobleme lassen sich auf dem Papier lösen, indem man einfach frühzeitig die Montagestrategie festlegt und eine Bezugsstruktur definiert (was passt wo hin). Wie in einem Leitfaden hervorgehoben wird, sollten die kritischen Passungspunkte vom Konstruktionsteam und dem Hersteller von Anfang an festgelegt und vereinbart werden, nicht dem Zufall überlassen oder beim ersten Bau entdeckt werden. Diese Sorgfalt zahlt sich aus: Sie vermeiden das Szenario von 10.000 Mausabdeckungen, die nicht richtig auf ihrem Boden sitzen - eine Reparatur, die entweder kostspielige Nacharbeiten oder die Verschrottung von Teilen erfordern würde. (Bild: Nahaufnahme einer zerlegten Computermaus: die obere Schale mit den Tastenplanken und die untere mit der Leiterplatte, die die Ausrichtungspfosten und die Schalterpositionen zeigt. Pfeile zeigen an, wo zwischen Taste und Schalter eine Fehlausrichtung auftreten könnte, was die Notwendigkeit einer präzisen Passung verdeutlicht).
4. Ungenauigkeiten beim Werkzeugbau und Fehler bei der Herstellung der Formen
Selbst ein perfektes Bauteildesign kann versagen, wenn die das Werkzeug selbst ist fehlerhaft. In unserem Zusammenhang beziehen sich “Werkzeugungenauigkeiten” auf Probleme beim Bau oder bei der Wartung der Spritzgießform, wie z. B. Bearbeitungstoleranzen, Ausrichtung der Formhälften und die Wahl des Formstahls. Präzision ist wichtig: Spritzgussformen werden in der Regel CNC-gefräst und weisen Standardtoleranzen von etwa ±0,005 Zoll (±0,127 mm), und kritische Merkmale können mit einer Genauigkeit von ±0,002″ oder noch genauer geschnitten werden. Wenn ein Formenbauer an den Ecken spart (im wörtlichen und im übertragenen Sinne), kann die entstehende Form Teile produzieren, die vom ersten Tag an nicht den Vorgaben entsprechen. Wenn z. B. die Hohlräume für die Tasten der Maus um 0,1 mm falsch ausgerichtet sind, wird diese Fehlausrichtung in jedes Teil eingebaut, was zum Verkleben der Tasten oder zu ungleichen Spalten führen kann.
Eine häufige Ursache für werkzeugbedingte Fehler ist Unterschätzung der erforderlichen Formqualität. Die Wahl eines kostengünstigen Werkzeugs oder eines Werkzeugs aus Weichmetall, um Geld zu sparen, kann zu einer falschen Einsparung führen. Weiche Stähle (wie P20 vorgehärtet) oder Aluminiumformen nutzen sich schneller ab und kann keine engen Toleranzen über lange Strecken einhalten. Wenn sich die Form abnutzt, kann es sein, dass die beiden Hälften nicht mehr perfekt ausgerichtet sind (die Führungsstifte lösen sich), was zu Gratbildung - den dünnen, unerwünschten Kunststoffrippen an der Trennfuge - oder Maßabweichungen führt. Ein abgenutzter Hohlraum kann Teile hervorbringen, die etwas größer oder kleiner sind als vorgesehen, was die Passgenauigkeit der Baugruppe beeinträchtigt. Wenn eine Form verschlissen oder beschädigt ist, kann keine Prozessverbesserung dies vollständig ausgleichen; das Werkzeug muss repariert oder ersetzt werden. Wenn sich beispielsweise die Ränder der Maustastenvertiefungen abnutzen, entsteht um die Tasten herum ein Grat, der nachgeschnitten werden muss, was zusätzliche Arbeit und Kosten verursacht. Wenn eine Kühlleitung durchrostet oder eine Entlüftung verstopft (aufgrund schlechter Wartung oder minderwertigen Stahls), kann die Form verbrannte oder kurzgeschossige Teile produzieren. Das ist klar, Qualitätswerkzeuge zahlen sich aus - Eine Form aus gehärtetem Stahl (wie H13) kostet zwar mehr, produziert aber Millionen von Teilen in gleichbleibender Qualität. Im Gegensatz dazu kann ein billiges Werkzeug schon nach ein paar hunderttausend Schüssen oder weniger versagen und ungeplante Ausfallzeiten verursachen.
