
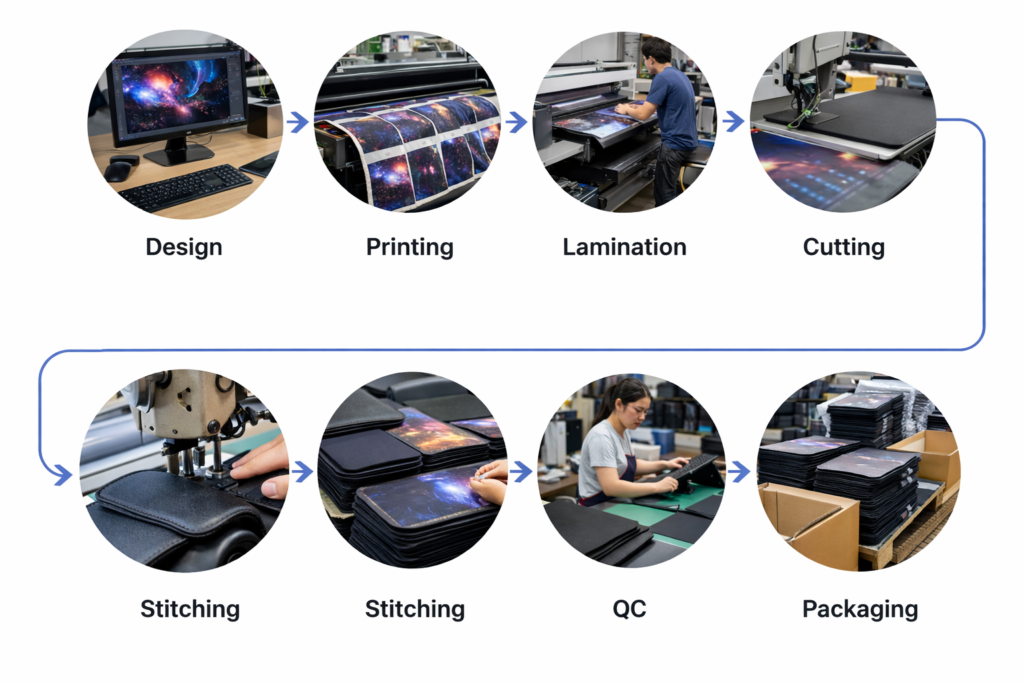
La demande mondiale de tapis de souris pour le jeu augmentant, les entreprises recherchent souvent un fournisseur fiable. fabricant de tapis de souris pour produire des commandes importantes. Si vous êtes à la recherche d'un tapis de souris en vrac ou la planification d'une tapis de souris personnalisé Il est donc utile de comprendre comment ces produits sont fabriqués au niveau de l'usine. Les sections suivantes décrivent chaque étape de la production - sélection des matériaux, mélange du caoutchouc, traitement de la mousse, impression, découpe, contrôle de la qualité, emballage et expédition - en offrant une perspective détaillée du processus de fabrication des tapis de souris dans l'usine.
Résumé
- Production intégrée : Les usines modernes gèrent souvent tout en interne, du mélange de la mousse de caoutchouc à l'emballage final, ce qui garantit un contrôle de la qualité à chaque étape. Travailler avec un fabricant qui contrôle l'ensemble du processus permet de maintenir la cohérence pour les commandes en gros.
- Matériaux de qualité : Le processus commence par la sélection de matières premières de haute qualité. Le caoutchouc naturel ou synthétique est choisi pour la base (chacun ayant ses propres avantages en termes d'élasticité et de durabilité), et un tissu spécialisé (généralement en polyester) pour la surface qui accepte les impressions vibrantes.
- Processus de précision : Le caoutchouc brut est mélangé avec des additifs puis vulcanisé Les tissus sont transformés en feuilles de mousse, souvent laminées simultanément à la chaleur avec la couche de tissu pour éviter l'utilisation de colles. Après durcissement, les grandes feuilles sont imprimées avec des motifs personnalisés (par sublimation ou sérigraphie) et découpées à la taille voulue à l'aide de matrices de précision ou de lasers. Des coutures sur les bords peuvent être ajoutées en option pour une plus grande durabilité.
