
Sección 1:Proceso de producción de teclados de membrana
1. Qué es el teclado de capa de membrana ?
A teclado de membrana es un sistema operativo de vanguardia que integra funciones clave, elementos de señalización y un panel de control en un único teclado táctil integrado por su reacción táctil cuando está en funcionamiento. El teclado incluye un estilo aerodinámico, plano con varias capas que se sellan entre sí haciendo uso de un edificio indispensable de sellado y la construcción. Esta disposición única combina botones de membrana sensibles, marcas, pantallas de signos, desarrollando un nuevo tipo de pieza electrónica que incorpora luz, máquina y potencia. El teclado de capa de membrana representa un cambio sustancial en la apariencia andes puede cambiar la parte discreta estándar para llevar a cabo las tareas del sistema operativo de manera más eficiente.
2. Estructura del teclado de membrana
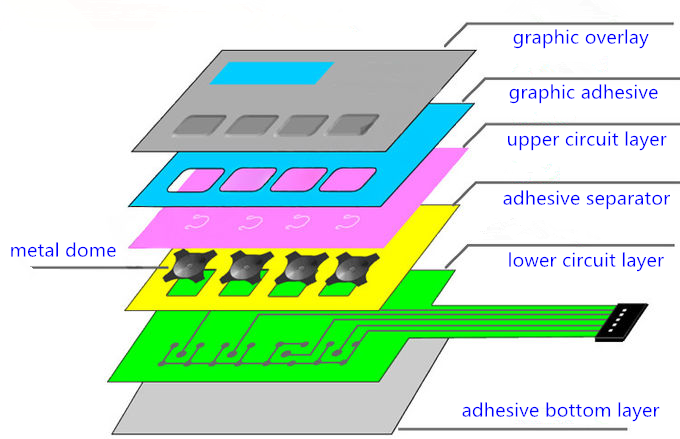
Entonces, ¿de qué partes se compone el teclado de interruptores de membrana? No son iguales que los interruptores mecánicos. En general, los teclados de botones de capa de membrana constan de 6 partes. Consisten en la superposición gráfica, el adhesivo gráfico, la capa superior del circuito, el separador adhesivo, la capa reducida del circuito y la capa inferior adhesiva.
2.1 Superposición gráfica
Visualizar la impresión de patrones atractivos y mensajes en el producto en bruto, después de que la superposición de visuales se ha completado. Por lo general, el fabricante del interruptor de capa de membrana utiliza PET, ordenador u otras láminas transparentes anémicas, cuyo grosor es inferior a 0,25 mm. Como todos sabemos, la característica principal de la superposición de visuales es desempeñar la función de marca e interruptor. Siempre funciona como una pantalla táctil no sólo en el interruptor de membrana teclados sino también paneles de interruptores de membrana.
Y en el caso de los teclados, sus paneles de control son elevados. Como resultado, el material debe tener funciones de alta apertura, alta fijación de tinta, alta elasticidad y alta dureza. Naturalmente, según las demandas de los consumidores y las situaciones de aplicación, en HuaiSong Industrial podemos transformar el material para diseñar y fabricar artículos económicos. Típicamente, hacemos uso adicional del teclado de caucho de silicona, típicamente conocido como teclado de cúpula de caucho o interruptores de cúpula de caucho.
2.2 Capa adhesiva gráfica
La capa adhesiva visual desempeña un papel esencial en la unión de la capa de membrana con la capa superior del circuito, garantizando un sellado seguro y una conexión satisfactoria. La variedad de densidad óptima para esta capa está entre 0,05 y 0,15 MM, y debe poseer una fuerza y una resistencia al envejecimiento extraordinarias. En el proceso de producción, los proveedores suelen utilizar una cinta de doble cara específica para interruptores de membrana. Sin embargo, algunos interruptores de membrana necesitan propiedades residenciales o comerciales adicionales, como resistencia al agua y a las altas temperaturas, por lo que la elección de los materiales debe personalizarse para cumplir con los requisitos de los clientes.