Ein weiterer Aspekt ist die Genauigkeit der Formenherstellung - Selbst bei gutem Stahl können bei der Bearbeitung Fehler passieren. Falsch gebohrte Auswerferstifte, geringfügige Fehler in der Kavitätstiefe oder eine schlechte Oberflächenbearbeitung können zu Fehlern führen. Ein gängiges Beispiel: Wenn die Formhälften nicht perfekt bündig sind, entsteht eine Stufe an der Trennlinie (eine Fehlanpassung), die bei einer Maus eine scharfe Kante oder ein falsch ausgerichtetes Merkmal sein kann (stellen Sie sich vor, die linke Seite des Mausgehäuses ist an der Naht 0,2 mm höher als die rechte - das ist eine Fehlanpassung der Form). Hochwertige Formenbauer verwenden präzisionsgeschliffene Komponenten und testen die Formen rigoros (z. B. durch Spotting in der Form), um diese Probleme zu beseitigen. Es ist auch wichtig, Folgendes zu berücksichtigen Richtschlösser in der Werkzeugkonstruktion - robuste Merkmale, die sicherstellen, dass der Kern und die Kavität bei jedem Schuss genau gleich ausgerichtet sind. Wenn die Ausrichtungsmerkmale unzureichend sind oder sich abnutzen, kommt es zu einer Verschiebung der Kavität und die Teile können asymmetrisch oder mit unterschiedlichen Wandstärken herauskommen.
Ungenauigkeiten der Werkzeuge decken auch Schrumpfungsfehlberechnungen. Die Form wird in der Regel überdimensioniert zugeschnitten, um die Kunststoffschrumpfung beim Abkühlen zu berücksichtigen. Wenn die falsche Schrumpfungsrate verwendet wird (z. B. wenn der Konstrukteur davon ausgeht, dass ABS um 0,5% schrumpft, die Sorte aber tatsächlich um 0,7% schrumpft), werden die Teile nicht in der richtigen Größe hergestellt. Kritische Abmessungen (z. B. die Abstände von Schaltflächen oder Leiterplatten-Montagebohrungen) können dann nicht mit dem Druck übereinstimmen, was zu Montagefehlern führt. Daher ist es wichtig, dass die Formenbauer den richtigen Schrumpfungsfaktor für den genauen Kunststoff und die Teilegeometrie verwenden. Manchmal kann ein Harzwechsel zu einem späten Zeitpunkt im Projekt (aufgrund von Liefer- oder Spezifikationsänderungen) dies durcheinander bringen - wenn Sie das Material wechseln, müssen Sie die Formkerne möglicherweise neu zuschneiden, um die neue Schrumpfung zu berücksichtigen. Wird dieser Schritt übersprungen, führt dies mit ziemlicher Sicherheit zu einem werkzeuginduziertes Versagen, bei denen die Teile einfach nicht passen, weil das Werkzeug nicht auf das neue Material abgestimmt ist.
