
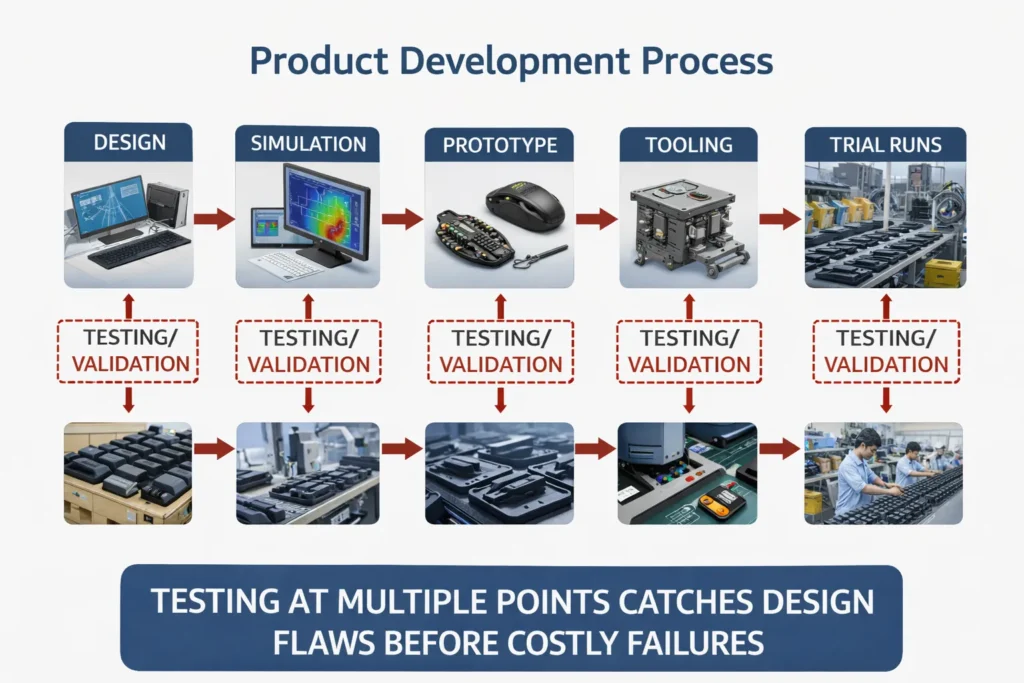
Lanzamiento de nuevos productos fabricación de plásticos mundo suelen descarrilar ante una realidad aleccionadora: la inmensa mayoría de los los diseños de moldes de inyección fracasan en los ensayos iniciales. De hecho, los análisis de la industria revelan que la mayoría de los defectos en el moldeo por inyección no proceden en absoluto de la cadena de producción, sino que se originan en las fases iniciales de diseño del producto.. En otras palabras, hasta ~80% de problemas de moho están “diseñados en” antes de moldear una sola pieza. Para algo tan común como un ratón de ordenador -que suele constar de múltiples piezas de plástico de precisión (carcasas superior e inferior, mecanismos de botones, etc.)-, estos errores de diseño tempranos pueden suponer un desastre.

Fallos comunes en el diseño de moldes de inyección y sus consecuencias
| Tipo de fallo | Consecuencias típicas | Medidas preventivas |
|---|---|---|
| Mala selección de materiales | Grietas, alabeos o fisuras por tensión | Ajuste la resina a las especificaciones, compruebe la contracción, utilice PC-ABS o plásticos reforzados |
| Ángulo de calado insuficiente | Piezas pegadas en el molde, superficies rayadas | Aplicar 1°-3° de calado, simular la eyección durante el modelado CAD |
| Desalineación de los botones | Pulsaciones de botón incoherentes o fallidas | Análisis de tolerancias, incluye clavijas de alineación |
| Inexactitudes de las herramientas | Destello, desajuste de piezas, vida corta de la herramienta | Utilizar acero templado (p. ej. H13), calibrado de precisión |
| Lagunas en la creación de prototipos | Malestar de los usuarios, problemas de rendimiento no detectados a tiempo | Construir y probar prototipos totalmente funcionales |
| Lagunas en las pruebas | Inspecciones de calidad fallidas, costosas correcciones tras el lanzamiento | Incluye pruebas piloto, pruebas del ciclo de vida y validación DFM. |
Cuando falla el diseño de un molde, las consecuencias golpean rápido y fuerte. El proyecto se enfrenta a Fallos en los ensayos T1, El problema es que se producen modificaciones repetidas de los moldes, retrasos en los lanzamientos y costes imprevistos. A Estudio de caso de General Motors es elocuente: al ignorar un aviso de alabeo por flujo del molde durante el diseño, el equipo tuvo que gastar más de 1.000 millones de euros en el diseño. $100.000 y 43 días extra para solucionar los problemas de grosor de las paredes una vez cortado el molde de acero. Por el contrario, otro equipo modificó el diseño de forma proactiva (reubicando una compuerta para eliminar una línea de soldadura débil), según se informa. ahorró $1,1 millones en posibles arreglos. La lección es clara: detectar y corregir los problemas en la fase de diseño es mucho más barato y rápido que hacerlo una vez fabricado el utillaje. Más fallos en el moldeo por inyección tienen algo en común: les pillan demasiado tarde, cuando un defecto detectado durante la inspección del primer artículo exige un costoso reajuste de la herramienta.