- Un contrôle de qualité rigoureux : Chaque tampon est soumis à des inspections portant sur la taille, la planéité, la clarté de l'impression et l'adhérence. Les fabricants effectuent également des tests d'usure, de flexibilité et de résistance à l'environnement pour s'assurer que les tampons répondent aux normes de performance des clients de B2B.
- Emballage et expédition en vrac : Les tapis de souris finis sont emballés dans des sacs de protection ou des boîtes personnalisées, puis dans des cartons en vrac prêts à être expédiés. Les usines conçoivent des emballages qui protègent les tapis pendant le transport. Une planification logistique et une communication efficaces garantissent que même les commandes en gros sont expédiées dans les délais, ceux-ci étant optimisés par le chevauchement des étapes de production lorsque cela est possible.
Maintenant, plongeons dans chaque étape du processus de fabrication pour voir ce qui se passe réellement dans une usine de tapis de souris.
Sélection des matériaux
La sélection des bons matériaux est la base d'un tapis de souris de qualité. Les usines se procurent généralement deux composants principaux : le caoutchouc pour la base et le tissu pour la surface supérieure. Base en caoutchouc : Les fabricants peuvent utiliser du caoutchouc naturel dérivé d'arbres ou des composés de caoutchouc synthétique (tels que le néoprène ou le SBR). Caoutchouc naturel offre une excellente élasticité et une bonne adhérence, tandis que le caoutchouc synthétique offre une meilleure résistance au vieillissement et est souvent moins coûteux. Dans les deux cas, le caoutchouc est généralement formulé sous la forme d'un mélange. mousse éponge douce qui confère au tapis de souris ses propriétés d'amortissement et d'antidérapance. Surface du tissu: Pour le dessus, un tissu polyester à tissage serré est le plus courant. Le polyester est idéal parce qu'il peut être sublimé avec des graphiques haute résolution et qu'il adhère bien au caoutchouc pendant le durcissement. Le tissage (texture) du tissu est choisi en fonction de la glisse souhaitée de la souris : un tissage fin pour la vitesse, ou un tissage plus rugueux pour le contrôle. D'autres matériaux comme le lycra ou la microfibre peuvent être utilisés pour les tapis spéciaux, mais l'essentiel est que le tissu soit durable et capable d'accepter de l'encre ou de la teinture sans se décolorer.

Lors de la réception des matériaux, des contrôles de qualité sont effectués. Les lots de caoutchouc sont inspectés pour vérifier leur pureté et leur cohérence (pas d'odeur excessive ni de contaminants), et les rouleaux de tissu sont vérifiés pour s'assurer qu'ils ont une texture uniforme et ne présentent pas de défauts. Des matériaux d'entrée de haute qualité préparent le terrain pour une production sans heurts. Dans certaines usines de pointe, les matériaux sont même formulés sur mesure : il s'agit par exemple de commander un caoutchouc d'une dureté spécifique ou un tissu d'un certain nombre de fils pour répondre aux exigences d'un client. L'accent mis sur qualité des matériaux et la personnalisation dès le départ garantissent que le tapis de souris final répondra aux attentes en matière de performances.
Mélange de caoutchouc
Une fois le caoutchouc brut sélectionné (naturel ou synthétique), l'usine passe au mélange et à la composition pour obtenir une formule utilisable. Mélange de caoutchouc se fait généralement dans un mélangeur industriel (tel qu'un mélangeur Banbury ou un broyeur à deux cylindres) où le caoutchouc brut est combiné à divers additifs. Ces additifs comprennent les produits de comblement (pour renforcer le caoutchouc), plastifiants (pour ajuster la flexibilité), et agents de vulcanisation comme le soufre ou les peroxydes (qui aideront plus tard à faire durcir le caoutchouc sous une forme solide). La recette exacte - souvent appelée formule - est conçu par les chimistes du fabricant pour obtenir la dureté, l'élasticité et la durabilité souhaitées pour la base du tapis de souris. Par exemple, un tapis plus souple peut contenir plus de plastifiants pour la flexibilité, tandis qu'un tapis destiné à un climat chaud peut contenir des stabilisateurs pour éviter qu'il ne devienne collant.