Endlich, Instandhaltung von Werkzeugen ist ein Teil der Gleichung. Auch eine gut gemachte Form kann “schlecht” werden, wenn man sie nicht pflegt. Regelmäßige Wartung (Reinigung, Schmierung, regelmäßiges Nachpolieren, Überprüfung kritischer Maße) ist notwendig, um die Genauigkeit zu erhalten. Wird dies vernachlässigt, kann es zu vermeidbaren Fehlern kommen - zum Beispiel, verstopfte Lüftungsöffnungen in der Form verursachen Lufteinschlüsse, die den Kunststoff überhitzen und verbrennen (Dieseling), wodurch der Stahl in diesem Bereich erodiert. Wenn die Erosion stark wird, haben Sie im Grunde eine neue Defektform in den Hohlraum geätzt - jedes Teil hat dann einen Makel oder sogar ein Loch. Ähnlich, verschlissene oder verbogene Auswerferstifte können Teile zerbrechen oder Einfallstellen hinterlassen, und sich verschlechternde Trennflächen garantiert Blitzlicht. In einer Fallstudie wurde festgestellt, dass ein Unternehmen, das die Wartung der Entlüftungsöffnungen vernachlässigte, einen 44% Ausschussquote aufgrund von Brandflecken, bis die Entlüftung repariert wurde. Bei einem Mausprodukt könnte ein hoher Ausschuss bedeuten, dass ein Zeitfenster für die Markteinführung verpasst wird oder dass ungeplante Kosten für die Wiederherstellung einer großen Charge anfallen. Die Betonung liegt hier darauf, dass eine Form ist nicht nur ein statisches Stück Metall - sie ist ein Präzisionsinstrument, das mit Sorgfalt gebaut und gepflegt werden muss. In ein gutes Werkzeug zu investieren und es zu warten mag nicht aufregend erscheinen, aber es ist das, was eine reibungslose Produktion von einer Kaskade von Qualitätsproblemen trennt. (Bild: Eine Stahlspritzgussform für eine Mausabdeckung, wobei die eine Hälfte polierte Hohlräume und präzise gebohrte Kühlkanäle aufweist. Einige Abschnitte sind hervorgehoben, um Ausrichtungsmerkmale wie Führungsstifte und Verriegelungen zu zeigen. Das Bild unterstreicht die Komplexität und Präzision, die beim Formenbau erforderlich sind).
5. Prototyping-Fehler - Wenn der Prototyp die Produktion in die Irre führt
Bevor sie sich für eine Produktionsform entscheiden, bauen Unternehmen oft Prototypen - des Teils oder sogar der Form (z. B. weiche Prototypformen) - um das Design zu testen. Prototyping ist unerlässlich, Sie kann aber auch ein falsches Gefühl der Sicherheit vermitteln, wenn sie nicht produktionsrealistisch durchgeführt wird. Ein Hauptgrund dafür, dass ~80% der Entwürfe in der realen Produktion scheitern, ist die Kluft zwischen Prototyping und Fertigungsbedingungen. Teams freuen sich vielleicht über einen Prototyp, der “funktioniert”, ohne sich darüber im Klaren zu sein, dass sie die Belastungen der Massenproduktion nicht wirklich nachgestellt haben. Betrachten Sie folgendes Szenario (aus einem realen Startup-Fall): Ein Team verbrachte Monate mit der Perfektionierung eines 3D-gedruckter oder CNC-gefräster Prototyp eines neuen Geräts - vielleicht sogar einer ergonomischen Maus. Der Prototyp, der von einer Handvoll Personen in einem Büro getestet wird, funktioniert einwandfrei und gewinnt Designpreise. Doch als man zur Massenproduktion zum Spritzguss überging, schnellte die Fehlerquote in die Höhe 40%. Was ist passiert? Beim Prototyp traten keine Probleme auf, die nur im großen Maßstab auftreten: leichte Unterschiede in den Materialeigenschaften, Abweichungen zwischen den Chargen, Montage bei Fließbandgeschwindigkeit und Umweltfaktoren wie Temperatur- und Feuchtigkeitsschwankungen. In der kontrollierten Blase des Prototyps gab es nichts von alledem. In der chaotischen realen Welt einer Fabrik und des weltweiten Versands traten sie alle auf einmal auf.
Eine gemeinsame Prototyping-Fehler ist die Verwendung von Herstellungsmethoden, die nicht mit dem endgültigen Prozess übereinstimmen. Ein Mausgehäuse, das aus massivem Kunststoff gefräst oder in einem 3D-Drucker aus Kunstharz hergestellt wurde, kann beispielsweise maßlich perfekt und sehr steif sein. Ein spritzgegossenes Teil hat jedoch ganz andere Eigenschaften - möglicherweise mehr Eigenspannung, leichten Verzug und eine andere Oberflächenbeschaffenheit oder -verarbeitung. Wenn das Design nicht entsprechend angepasst wurde, kann es passieren, dass die spritzgegossene Version nicht die gleiche Leistung erbringt wie der gefräste Prototyp. In einem dramatischen Fall, Boeing feststellen, dass ihre mit Präzisionsmaschinen gefertigten Prototypenteile einzeln passen, aber wenn sie mit normalen Fertigungstoleranzen von Zulieferern hergestellt werden, diese Teile nicht maßstabsgetreu zusammengesetzt. Übertragen auf das Spritzgießen: Ihr Prototyp hatte vielleicht großzügige Montageabstände oder wurde von Hand eingepasst, während Ihre Gussteile möglicherweise engere Interferenzen aufweisen, da Kunststoff Schwankungen unterliegt. Handgefertigte Prototypen verdecken die Variabilität - Ein Ingenieur könnte einen Prototyp abschleifen oder optimieren, damit er passt, was bei Tausenden von Produktionseinheiten unmöglich ist.