¿Por qué diseños de moldes para ratones tan propensos a fallar? Un ratón de ordenador puede parecer un dispositivo sencillo, pero su las piezas de plástico deben cumplir estrictos requisitos ergonómicos, estéticos y funcionales. La carcasa superior con botones incorporados debe alinearse con precisión con los interruptores internos; la rueda de desplazamiento, los botones laterales y la cubierta inferior deben encajar y funcionar sin atascarse. Para lograrlo, se requiere un ajuste casi perfecto. diseño para la fabricación. Por desgracia, los diseñadores de productos (e incluso algunos fabricantes de herramientas) pueden subestimar las complejidades del moldeo por inyección. Pueden diseñar en CAD bajo ideal condiciones que no reflejan las tolerancias de fabricación del mundo real, los comportamientos de los materiales o las realidades de montaje. ¿Cuál es el resultado? Alrededor de 4 de cada 5 diseños requieren una revisión significativa antes de que puedan producir piezas buenas de forma fiable. En las secciones siguientes, exploraremos la causas comunes de fallo y cómo evitarlos.
1. Mala selección del material - El plástico equivocado para el trabajo
Uno de los los errores de diseño más caros es seleccionar una resina plástica que no se adapta bien a los requisitos del producto o al proceso de fabricación. Es fácil ver cómo ocurre esto: un diseñador puede elegir un material basándose en un ficha técnica propiedad (por ejemplo, alta resistencia o un acabado brillante) sin darse cuenta de que el comportamiento de moldeo del material en el mundo real será diferente. Una hoja de datos de resina proporciona propiedades medidas en probetas de laboratorio ideales, pero las piezas moldeadas reales a menudo no cumplen esas especificaciones debido a los efectos del procesado. Por ejemplo, la resistencia al impacto indicada de un polímero puede suponer que el material está perfectamente seco y sin aditivos, mientras que en la producción la resina puede tener una ligera humedad o colorante que haga que las piezas sean más quebradizas. Los plásticos rellenos de fibra pueden alabearse o tener una resistencia anisótropa porque las fibras se alinean con el flujo, lo que produce rigidez desigual en la pieza. Si no se tienen en cuenta estos matices, el material elegido puede provocar grietas, alabeos o fallo prematuro en uso.
Es importante, la selección del material no sólo tiene que ver con la resistencia o el aspecto, sino también con el entorno de uso final. Los plásticos pueden ser sensibles a las temperaturas extremas, la exposición a los rayos UV o los productos químicos. Elegir una resina sin tener en cuenta estos factores puede arruinar un producto. Los datos del sector muestran que agrietamiento por tensión ambiental (ESC) - en la que las piezas de plástico se agrietan debido a la exposición a productos químicos o a la tensión. 25% de fallos de componentes plásticos. Imagine que especifica un ABS plástico para la carcasa de un ratón por su resistencia, sólo para descubrir que los aceites de la piel o un disolvente de limpieza hacen que el ABS se agriete con el tiempo. (De hecho, hay casos documentados de piezas de ABS que se agrietan por interacciones químicas, y de piezas de policarbonato que fallan tras su exposición a limpiadores a base de alcohol). Utilizar un material fuera de su zona de confort puede dar lugar a elevadas reclamaciones de garantía o fallos sobre el terreno, obligando a un rediseño tardío. Si cambia de material una vez fabricado el molde, la diferente tasa de contracción puede obligar a volver a mecanizar toda la herramienta. - un escenario de pesadilla para un OEM.
Bien Práctica DFM requiere adaptar el plástico a las necesidades del producto y diseñar el molde en función de las características de ese material. Las consideraciones clave son la resistencia de la resina, su rigidez y su resistencia al calor (¿va a sufrir el ratón altas temperaturas durante su uso o transporte?), índice de contracción (crítico para las dimensiones de la pieza y el ajuste del montaje), y cualquier requisito normativo (por ejemplo, inflamabilidad UL, conformidad RoHS). El coste no debe ser el único motor. Elegir la resina más barata sin evaluar el rendimiento en su contexto es una receta para los problemas. Por ejemplo, un material demasiado rígido puede hacer que las bisagras finas (como los cierres de las pilas) se rompan, mientras que una resina más flexible podría sobrevivir. Por otro lado, un material que no sea lo bastante rígido puede hacer que el ratón montado resulte endeble o que los botones se desgasten en exceso. También está la cuestión de compatibilidad del procesoSi el ratón tiene empuñaduras de goma sobremoldeadas o componentes de dos disparos, los materiales deben unirse o, al menos, no interferir entre sí, algo que los diseñadores podrían pasar por alto. En resumen elegir el plástico adecuado es fundamental. Una mala elección puede introducir fallos sutiles que ningún retoque de procesamiento puede solucionar. Los equipos inteligentes implican a los ingenieros de materiales y a los moldeadores desde el principio para examinar las opciones de resina en condiciones reales, a menudo utilizando simulación y pruebas a pequeña escala para ver cómo se comporta un material cuando se moldea en la geometría real de la pieza.

2. Cálculos erróneos del ángulo de inclinación: piezas atascadas y superficies raspadas
Ángulo de calado - la sutil conicidad de las paredes verticales de una pieza moldeada, es un pequeño detalle de diseño que tiene un impacto enorme en el éxito del molde. El ángulo de desmoldeo es lo que permite que una pieza de plástico salga del molde sin una fuerza excesiva. Cuando los ángulos de desmoldeo son mal calculado o descuidado, a menudo conduce a piezas que se pegan en el molde, El diseño de las piezas es un error común de novato. Un error común de los novatos en el diseño de piezas es tener paredes casi verticales (ángulo de inclinación de 0°) porque el modelo CAD se ve mejor así, o para cumplir un objetivo dimensional estricto. Por desgracia, el calado cero hace que la expulsión sea casi imposible - la pieza se agarra al acero del molde como una ventosa. Cuando los pasadores eyectores empujan la pieza hacia fuera, es posible que se requiera tanta fuerza que el plástico ceda, provocando marcas de arrastre, arañazos o deformación de elementos. Las paredes o nervaduras finas y delicadas son especialmente propensas a desgarrarse o agrietarse si el tiro es insuficiente. Además, el propio molde puede sufrir daños: una fuerza de expulsión elevada provoca desgaste del pasador eyector e incluso pueden deformar las cavidades del molde con el tiempo. En el contexto de un ratón, piense en los postes altos que se montan en los tornillos de la placa de circuitos o en los laterales del cuerpo del ratón: si no se redactan, los primeros artículos podrían salir ranurados e inutilizables.