2.3 Capa superior del circuito
Se encuentra entre la capa de cola gráfica y el separador adhesivo. Normalmente, se utiliza cinta adhesiva animal de doble cara. Se crea un circuito superior fijando la cúpula metálica a una capa solitaria de pegamento. Los materiales incluyen capa de circuito flexible, flex de cobre y placa base difícil. Como la mayoría de nosotros entendemos, la cúpula de acero puede producir comentarios sensibles. Al pulsar los interruptores de membrana, los contactos del circuito superior son defectuosos hacia abajo y tocan con las placas del circuito reducido. Después de soltar el dedo, se puede obtener una sensación de respuesta, y el contacto del circuito superior mejora. Entonces, el circuito se rompe, y la laguna provoca una señal.
2.4 Separador de cola.
Se encuentra entre el circuito superior y la capa de circuito reducido. Y funciona como sello y conexión. Generalmente, utilizamos cinta de doble cara PET de primera calidad, cuya densidad oscila entre 0,05 MM y 0,2 MM. Al seleccionar este producto de capa, tenemos que pensar plenamente en las características del producto. Consiste en la densidad general, el aislamiento, la sensación de la mano del paquete de trucos de circuito y sellado.
2.5 Capa inferior del circuito.
La capa de circuito reducido suele utilizar una película de poliéster de alto rendimiento, en particular PET, como base para el patrón del circuito de conmutación. Para lograr la conductividad eléctrica, los proveedores de teclados con interruptor de membrana utilizan un proceso especializado para emplear pasta y tintas de plata conductoras. El interruptor de capa de membrana personalizado resultante tiene un grosor que oscila entre 0,05 MM y 0,175 MM, siendo el PET de 0,125 MM uno de los más típicos. Este material es ideal por su excelente aislamiento, resistencia al calor, resistencia mecánica, apertura y hermeticidad, además de por su versatilidad y flexibilidad. Alternativamente, podemos desarrollar y producir esta capa utilizando placas FPC o PCB en función de las necesidades del cliente. Para potenciar los resultados de la pantalla en la interfaz, podemos incorporar luces LED, componentes SMT e incluso componentes de fibra óptica para obtener respuestas estéticas. Además, la capa de circuito inferior puede incluir terminales para conectarse a interfaces de usuario de dispositivos.
2.6 Capa adhesiva de soporte.
La opción de la capa posterior adhesiva está muy influenciada por el producto con el que se empareja en el teclado. Normalmente, los proveedores de teclados de botones con capa de membrana seleccionan cinta adhesiva de doble cara estándar, adhesivo 3M o adhesivo resistente al agua, por citar algunas opciones.
3. Tipos de teclado de capa de membrana.
Existen tres tipos diferentes de teclados de capa de membrana: botones de membrana adaptables, botones de capa de membrana rígidos e interruptores de membrana elevados.
4. Proceso de fabricación de teclados de membrana personalizados.
Nuestra membrana a medida producción con teclado El proceso comienza tras el diseño de la membrana. El procedimiento de producción incluye varias fases, que consisten en:.
a. Selección de materiales y trabajos previos.
b. Fabricación de capas de membrana.
c. Cambio de montaje.
d Instalación de la llave.
e. Control de calidad y cribado.
f. Embalaje y entrega del producto.
Nos aseguramos de que nuestros teclados de membrana personalizados cumplan los criterios más exigentes de calidad y eficacia.