Ein weiterer Fallstrick beim Prototyping ist keine ausreichende Iteration oder Überspringen realistischer Tests. Manchmal verlieben sich Teams in ihren ersten Prototyp und stürzen sich in die Herstellung von Werkzeugen, nur um später festzustellen, dass der Entwurf nicht robust war. Es ist ratsam, Prototypen in mehreren Stufen zu entwickeln - von schnellen, billigen Modellen für die grundlegende Form/Passform bis hin zu einer Kleinserie. Prototypenwerkzeug (vielleicht eine Aluminiumform), um die Dynamik der Formgebung zu überprüfen und jedes Mal Verbesserungen am Design vorzunehmen. Jeder Prototyp sollte unter Bedingungen getestet werden, die dem tatsächlichen Gebrauch näher kommen. Bei einer Maus könnte das bedeuten, dass die Teile Temperaturschwankungen ausgesetzt werden (passen die Hälften noch, wenn sie in einem heißen Kofferraum oder einem kalten Lagerhaus liegen?), dass Falltests durchgeführt werden und dass mehrere Personen die Einheiten zusammenbauen, um zu sehen, ob es irgendwelche kniffligen Ausrichtungen gibt. Wenn Sie immer nur einen Prototyp selbst an einer Werkbank zusammenbauen, kann es vorkommen, dass Sie in der Produktionslinie übersehen, dass ein leichter Winkel eines Bedieners beim Zusammenstecken der Teile dazu führt, dass ein Riegel bricht - weil Sie beispielsweise keine Einführschräge hinzugefügt haben.
Das ist entscheidend, Bei der Prototypenerstellung müssen Fertigungsexperten einbezogen werden.. Eine klassische Ursache für Misserfolge ist die fehlende Verbindung zwischen Designern und Herstellern. Wenn Designer einen Prototyp isoliert entwickeln (vielleicht mit 3D-Druck) und ihn dann dem Werkzeugbau-Team “vor die Füße werfen”, gibt es oft ein böses Erwachen. Merkmale, die in einem Prototyp leicht zu erstellen waren, sind möglicherweise Alpträume formen (Hinterschneidungen, die seitliche Maßnahmen erfordern, tiefe, dünne Abschnitte, die Kurzschlüsse verursachen, usw.). Ohne eine gemeinschaftliche DFM-Prüfung entgehen diese Probleme. Wie das Unternehmen First Mold in einem technischen Dokument feststellte, ergaben seine internen Untersuchungen anhaltende Probleme, wenn die Konstrukteure waren nicht mit den Grenzen des Werkzeugbaus vertraut und arbeiteten getrennt von den Formenbauern. Die Die Lösung besteht darin, DFM-Prüfungen frühzeitig zu integrieren. - im Wesentlichen Prototyp für die Fertigung, und nicht nur der Form halber. Dazu gehören Dinge wie Moldflow-Simulationen auf dem CAD-Modell, bevor Sie den Stahl schneiden. Wenn ein Moldflow-Analyse auf dem Prototypdesign eine große Luftfalle oder Schweißnaht an einem kritischen Knopfmerkmal voraussagt, ist das ein rotes Tuch, um das Design zu korrigieren vor wird es ein teures Schimmelproblem.