¿Cuál es la cantidad adecuada de calado? Directrices del sector como punto de partida. Una recomendación típica es disponer de menos 1° de calado por lado en cualquier cara vertical para una superficie lisa y sin textura. Si la pieza tiene un acabado texturizado o mate (a menudo el caso de un ratón para mejorar el agarre u ocultar las huellas dactilares), necesitará más calado, normalmente 2-3° o más - porque la microtextura crea fricción como papel de lija contra el molde. Una regla general es un calado adicional de ~1,5° por cada 0,001″ de profundidad de textura (por lo que una textura media podría necesitar 5°+ en total). En general, 1-2° es un mínimo seguro para la mayoría de las características, y más es mejor si no compromete el diseño. Si un diseño exige absolutamente una pared de 0° en alguna zona (quizás para la alineación cosmética de dos piezas), debe confinar esa región de tiro cero a una zona lo más pequeña posible y estar preparado para otras compensaciones - como el uso de revestimientos de moldes especializados para reducir la fricción, o la aceptación de algunas rozaduras en superficies internas ocultas.
Hay que tener en cuenta que los ángulos de giro suelen estar directamente relacionados con decisiones sobre herramientas y líneas de separación. Por ejemplo, si tiene una carcasa de ratón alta y sin decorar, puede diseñarla de modo que la línea de separación divida el tiro, asegurándose de que ninguna de las mitades del molde tenga una muesca en esa pared vertical. Pasar esto por alto puede causar interferencia de eyección donde una rebaba o un desajuste en la línea de apertura raspa la pieza al salir. Muchos diseños de moldes no superan la prueba T1 porque el ángulo de desmoldeo simplemente “no es suficiente”; las primeras piezas muestran marcas de arrastre o no salen limpiamente, lo que obliga a retocar el molde (retirar el acero) para añadir más ángulo de desmoldeo. De hecho, junto con los problemas de espesor de pared, la falta o insuficiencia de calado es una de las principales causas de retrabajo de utillaje. El coste de un error de este tipo no sólo se mide en dólares: es tiempo perdido y un posible retraso en el lanzamiento del producto. La buena noticia es que el borrador es fácil de hacer bien si se tiene en cuenta desde el principio. análisis de moldeabilidad (muchos programas CAD o socios de moldeo marcarán las caras con calado cero). Es una comprobación sencilla que puede salvar su proyecto. (Imagen: Un diagrama de dos piezas de plástico en sección transversal -una con el ángulo de desmoldeo adecuado expulsándose suavemente del molde, y otra sin desmoldeo pegándose a la pared del molde- con flechas rojas indicando la fuerza de expulsión y marcas de rozaduras en la pieza pegada).
3. Problemas de alineación de botones - Apilamientos de tolerancias y piezas desajustadas
En un conjunto de varias piezas, como un ratón de ordenador, la alineación lo es todo. Los botones de clic izquierdo y derecho, por ejemplo, suelen formar parte de la cubierta superior y deben golpear con precisión los microinterruptores en la placa de circuito impreso que hay debajo. Si el diseño del molde o la geometría de la pieza se desvían un milímetro, esos botones pueden atascarse (se quedan pulsados) o, por el contrario, tener demasiada holgura (no responden a los clics). Por desgracia, los problemas de alineación de los botones son un motivo frecuente de fallo del diseño en ratones y aparatos electrónicos similares. Estos problemas suelen deberse a diseño insuficiente para el montajeEl equipo de ingeniería puede no haber realizado un análisis completo de la situación. análisis del apilamiento de tolerancias ni se ha tenido en cuenta la posibilidad de que las piezas se deformen y no encajen como es debido. Por ejemplo, las mitades superior e inferior del ratón podrían cumplir las especificaciones por separado, pero cuando se encajan, una ligera deformación en la parte superior y un poste 0,2 mm demasiado alto pueden hacer que los botones no encajen. sentarse torcido o atascado.
Un principio de ingeniería muy conocido es que los componentes que encajan bien en un prototipo pueden desalinearse a escala cuando se acumulan las tolerancias. El desarrollo del 787 de Boeing lo ilustró de forma dramática: los prototipos de secciones encajaban, pero en la producción se acumulaban pequeñas desviaciones: los agujeros de los cierres no estaban alineados, los ensamblajes tenían huecos. En un ratón, tenemos menos piezas, pero incluso “cinco componentes con tolerancias imprecisas” pueden ser indulgentes. esas tolerancias se acumulan en desajustes o fallos de atado. Muchas empresas, sorprendentemente, no realizan estudios de tolerancia exhaustivos de sus diseños y luego se preguntan por qué el rendimiento del montaje es bajo. La mejor práctica consiste en identificar las alineaciones críticas (como la interfaz botón-interruptor, la posición del sensor con respecto a la abertura inferior de la lente, etc.) y controlarlas estrictamente, dejando cierta holgura en las áreas no críticas. A menudo, la adición de características de alineación puede ayudar: por ejemplo, el moldeado en postes guía, costillas o huecos controlados (“revelados”) entre las piezas para dar cabida a pequeños desajustes. Una ligera costura o separación visible, si es uniforme e intencionada, es mucho mejor que buscar un aspecto de separación cero que acabe con piezas forzándose unas a otras fuera de posición.