Proceso de fabricación de teclados de membrana
| Paso | Descripción |
|---|---|
4.1 Animal formador de calor |
Coloque el producto PET en la placa de calentamiento e introdúzcalo en el horno para el tratamiento térmico. Normalmente, el horno se prepara a una temperatura de 160 grados, con un tiempo de tratamiento de 25 minutos. Esta acción se crea para disminuir la contracción térmica del material PET. |
4.2 Impresión de la pantalla |
Se utiliza una película de poliéster (PET) de excelente eficacia como soporte para el patrón del circuito de conmutación. Se imprime la pasta de plata conductora, la pasta de carbono conductora y la capa UV. A continuación, el teclado de botones sin duda tendrá hogar conductor. Además, la capa UV se utiliza para proteger el circuito con éxito. |
4.3 Cocinar |
Utilizamos un horno de paso con circulación de aire caliente para cocer las tintas conductoras y la pasta de plata tras la serigrafía. El proceso de cocción se produce a una temperatura de 110 grados y a una velocidad de 5 metros por minuto. Además, se utiliza una estufa de curado UV para cocer la capa UV serigrafiada con una especificación de 500 julios. |
4.4 Colocación de la apertura |
En el proceso de serigrafía, producimos aberturas de alineación de precisión en el material PET. A continuación, se utiliza un punzón láser para perforar estos orificios. La finalidad de estos orificios es ayudar en los procedimientos posteriores de tramado y laminado sin costuras. |
4.5 Examen TIC |
Realizamos una evaluación detallada de la capa inferior del circuito impreso para asegurarnos de que cumple las especificaciones necesarias. Nuestro procedimiento de prueba incluye la medición de la conductividad y las propiedades de aislamiento residencial o comercial del circuito, utilizando una especificación de 300V/100M. Una vez concluido el examen, podemos validar con confianza que las características del circuito cumplen las exigencias del consumidor. |
4.6 Inspección estética de los circuitos |
Realice un examen visual de los circuitos colocando el producto publicado en pantalla en el terminal de examen. La superficie del terminal es transparente, lo que permite que la luz incida sobre la mesa y ayuda a los evaluadores a examinar la capa de circuitos de los teclados de membrana. |
4.7 Laminación manual |
Laminar el adhesivo gráfico, la capa superior del circuito y el separador adhesivo entre sí. Para evitar la discrepancia y acelerar la producción, siempre hacemos una plantilla. |
4.8 Instalación de cúpulas metálicas |
La instalación de las cúpulas metálicas requiere un montaje minucioso, que implica el pegado del adhesivo gráfico, la capa superior del circuito y el separador de cola. La cúpula no se puede instalar de forma imprecisa, al revés, o en el embalaje de varias cúpulas. |
4.9 Cúpulas dobles Examinar |
Asegúrese de que sus cúpulas metálicas están libres de faltantes, marcha atrás y numerosos problemas de carga utilizando el examen de cúpulas dobles. Este examen ayuda a determinar y hacer frente a cualquier problema potencial, asegurándose de que sus cúpulas de acero son de los mejores y cumplir con todos los requisitos necesarios. |
4.10 Reducción de troqueles |
El troquelado se realiza después de ensamblar las capas de pegamento, la capa superior del circuito, la capa de aislamiento y la capa reducida del circuito del teclado de membrana. A continuación, el producto semiacabado se forma de acuerdo con los requisitos del cliente mediante el proceso de troquelado. |
4.11 Montaje del teclado |
Montar la capa de membrana superpuesta con el producto semiacabado reducido a troquel. Durante todo el procedimiento de montaje, debemos asegurarnos de que no haya desequilibrio entre cada capa. |
4.12 Laminación por dispositivo |
El laminado de suelos con una máquina implica presionar el teclado de interruptor de cúpula construido utilizando una tensión de unos 100 kg durante unos 5 segundos. Esta acción es vital para asegurar una conexión sólida entre las diferentes capas del teclado de capa de membrana individualizada. |
4.13 Procedimiento de prueba final (FEET) |
Para garantizar una eficacia óptima, el producto acabado se somete a una exhaustiva evaluación, que incluye la búsqueda de circuitos abiertos, cortocircuitos, conductividad y resistencia del aislamiento, garantizando así su adecuado funcionamiento. |
4.14 Examen visual |
Realizar una inspección completa para detectar cualquier tipo de problema o desperfecto, como rasguños, abolladuras, polvo, desequilibrio, líneas de impresión borrosas o incoherencias significativas. Asegurarse de que solo se entregan a los clientes productos con un aspecto suficiente. |
4.15 Embalaje del teclado |
Coloque los teclados de membrana en bolsas de polietileno y, a continuación, introduzca estas bolsas en cajas de cartón. |
4.16 Prueba |
El inspector de calidad realiza un control aleatorio de los teclados de membrana embalados para comprobar su aspecto y funcionalidad y detener cualquier tipo de artículo defectuoso. |
4.17 Espacio de almacenamiento del teclado de la capa de membrana |
Colocar en el almacén los productos terminados cualificados después del control. |