Ein weiterer Aspekt ist schnelle Iteration vs. intelligente Iteration. Es ist möglich, mehrere Prototypversionen zu erstellen und dennoch nicht das Hauptproblem zu entdecken, wenn man nicht unter produktionsähnlichen Bedingungen testet. Der bereits erwähnte Fall von PrintForm verdeutlicht dies - das Unternehmen hatte einen großartigen Prototyp, der jedoch nicht mit verschiedenen Materialien, unterschiedlichen Montagebedingungen usw. getestet worden war. Ihre Empfehlung (der wir uns anschließen) lautet so früh wie möglich unter Produktionsbedingungen validieren, was die Zeit bis zur Markteinführung um 30-40% verkürzen kann. In der Praxis könnte dies bedeuten, dass man einen Probelauf mit einem Soft-Tool durchführt, um die Ausbeute und Probleme zu beurteilen, oder die Baugruppe durch eine simulierte Fertigungsstraße laufen lässt. Wenn in diesen Szenarien etwas schief geht, können Sie zurückgehen und das Design oder den Prozess anpassen, solange es noch relativ günstig ist. Wenn Sie diesen Schritt auslassen, erleben Sie eine böse Überraschung während Ihrer ersten Massenproduktion. Zusammenfassend lässt sich sagen, dass Fehler beim Prototyping häufig darauf zurückzuführen sind, dass entweder nicht die richtigen Dinge (Verfahren, Toleranzen, Umgebung) prototypisiert werden oder ein erfolgreicher Prototyp als Beweis für einen produktionsreifen Entwurf missverstanden wird. Das Heilmittel ist ein disziplinierter Ansatz: die Ergebnisse von Prototypen mit Vorsicht zu genießen und Sicherheitsmargen einzuplanen, und nie davon ausgehen, dass, wenn eines funktioniert, eine Million genauso gut funktionieren wird, ohne dass es dafür Beweise gibt. (Bild: Eine Gegenüberstellung eines Mausprototyps und einer Produktionsmaus - der Prototyp könnte ein 3D-gedrucktes Modell sein, das perfekt aussieht, während die Produktionsmaus einen Defekt aufweist, z. B. eine verbogene Taste - was verdeutlicht, wie ein makelloser Prototyp in die Irre führen kann, wenn er nicht unter produktionsähnlichen Bedingungen hergestellt worden ist).
6. Testlücken - Unzureichende Validierung und fehlende Rückkopplungsschleifen
Nicht zuletzt sind viele Fehler bei der Konstruktion von Gussformen einfach darauf zurückzuführen nicht genug getestet wird oder nicht die richtigen Dinge zur richtigen Zeit getestet werden. Wir haben das Prototyping angesprochen, aber darüber hinaus gibt es noch den Bereich der Entwurfsvalidierung und Prozessvalidierung. Auch nach der Herstellung des Werkzeugs ist die Arbeit noch nicht vorbei - Sie müssen rigoros testen, ob das Werkzeug durchgängig gute Teile produzieren kann (und ob diese Teile alle Anforderungen erfüllen). Eine erhebliche “Lücke” entsteht, wenn Teams von T1 (den ersten Probespritzungen) direkt in die Massenproduktion eilen, ohne ausreichend zu testen, oder wenn sie auf Simulationen verzichten und DFM-Bewertungen früh.
Ein wichtiges Instrument ist CAE-Simulation - Für das Spritzgießen bedeutet dies häufig eine Fließanalyse (um vorherzusagen, wie sich der Kunststoff füllt, wo sich Bindenähte oder Lufteinschlüsse bilden könnten, ob es Probleme mit Einfallstellen oder Verzug gibt). Wird diese Analyse in der Entwurfsphase ausgelassen, sind Probleme vorprogrammiert. Probleme wie kurze Schüsse oder Schweißnähte, die auf einer Schnappverbindung enden (und eine Schwachstelle bilden), oder Lufteinschlüsse, die zu Verbrennungen führen, lassen sich oft vorhersagen und durch eine Optimierung des Designs oder der Anschnittstellen lösen. Doch unter dem Druck des Zeitplans vernachlässigen einige Teams diesen Schritt. Das Ergebnis? Sie “entdecken” diese vermeidbaren Mängel erst, nachdem die teure Stahlform hergestellt wurde. Wie bereits erwähnt, kostet die Behebung eines Konstruktionsfehlers im CAD vielleicht nur ein paar Stunden, aber in der Stahlform kann sie Wochen und viel Geld kosten. Ein solider Entwurfsprozess umfasst daher frühzeitige und gründliche DFM-Kontrollen. Viele Spritzgießpartner bieten eine formale DFM-Bewertung bei denen ihre Ingenieure Ihr Teil durchgehen und auf Probleme hinweisen (z. B. “diese Wand ist zu dick, dieser Radius ist zu scharf, diese Hinterschneidung braucht einen Schieber, sind Sie sicher, dass das Material die Belastung hier aushält?”). Solche Überprüfungen wirken in Verbindung mit der Simulation wie eine “Pre-Flight-Checkliste”, die Fehler aufdeckt, die sich andernfalls bei Tests oder in der Produktion als Fehlschläge herausstellen würden.