En el diseño del moldeo por inyección, también hay que prever contracción y deformación de las piezas. Las piezas de plástico pueden deformarse al enfriarse, sobre todo si no son perfectamente uniformes o si se expulsan calientes. La cubierta superior de un ratón -ancha y relativamente fina- podría deformar un poco Si el diseño no lo permite (por ejemplo, mediante el uso de clips flexibles o tornillos que lo alineen), tendrá problemas de ajuste. De hecho, la unión de dos piezas moldeadas de gran tamaño agravará el alabeo y la variación dimensional de la otra. Por eso los diseñadores experimentados incorporan características de enclavamientoPor ejemplo, en una carcasa a medida, los diseñadores utilizaron varias nervaduras de enclavamiento, encajes a presión y bordes superpuestos para mantener las piezas alineadas y rígidas al ensamblarlas. Estos elementos no sólo guían el ensamblaje, sino que también añaden soporte mecánico para resistir cualquier deformación residual. Por el contrario, si faltan elementos de alineación, el ensamblaje se convierte en un rompecabezas en el que la tolerancia de cada pieza en el peor de los casos puede hacer que algo no encaje. Un síntoma clásico en los diseños mal alineados es un agujero de tornillo no está alineado - puede instalar tres tornillos, pero el cuarto tiene una desviación de 0,5 mm y no entra. Esto suele indicar que no se han tenido en cuenta todas las tolerancias. Los ingenieros deben utilizar herramientas de análisis de tolerancia para simular los peores escenarios y abordarlos en el diseño (ya sea mediante el endurecimiento de las tolerancias de las piezas, la adición de características para limitar la varianza, o el ajuste de las dimensiones nominales). Como dicen los ingenieros de StudioRed, por cada ajuste de línea a línea, otro ajuste similar podría “luchar” contra él o desplazar las piezas de su posición cuando las tolerancias se desvíen. Reconocer esos conflictos con antelación permite decidir qué interfaces son de misión crítica y cuáles pueden tener una pequeña holgura o solaparse.
En el contexto de botones del ratón, Un consejo útil para el diseño es incluir funciones ajustables o, al menos, probar varios prototipos para comprobar la sensación del botón. Algunos diseños de ratón añaden pequeños postes o almohadillas bajo el botón que pueden recortarse para ajustar la precarga del interruptor. Si las pruebas iniciales del molde muestran que el botón no hace clic en el interruptor de forma consistente (tal vez debido a un ligero hueco), estas características pueden ajustarse sin necesidad de rediseñar el ratón por completo. Sin embargo, se trata de curitas: el objetivo es un diseño sólido desde el principio. La colaboración entre los diseñadores de productos y los fabricantes de herramientas puede garantizar que la alineación y el ajuste son prioritarios. Muchos problemas de alineación pueden resolverse sobre el papel simplemente decidiendo la estrategia de montaje con antelación y definiendo una estructura de puntos de referencia (qué se sitúa con respecto a qué). Como subraya una guía, el equipo de diseño y el fabricante deben establecer y acordar desde el principio los puntos críticos de ajuste, no se dejan al azar o se descubren en la primera fabricación. La recompensa de esta diligencia es enorme: se evita la situación de tener 10.000 tapas de ratones que no encajan bien en su parte inferior, una solución que requeriría una costosa reparación secundaria o el desguace completo de las piezas. (Imagen: Primer plano de un ratón de ordenador desmontado: la carcasa superior con las placas de los botones y la inferior con la placa de circuito impreso, mostrando los postes de alineación y las posiciones de los interruptores. Las flechas indican dónde podría producirse una desalineación entre el botón y el interruptor, lo que ilustra la necesidad de un ajuste preciso).
4. Inexactitudes en el utillaje y errores en la fabricación de moldes
Incluso un diseño de pieza perfecto puede fallar si el el propio utillaje del molde es defectuoso. En nuestro contexto, las “imprecisiones del utillaje” se refieren a problemas en la construcción o el mantenimiento del molde de inyección, como las tolerancias de mecanizado, la alineación de las mitades del molde y la elección del acero del molde. La precisión importa: Los moldes de inyección se suelen mecanizar mediante CNC con tolerancias estándar de unos ±0,005 pulgadas (±0,127 mm), y las características críticas pueden recortarse a ±0,002″ o menos. Si un fabricante de moldes hace recortes (en sentido literal y figurado), el molde resultante puede producir piezas fuera de especificación desde el primer día. Por ejemplo, si las cavidades para los botones del ratón están desalineadas 0,1 mm, todas las piezas que salgan tendrán esa desalineación incorporada, lo que puede provocar que los botones se peguen o que haya espacios desiguales.
Una causa frecuente de fallos relacionados con el utillaje es subestimar la calidad del molde necesaria. Elegir una herramienta de bajo coste o de metal blando para ahorrar dinero puede acabar siendo un falso ahorro. Los aceros blandos (como el P20 preendurecido) o los moldes de aluminio se desgastan más rápido y no pueden mantener tolerancias estrictas en tiradas largas. A medida que el molde se desgasta, es posible que las dos mitades no se alineen a la perfección (los pasadores guía se aflojan), lo que produce rebabas (las finas aletas de plástico no deseadas en la línea de separación) o desviaciones dimensionales. Una cavidad desgastada puede producir piezas ligeramente más grandes o más pequeñas de lo previsto, arruinando el ajuste del ensamblaje. Una vez que un molde está desgastado o dañado, ningún ajuste del proceso puede compensarlo totalmente; la herramienta debe repararse o sustituirse. Por ejemplo, si los bordes de las cavidades de los botones del ratón se desgastan, empezará a ver destellos alrededor de los botones que habrá que recortar, lo que añade mano de obra y costes. Si se oxida un conducto de refrigeración o se atasca un conducto de ventilación (debido a un mantenimiento deficiente o a un acero de calidad inferior), el molde puede empezar a producir piezas chamuscadas o cortocircuitadas. Evidentemente, el utillaje de calidad merece la pena - un molde de acero templado (como el H13) puede costar más por adelantado, pero producirá millones de piezas con una calidad constante. Por el contrario, una herramienta barata podría fallar tras unos cientos de miles de disparos o menos, provocando tiempos de inactividad imprevistos.
Otro aspecto es la precisión en la fabricación de moldes - Incluso con un buen acero, pueden producirse errores en el mecanizado. La ubicación incorrecta de los expulsores, pequeños errores en la profundidad de la cavidad o un mal acabado de la superficie pueden introducir defectos. Un ejemplo común: si las mitades del molde no están perfectamente enrasadas, se produce un escalón en la línea de separación (un desajuste), que en un ratón puede ser un borde afilado o una característica desalineada (imagine que el lado izquierdo de la carcasa del ratón es 0,2 mm más alto que el derecho en la costura: eso es un desajuste del molde). Los fabricantes de moldes de gama alta utilizan componentes rectificados con precisión y prueban los moldes rigurosamente (como la detección en el molde) para eliminar estos problemas. También es fundamental incorporar bloqueos de alineación en el diseño del molde: características robustas que garantizan que el núcleo y la cavidad se alineen exactamente de la misma forma en cada disparo. Si las características de alineación son insuficientes o se desgastan, se produce un desplazamiento de la cavidad y las piezas pueden salir asimétricas o con un grosor de pared variable.
Imprecisiones de utillaje también cubren errores de cálculo de la contracción. El molde suele cortarse sobredimensionado para tener en cuenta la contracción del plástico al enfriarse. Si se utiliza un índice de contracción incorrecto (por ejemplo, si el diseñador supuso que el ABS se contraería 0,5%, pero en realidad el grado se contrae 0,7%), las piezas saldrán fuera de tamaño. Las dimensiones críticas (como el espaciado de los botones o los salientes de montaje de las placas de circuito impreso) podrían no coincidir con las impresas, provocando fallos en el montaje. Por tanto, es vital que los ingenieros de moldes utilicen el factor de contracción correcto para la resina y la geometría de la pieza exactas. A veces, un cambio de resina en una fase avanzada del proyecto (debido a cambios en el suministro o en las especificaciones) puede dar lugar a un desajuste: si cambia de material, es posible que tenga que volver a cortar los núcleos del molde para ajustar la nueva contracción. Si se omite este paso, es casi seguro que el resultado sea un fallo inducido por la herramienta, donde las piezas simplemente no encajan porque la herramienta no estaba adaptada al nuevo material.
Por fin, mantenimiento del utillaje forma parte de la ecuación. Un molde bien hecho puede “estropearse” si no se cuida. El mantenimiento regular (limpieza, lubricación, repulido periódico, comprobación de dimensiones críticas) es necesario para mantener la precisión. Descuidarlo puede provocar fallos evitables, por ejemplo, rejillas de ventilación obstruidas en el molde provocan trampas de aire, que sobrecalientan y queman el plástico (dieseling), erosionando el acero alrededor de esa zona. Si la erosión se vuelve severa, usted esencialmente tiene un nuevo forma del defecto grabada en la cavidad - cada pieza tendrá entonces una mancha o incluso un agujero. Del mismo modo, pasadores eyectores desgastados o doblados pueden romper piezas o dejar marcas de hundimiento, y superficies de separación deterioradas garantizará el destello. En un estudio de caso se observó que cuando una empresa ignoraba el mantenimiento de los conductos de ventilación, se producía un 44% tasa de rechazo debido a marcas de quemaduras hasta que arreglaron la ventilación. En el caso de un producto para ratones, un elevado número de rechazos podría suponer perder una ventana de lanzamiento o costes imprevistos para rehacer un lote grande. Lo importante aquí es que un molde no es sólo una pieza estática de metal: es un instrumento de precisión que debe construirse y conservarse con cuidado. Invertir en una buena herramienta y mantenerla puede no parecer emocionante, pero es lo que separa una producción sin problemas de una cascada de problemas de calidad. (Imagen: Molde de inyección de acero para la cubierta superior de un ratón, con una mitad que muestra cavidades pulidas y canales de refrigeración perforados con precisión. Algunas secciones están resaltadas para mostrar elementos de alineación como pasadores guía y cierres. La imagen subraya la complejidad y precisión necesarias en el utillaje de moldes).
5. Errores de prototipado - Cuando el prototipo induce a error a la producción
Antes de comprometerse con un molde de producción, las empresas suelen construir prototipos -de la pieza o incluso del molde (por ejemplo, moldes de prototipos blandos)- para probar el diseño. La creación de prototipos es esencial, pero también puede dar una falsa sensación de seguridad si no se hace de forma realista. Una de las principales razones por las que ~80% de los diseños fracasan en la producción real es la desfase entre las condiciones de creación de prototipos y las de fabricación. Los equipos pueden celebrar un prototipo que “funciona” sin darse cuenta de que no han reproducido realmente las tensiones de la producción en serie. Considere esta situación (extraída de un caso real de una startup): un equipo pasó meses perfeccionando un Prototipo impreso en 3D o mecanizado por CNC de un nuevo dispositivo, quizá incluso un ratón ergonómico. El prototipo, probado por un puñado de personas en una oficina, funciona a la perfección y gana premios de diseño. Pero cuando pasan al moldeo por inyección para la producción en serie, la tasa de fallos se dispara a 40%. ¿Qué ha ocurrido? El prototipo no reveló problemas que sólo aparecen a escala: ligeras diferencias en las propiedades de los materiales, variaciones entre lotes, montaje a velocidades de línea y factores ambientales como oscilaciones de temperatura y humedad. En la burbuja controlada del prototipo, ninguno de ellos estaba presente. En el caótico mundo real de una fábrica y un envío global, todos afloraron a la vez.