Angenommen, der Entwurf besteht diese Hürden und Sie schneiden die Form aus, dann ist die nächste mögliche Lücke Prozessvalidierung. Es reicht nicht aus, dass die Form ein einziges gutes Teil herstellen kann, man muss auch sicherstellen, dass sie zuverlässig Tausende oder Millionen von Teilen herstellen kann. Bei der Prozessvalidierung handelt es sich um einen strukturierten Ansatz (der in der Medizintechnik und in der Luftfahrtindustrie häufig formell angewandt wird), bei dem der Formgebungsprozess in seinem erwarteten Betriebsfenster überprüft wird. So werden beispielsweise Testläufe am oberen und unteren Ende der Temperatur-, Druck- und Zeiteinstellungen durchgeführt, um sicherzustellen, dass die Teile innerhalb der Spezifikationen bleiben. Wenn Sie dies auslassen und nur die ersten anständig aussehenden Teile als Beweis dafür nehmen, dass alles in Ordnung ist, könnten Sie später von Schwankungen betroffen sein - vielleicht fällt die Produktion einer Schicht etwas anders aus, weil die Maschine oder die Umgebungsbedingungen unterschiedlich sind. Ein berühmter Fall betraf Philips Healthcare: Das Unternehmen erhielt eine FDA-Warnung, weil es den Spritzgießprozess für ein Bauteil nicht ordnungsgemäß validiert hatte, was zu folgenden Problemen führte 64 Beschwerden über Ausfälle vor Ort. Bei einem Verbraucherprodukt wie einer Maus steht nicht so viel auf dem Spiel wie bei medizinischen Geräten, aber eine schlechte Prozesskontrolle kann dennoch zu hohen Ausschussraten oder Kundenrücksendungen wegen zeitweiliger Probleme führen (z. B. eine Taste, die nach einem Monat Gebrauch aufgrund innerer Spannungen versagt, was durch eine bessere Formgebung hätte vermieden werden können).
Testlücken auch ein Mangel an Praxistests. Es ist eine Sache, Teile im Labor zu testen, eine andere ist es, sie in ihrer tatsächlichen Betriebsumgebung zu prüfen. Wenn eine Gaming-Maus Millionen von Klicks aushalten soll, haben Sie dann die Tasten einem Lebenszyklustest unterzogen, um zu sehen, ob Ihr Design standhält (und ob das von Ihnen gewählte Kunststoffmaterial nicht verformt wird oder Risse bekommt)? Wenn das Produkt weltweit eingesetzt werden soll, haben Sie eine Wärme-/Feuchtigkeitsprüfung durchgeführt, um festzustellen, ob sich Teile unter extremen klimatischen Bedingungen verformen oder spröde werden? Manchmal verlassen sich Konstrukteure auf Materialspezifikationen oder gehen davon aus, dass die Tests später durchgeführt werden, und diese späteren Tests (z. B. Betatests, Zertifizierungstests) decken dann Probleme auf, die eine späte Änderung der Konstruktion oder der Form erzwingen. Zum Beispiel könnten behördliche Tests zeigen, dass das Produkt einen Falltest nicht besteht, weil ein interner Kunststoffverschluss reißt - ein neues Design könnte einen Metalleinsatz oder eine dickere Rippe erfordern, was bedeutet Modifizierung der Form nachdem es gebaut wurde. All dies könnte verhindert werden durch Ganzheitliche Tests und Feedbackschleifen während der Entwicklung.