Un común error de prototipado es utilizar métodos de fabricación que no se corresponden con el proceso final. Por ejemplo, una carcasa de ratón fresada de plástico sólido o creada en una impresora 3D de resina puede ser dimensionalmente perfecta y muy rígida. Pero una pieza moldeada por inyección tendrá propiedades sutilmente distintas: posiblemente más tensión interna, un ligero alabeo y una textura o acabado de superficie diferentes. Si el diseño no se ha ajustado para tener en cuenta estos factores, es posible que la versión moldeada por inyección no funcione como el prototipo fresado. En un caso dramático, Boeing se han encontrado con que sus componentes prototipo fabricados con mecanizado de precisión encajan individualmente, pero cuando son producidos con las tolerancias normales de fabricación por los proveedores, esas piezas no se ensambló correctamente a escala. Traduciéndolo al moldeo por inyección: su prototipo podría haber tenido generosas holguras de montaje o haber sido ajustado manualmente, mientras que sus piezas moldeadas podrían tener interferencias más ajustadas porque el plástico tiene variación. Los prototipos artesanales enmascaran la variabilidad - un ingeniero puede lijar o retocar un prototipo para que encaje, algo imposible de hacer para miles de unidades de producción.
Otro escollo en la creación de prototipos es no iterar lo suficiente o saltarse pruebas realistas. A veces, los equipos se enamoran de su primer prototipo y se apresuran a fabricarlo, para descubrir más tarde que el diseño no era robusto. Es aconsejable crear prototipos por etapas: desde modelos rápidos y baratos para obtener la forma y el ajuste básicos hasta, quizá, un prototipo de bajo volumen. herramienta prototipo (quizá un molde de aluminio) para verificar la dinámica de moldeo e incorporar mejoras de diseño cada vez. Cada prototipo debe probarse en las condiciones más próximas al uso real. En el caso de un ratón, eso puede significar someter las piezas a ciclos de temperatura (¿siguen encajando las mitades después de estar en el maletero de un coche caliente o en un almacén frío?), hacer pruebas de caída y hacer que varias personas monten las unidades para ver si hay alguna alineación complicada. Si sólo ensambla un prototipo en un banco de trabajo, es posible que en una línea de producción el ligero ángulo de un operario al encajar las piezas haga que se rompa un pestillo, por no haber añadido un chaflán de entrada, por ejemplo.
Crucial, en la creación de prototipos deben participar expertos en fabricación. Una causa clásica de fracaso es la desconexión entre diseñadores y fabricantes. Si los diseñadores desarrollan un prototipo de forma aislada (quizá con impresión 3D) y luego lo “lanzan por la borda” al equipo de utillaje, el resultado suele ser un duro despertar. Características que eran fáciles de crear en un prototipo pueden ser pesadillas de moldeado (rebajes que requieren acciones laterales, secciones delgadas y profundas que provocan cortocircuitos, etc.). Sin una revisión DFM colaborativa, estos problemas se escapan. Como señala la empresa First Mold en un documento técnico, su investigación interna reveló problemas persistentes cuando los diseñadores no conocían las limitaciones de las herramientas y trabajaban al margen de los fabricantes de moldes. En solución es integrar las comprobaciones DFM en una fase temprana - esencialmente prototipo para la fabricación, no sólo por la forma. Esto incluye hacer cosas como simulaciones de flujo de moldes en el modelo CAD antes de cortar el acero. Si un Análisis Moldflow en el diseño del prototipo predice una gran trampa de aire o línea de soldadura en una característica crítica del botón, eso es una bandera roja para arreglar el diseño antes de se convierte en un costoso problema de moho.
Otro aspecto es iterar con rapidez frente a iterar con inteligencia. Si no se realizan las pruebas en condiciones similares a las de producción, es posible fabricar varios prototipos sin descubrir el problema principal. El caso de PrintForm que hemos citado antes lo demuestra: tenían un gran prototipo, pero no lo habían probado con variaciones en los materiales, diferentes condiciones de montaje, etc. Su recomendación (de la que nos hacemos eco) es validar en condiciones de producción lo antes posible, lo que puede reducir el plazo de comercialización entre un 30 y un 40%. En la práctica, esto puede significar realizar una prueba piloto con una herramienta blanda para evaluar el rendimiento y los problemas, o pasar el montaje por una línea de fabricación simulada. Si algo falla en estos casos, se puede volver atrás y ajustar el diseño o el proceso mientras sigue siendo relativamente barato. Si te saltas este paso, te llevarás una desagradable sorpresa. durante la primera producción en serie. En resumen, los errores de prototipado suelen deberse a que no se hacen los prototipos adecuados (proceso, tolerancias, entorno) o a que se interpreta erróneamente un prototipo satisfactorio como prueba de que el diseño está listo para la producción. El remedio es un enfoque disciplinado: tratar los resultados de los prototipos con cautela y diseñar márgenes de seguridad, No dé por sentado que “si uno funciona, un millón funcionarán igual de bien” sin pruebas. (Imagen: El prototipo puede ser un modelo impreso en 3D, con un aspecto perfecto, mientras que el de producción muestra un defecto como un botón deformado, lo que pone de relieve cómo un prototipo impecable puede inducir a error si no se ha realizado en condiciones similares a las de producción).
6. Lagunas en las pruebas: validación inadecuada y ausencia de circuitos de retroalimentación
Por último, pero no por ello menos importante, muchos fallos en el diseño de moldes se deben a que simplemente no probar lo suficiente, o no probar las cosas correctas en el momento adecuado. Ya hemos hablado de la creación de prototipos, pero más allá de eso, está el ámbito de los validación del diseño y del proceso. Incluso después de fabricar el molde, el trabajo no ha terminado: hay que probar rigurosamente que el molde puede producir piezas buenas de forma constante (y que esas piezas cumplen todos los requisitos). Se produce un “desfase” importante cuando los equipos se apresuran a pasar de la T1 (las primeras tomas de prueba) directamente a la producción en serie sin realizar suficientes pruebas, o cuando renuncian a simulaciones y Revisiones de DFM temprano.
Una herramienta fundamental es Simulación CAE - En el caso del moldeo por inyección, esto suele significar un análisis del flujo del molde (para predecir cómo se llena el plástico, dónde pueden formarse líneas de soldadura o trampas de aire, si habrá problemas de hundimiento o alabeo). Omitir este análisis en la fase de diseño es buscarse problemas. Problemas como las tomas cortas, o las líneas de soldadura que terminan en un ajuste a presión (creando un punto débil), o el aire atrapado que causa quemaduras, a menudo se pueden predecir y resolver ajustando el diseño o las ubicaciones de las puertas. Sin embargo, bajo la presión del calendario, algunos equipos escatiman este paso. ¿Cuál es el resultado? No “descubren” estos defectos evitables hasta después de haber fabricado el costoso molde de acero. Como ya se ha dicho, corregir un defecto de diseño en CAD puede costar unas horas, pero hacerlo en acero puede costar semanas y mucho dinero. Así pues, un proceso de diseño sólido incluirá comprobaciones tempranas y exhaustivas de DFM. Muchos socios de moldeo por inyección ofrecen un revisión formal DFM donde sus ingenieros revisan la pieza y señalan los problemas (por ejemplo, “esta pared es demasiado gruesa, ese radio es demasiado afilado, este rebaje necesita un deslizamiento, ¿está seguro de que este material puede soportar la tensión aquí?”). Estas revisiones, combinadas con la simulación, actúan como una “lista de comprobación previa al vuelo”, detectando errores que, de otro modo, surgirían como fallos en las pruebas o la producción.
Suponiendo que el diseño supera estos obstáculos y se corta el molde, la siguiente brecha potencial es validación del proceso. No basta con que el molde pueda fabricar una pieza buena; hay que asegurarse de que pueda fabricar miles o millones de forma fiable. La validación de procesos es un enfoque estructurado (a menudo formal en los sectores de la tecnología médica y la aeronáutica) en el que se verifica el proceso de moldeo en toda su ventana de funcionamiento prevista. Por ejemplo, se realizan pruebas en los extremos superior e inferior de los ajustes de temperatura, presión y tiempo para asegurarse de que las piezas cumplen las especificaciones. Si se salta esto y se limita a tomar las primeras piezas de aspecto decente como prueba de que todo va bien, es posible que más tarde se vea afectado por la variabilidad: quizá la producción de un turno sea ligeramente diferente porque la máquina o las condiciones ambientales difieren. Un caso famoso fue el de Philips Healthcare: recibieron una advertencia de la FDA porque no habían validado correctamente el proceso de moldeo por inyección de un componente, lo que provocó lo siguiente 64 quejas sobre el terreno por fallos. En un producto de consumo como un ratón, no hay tanto en juego como en los productos sanitarios, pero un control deficiente del proceso puede traducirse en un alto índice de desechos o en devoluciones de clientes por problemas intermitentes (como un botón que falla al cabo de un mes de uso debido a tensiones internas, que se podrían haber evitado con un mejor moldeo).
Lagunas en las pruebas también incluyen la falta de ensayos reales. Una cosa es probar las piezas en un laboratorio y otra es probarlas en su entorno de uso real. Si un ratón para juegos está pensado para soportar millones de clics, ¿ha probado el ciclo de vida de los botones para ver si su diseño resiste (y si el material plástico que eligió no se arruga ni se agrieta)? Si el producto se va a utilizar en todo el mundo, ¿ha realizado pruebas de envejecimiento térmico/humedad para ver si las piezas se deforman o se vuelven quebradizas en climas extremos? A veces, los diseñadores se basan en las especificaciones de los materiales o suponen que las pruebas se realizarán más adelante, y esas pruebas posteriores (por ejemplo, pruebas beta, pruebas de certificación) descubren problemas que obligan a cambiar el diseño o a modificar el molde en una fase tardía. Por ejemplo, las pruebas reglamentarias pueden demostrar que el producto no supera una prueba de caída porque un pestillo interno de plástico se rompe. modificar el molde después de su construcción. Todo esto podría evitarse pruebas holísticas y circuitos de retroalimentación durante el desarrollo.
En resumen, no tener noticias no es necesariamente una buena noticia cuando se trata de verificar el diseño. Si no has probado algo intencionadamente, asume que es un riesgo. Los mejores fabricantes aplican múltiples circuitos de retroalimentaciónEn el caso de los procesos de fabricación, se puede recurrir a: revisiones de diseño, simulación, pruebas de prototipos/pilotos, inspecciones de primeros artículos, validaciones de procesos (IQ/OQ/PQ para los que trabajan en sectores regulados) y supervisión continua. Cada bucle es una oportunidad para detectar un descuido. Cuantas más lagunas haya en esta cadena, mayor será la probabilidad de que el diseño de un molde “falle” produciendo piezas defectuosas o requiriendo correcciones tardías. Por el contrario, si se realizan pruebas y validaciones rigurosas en cada fase, aumentan drásticamente las probabilidades de que el ratón pase del molde al mercado sin sorpresas desagradables. Como testimonio de este enfoque, los equipos experimentados tratan el moldeo por inyección como una asociación entre el diseño y la producción, no como una transacción de usar y tirar. Colaboran estrechamente con los ingenieros de utillaje, realizan revisiones conjuntas y planifican el mantenimiento y las comprobaciones de calidad, con lo que colmar las lagunas donde se cuelan los fracasos.