Zusammengefasst, keine Nachrichten sind nicht unbedingt gute Nachrichten wenn es um die Überprüfung von Entwürfen geht. Wenn Sie etwas nicht absichtlich getestet haben, gehen Sie davon aus, dass es ein Risiko darstellt. Die besten Hersteller implementieren mehrere FeedbackschleifenDie Schleife besteht aus folgenden Elementen: Entwurfsprüfungen, Simulationen, Prototyp-/Pilotversuche, Erstmusterprüfungen, Prozessvalidierungen (IQ/OQ/PQ für Unternehmen in regulierten Branchen) und laufende Überwachung. Jede Schleife ist eine Chance, ein Versäumnis zu entdecken. Je mehr Lücken es in dieser Kette gibt, desto größer ist die Wahrscheinlichkeit, dass ein Werkzeugentwurf “versagt”, indem er fehlerhafte Teile produziert oder späte Korrekturen erfordert. Umgekehrt verbessern Sie durch rigorose Tests und Validierung in jeder Phase die Chancen, dass Ihre Maus ohne böse Überraschungen von der Form auf den Markt kommt, dramatisch. Ein Beweis für diesen Ansatz ist, dass erfahrene Teams das Spritzgießen als Partnerschaft zwischen Design und Produktion betrachten - und nicht als ein Geschäft, das man einfach über die Wand wirft. Sie arbeiten eng mit den Werkzeugingenieuren zusammen, führen gemeinsame Überprüfungen durch und planen Wartungs- und Qualitätskontrollen, wodurch Schließung der Lücken wo sich Misserfolge einschleichen.
DFM-Checkliste (Design-for-Manufacturability) für Mausformprojekte
| Design-Aspekt | DFM-Leitfaden |
|---|---|
| Wanddicke | Einheitlich halten (±10%), um Einfallstellen und Spannungsrisse zu vermeiden |
| Tiefgangswinkel | ≥1° für polierte Formen, ≥2-3° für strukturierte Oberflächen |
| Rippen und Bosse | Radien und Rundungen verwenden; scharfe Ecken vermeiden |
| Montage Fit | Festlegen der Nullpunktstruktur, Berücksichtigung von Toleranzen und Montageabständen |
| Schrumpfung des Materials | Verwenden Sie validierte Schrumpfungsraten; passen Sie die Kavitäten entsprechend an. |
| Trennungslinie & Auswurf | Auswerfermarken an kosmetischen Zonen vermeiden; saubere Trennlinien planen |
| Standort des Tores | Vermeidung von Schweißnähten in spannungsführenden oder sichtbaren Bereichen |
| Simulation und Prüfung | Moldflow verwenden, Pilotmuster testen und unter realen Bedingungen validieren |
Schlussfolgerung: Designing for Success - Zusammenarbeit, DFM und kontinuierliche Verbesserung
Ein wiederkehrendes Thema ist die Bedeutung von frühzeitige Zusammenarbeit und fachlicher Input. Beauftragen Sie Ihren Formenbauer oder Fertigungspartner bereits in der Konstruktionsphase mit der Durchführung einer DFM-Prüfung. Dadurch können Probleme wie Anschnittstellen, extreme Wandstärken oder Materialunverträglichkeiten erkannt werden, bevor sie Sie teuer zu stehen kommen. Behandeln Sie auch Ihren Formenbauer als einen Partner Die besten Ergebnisse werden erzielt, wenn der Werkzeugbauer die Funktion des Produkts versteht und der Konstrukteur die Einschränkungen bei der Werkzeugherstellung kennt. Viele führende Unternehmen führen heute gemeinsame Konstruktionsbesprechungen durch, bei denen alle Beteiligten - von Industriedesignern über Qualitätsingenieure bis hin zu Werkzeugmachern - die Konstruktion auf potenzielle Fehlermöglichkeiten untersuchen. Dieser ganzheitliche Ansatz stellt sicher, dass das Design zum Zeitpunkt des Formschnitts robust ist. In einem Whitepaper von EVOK heißt es dazu, Spritzguss sollte nicht als einfacher Wareneinkauf betrachtet werden, sondern als eine Partnerschaft zwischen Design und Herstellung.. Allein diese Änderung der Denkweise hilft, die klassischen Fallstricke zu vermeiden.
In der Praxis bedeutet die Vermeidung von Fehlern bei der Formgestaltung, dass man sich DFM und kontinuierliche Verbesserung. Verwenden Sie Simulation zur Vorhersage und Beseitigung von Problemen wie Verzug, Schweißnähte und Ungleichgewichte bei der Kühlung. Bestehen Sie auf Materialanalysen Überprüfen Sie, ob der von Ihnen gewählte Kunststoff unter allen zu erwartenden Bedingungen geeignet ist (und halten Sie Ersatzmaterialien bereit, falls sich eines davon nicht bewährt). Befolgen Sie etablierte Gestaltungsregeln (gleichmäßige Wände, angemessener Verzug, abgerundete Ecken usw.), aber auch, wann man sie absichtlich brechen sollte - und nur in Absprache mit dem Gießer. Wenn zum Beispiel aus ästhetischen Gründen eine verzugsfreie Oberfläche gewünscht wird, sollten Sie sich bewusst sein, dass dies ein Risiko darstellt, und es minimieren (z. B. durch Verwendung einer strukturierten Formoberfläche, die leichte Auswerfermarken verdeckt, oder durch ausgiebige Tests). Gründliche Umsetzung Toleranzanalyse auf Baugruppen, damit Sie wissen, wo Sie Präzision benötigen und wo Sie aus Gründen der Vernunft eine Lücke oder Überlappung zulassen können. Und denken Sie daran, dass Testen ist dein FreundJeder Prototyp oder Testlauf sollte nicht nur als Meilenstein betrachtet werden, sondern auch als Gelegenheit, um zu lernen und das Design oder den Prozess zu verfeinern. Jedes Problem, das beim Testen aufgedeckt wird, ist viel billiger als eines, das im Feld oder in einem Lager voller unverkäuflicher Produkte gefunden wird.
Zusammenfassend lässt sich sagen, dass zwar 80% der Entwürfe anfangs scheitern, diese Statistik aber auf den Kopf gestellt werden kann. Mit Wissen und Vorbereitung können Sie zu den 20% gehören, die es richtig machen - oder zumindest die Fehler früh genug erkennen, um den Kurs schnell zu korrigieren. Die moderner Werkzeugkasten (digitale Simulationen, fortschrittliche Werkstoffe, Präzisionsbearbeitung und ein Jahrhundert kollektiven Know-hows im Kunststoffbereich) bietet alles, was für den Erfolg erforderlich ist. Durch die Anwendung der Lehren aus früheren Misserfolgen - sei es etwas so Einfaches wie das Hinzufügen eines Grades an Tiefgang oder etwas so Strategisches wie die Abstimmung der Ziele Ihres Teams und Ihrer Zulieferer - können Sie Ihre Ziele erreichen. OEMs und B2B-Stakeholder können viel Zeit und Kosten sparen, So wird sichergestellt, dass die nächste Maus oder das nächste Gerät reibungslos in die Produktion geht. Letztendlich ist ein “misslungener” Gussformentwurf nur dann wirklich ein Misserfolg, wenn man nichts daraus lernt. Im Sinne der kontinuierlichen Verbesserung macht jeder Versuch, auch die Misserfolge, den nächsten Entwurf besser. Integrieren Sie diese Erkenntnisse in Ihren Konstruktionsprozess, und Sie werden feststellen, dass Sie die 80%-Zahl drastisch senken und Ihre Produkteinführungen mit Zuversicht angehen können.

Sind Sie bereit, Fallstricke bei der Formgestaltung zu vermeiden?
Wir von Darshion sind spezialisiert auf kundenspezifische OEM/ODM-Maus Fertigung mit fundiertem internen Fachwissen in den Bereichen Formenbau, Werkzeugbau und Massenproduktion. Unser Team hat Hunderten von globalen Marken geholfen, die häufigsten Formfehler zu vermeiden - denn wir haben sie alle gesehen.
Ganz gleich, ob Sie einen Prototyp für Ihre erste ergonomische Maus entwickeln oder ein bestehendes Design für die Massenproduktion optimieren möchten, wir unterstützen Sie vom Konzept bis zum fertigen Produkt.
Wenn Sie das Risiko verringern, den Ertrag verbessern und mit einem zuverlässigen Partner zusammenarbeiten möchten Mausfertigung Partner-uns zu erreichen.