Lista de comprobación de diseño para la fabricación (DFM) para proyectos de moldes de ratón
| Aspecto del diseño | Directriz DFM |
|---|---|
| Espesor de pared | Mantener la uniformidad (±10%) para evitar marcas de hundimiento y grietas por tensión. |
| Ángulo de calado | ≥1° para moldes pulidos, ≥2-3° para superficies texturadas. |
| Costillas y Jefes | Utilice radios y filetes; evite las esquinas afiladas |
| Montaje | Definir la estructura de los puntos de referencia, tener en cuenta las tolerancias y las diferencias de montaje. |
| Contracción del material | Utilizar índices de contracción validados; ajustar las cavidades del molde en consecuencia. |
| Línea de separación y eyección | Evite las marcas de expulsión en las zonas cosméticas; planifique líneas de separación limpias |
| Ubicación de la puerta | Evitar las líneas de soldadura en zonas de tensión o visuales. |
| Simulación y pruebas | Utilice Moldflow, pruebe muestras piloto y valídelas en condiciones reales |
Conclusiones: Diseñar para el éxito: colaboración, DFM y mejora continua
Un tema recurrente es la importancia de colaboración temprana y aportaciones de expertos. Contrate a su ingeniero de moldes o socio de fabricación en la fase de diseño para realizar una revisión DFM; esto puede detectar problemas como ubicaciones de compuertas, grosores de pared extremos o incompatibilidades de materiales antes de que le supongan un coste. Del mismo modo, trate a su fabricante de moldes como un socio Los mejores resultados se obtienen cuando el fabricante de herramientas comprende la función del producto y el diseñador las limitaciones del utillaje. Muchas empresas líderes realizan ahora revisiones conjuntas del diseño, en las que todos, desde los diseñadores industriales a los ingenieros de calidad y los fabricantes de herramientas, examinan el diseño en busca de posibles modos de fallo. Este enfoque holístico garantiza que, en el momento de cortar el molde, el diseño sea sólido. Como dice un informe de EVOK, el moldeo por inyección no debe enfocarse como una simple compra de productos básicos, sino como una asociación de diseño y fabricación. Ese cambio de mentalidad por sí solo ayuda a evitar las trampas clásicas.
En la práctica, para evitar fallos en el diseño de moldes hay que adoptar DFM y mejora continua. Utilice simulación para predecir y eliminar problemas como alabeos, líneas de soldadura y desequilibrios de refrigeración. Insista en análisis de materiales para comprobar que el plástico elegido funcionará en todas las condiciones previstas (y disponer de materiales de reserva cualificados en caso de que alguno no funcione). Siga las normas establecidas normas de diseño (paredes uniformes, ángulo de desmoldeo adecuado, esquinas redondeadas, etc.), pero sepa también cuándo incumplirlas con intención, y sólo con la ayuda de su moldeador. Por ejemplo, si por razones estéticas se desea una superficie de tiro cero, reconozca que es un riesgo y redúzcalo (quizá utilizando un acabado de molde texturizado que oculte ligeras marcas de expulsión o haciendo muchas pruebas). Ponga en práctica análisis de tolerancia en los ensamblajes para que sepa dónde necesita precisión y dónde puede dejar un hueco o solapamiento por cordura. Y recuerde que las pruebas son tus amigasCada prototipo o prueba piloto debe considerarse no sólo un hito que hay que superar, sino una oportunidad para aprender y perfeccionar el diseño o el proceso. Cada problema descubierto en las pruebas es mucho más barato que uno encontrado sobre el terreno o en un almacén lleno de productos invendibles.
En conclusión, aunque se dice que “80% de los diseños fracasan” inicialmente, esta estadística puede invertirse. Con conocimientos y preparación, se puede estar entre los 20% que aciertan, o al menos detectan los errores a tiempo para corregir el rumbo con rapidez. En caja de herramientas moderna de diseño de moldes (simulaciones digitales, materiales avanzados, mecanizado de precisión y un siglo de conocimientos colectivos sobre plásticos) proporciona todo lo necesario para tener éxito. Aplicando las lecciones de los fracasos del pasado -ya sea algo tan sencillo como añadir un grado de calado o tan estratégico como alinear los objetivos de su equipo y de sus proveedores-... Los fabricantes de equipos originales y las partes interesadas en el B2B pueden ahorrar mucho tiempo y dinero., ... garantizando que su próximo ratón o dispositivo se produzca sin problemas. Al fin y al cabo, un diseño de molde “fallido” sólo es un verdadero fracaso si no se aprende nada de él. En el espíritu de la mejora continua, cada prueba, incluso los fracasos, mejoran el siguiente diseño. Incorpore lo aprendido a su proceso de diseño y descubrirá que puede reducir drásticamente la cifra 80% y lanzar sus productos con confianza.

¿Preparado para evitar errores en el diseño de moldes?
En Darshion, somos especialistas en Ratón OEM/ODM con una amplia experiencia interna en diseño de moldes, utillaje y producción en serie. Nuestro equipo ha ayudado a cientos de marcas internacionales a evitar los fallos de molde más comunes, porque los hemos visto todos.
Tanto si está creando un prototipo de su primer ratón ergonómico como si está optimizando un diseño ya existente para su producción en serie, estamos aquí para ayudarle desde el concepto hasta el producto acabado.
Si desea reducir el riesgo, mejorar el rendimiento y trabajar con un fabricación de ratones socio-póngase en contacto con nosotros.