La température et le temps sont essentiels pendant le mélange. Le caoutchouc et les additifs sont mélangés sous une chaleur contrôlée, mais l'usine doit éviter que le mélange ne devienne trop chaud. Une surchauffe à ce stade pourrait déclencher une vulcanisation prématurée du caoutchouc, ce qui ruinerait le lot. Des opérateurs qualifiés ou des systèmes automatisés surveillent de près la température et la vitesse de mélange du mélangeur. Le résultat de cette étape est un composé de caoutchouc uniformément mélangé, généralement sous la forme de feuilles ou de plaques épaisses. Ces plaques sont de couleur noire ou blanc cassé et ont la consistance d'une pâte lorsqu'elles sont chaudes. Une fois que le mélange est homogène et qu'il a passé les contrôles de qualité (par exemple, un échantillon peut être testé pour sa dureté ou son élasticité), il est prêt pour l'étape suivante : le façonnage en feuilles de mousse qui deviendront des tapis de souris.
Traitement de la mousse (formation de la base en caoutchouc)
Après avoir été mélangé, le mélange de caoutchouc doit être transformé en la feuille de mousse caractéristique qui donne son corps au tapis de souris. Dans une usine professionnelle, cette traitement de la mousse L'étape de l'épilation est souvent réalisée à l'aide de chaleur, de pression et parfois d'agents gonflants chimiques afin de créer une texture douce et spongieuse. Il existe deux approches courantes :
- Moulage par compression (Vulcanisation en feuille) : Le caoutchouc mélangé est placé dans de grands moules plats ou sur un convoyeur, souvent avec la couche de tissu supérieure, puis chauffé sous haute pression. Dans une méthode, le mélange est étalé sous forme de feuille et une couche de tissu polyester est posée dessus ; l'ensemble est ensuite cuit dans une presse à chaud. La chaleur provoque la vulcanisation (durcissement) du caoutchouc et son expansion en mousse, tandis que la pression assure une liaison solide avec le tissu. Ce procédé est efficace stratifiés Le tapis de souris est fabriqué en une seule étape, le tissu et le caoutchouc ne formant qu'une seule pièce. De nombreux fabricants évitent de recourir à la colle à ce stade et s'appuient sur le processus de vulcanisation pour fusionner les couches. Le tissu est appliqué alors que le caoutchouc est à moitié fondu ; lorsque le caoutchouc durcit et refroidit, il bloque le tissu en place. Ce procédé permet d'obtenir une liaison très durable sans utiliser d'adhésifs (qui peuvent être toxiques ou sujets à la délamination).
- Lamination en continu : Dans certains cas, les usines disposent de lignes de production en continu. Elles font passer le mélange de caoutchouc par des rouleaux pour former une feuille continue et introduisent simultanément le tissu, en utilisant des rouleaux chauffés ou un four pour durcir le caoutchouc et presser le tissu. Le résultat est un long rouleau de mousse de caoutchouc recouvert de tissu, généralement d'une largeur standard (par exemple 1 à 1,5 mètre). Ce rouleau peut ensuite être découpé en tampons individuels. De nombreux fabricants de taille moyenne s'approvisionnent en rouleaux de tapis de souris laminés préfabriqués et passent directement à l'impression et à la découpe, mais les grands fabricants le font en interne pour un meilleur contrôle de la qualité.
Quelle que soit la méthode utilisée, le résultat du traitement de la mousse est une grande feuille (ou un rouleau) de tapis de souris : une base en caoutchouc spongieux liée de manière permanente à un tissu supérieur. Ces feuilles peuvent être produites dans des couleurs génériques (souvent, le caoutchouc est noir et le tissu est blanc ou noir si l'impression a lieu ultérieurement). Les ouvriers de l'usine découperont les feuilles pour enlever tout excès de flash ou tout bord irrégulier. À ce stade, nous avons quelque chose qui ressemble à un tapis de souris géant non imprimé. L'épaisseur est constante (les épaisseurs courantes sont de 2, 3 ou 4 mm) et la feuille a le toucher souhaité - flexible, avec une bonne adhérence sur le dessous et une surface lisse sur le dessus.
Impression du dessin de surface
Une fois le tapis de souris vierge prêt (caoutchouc collé au tissu), l'usine passe à l'impression de la surface. C'est là qu'est appliqué le logo, le dessin ou tout autre motif décoratif du client. Il existe deux méthodes d'impression principales :

- Impression par sublimation : Ce procédé est très populaire pour les motifs en couleur, en particulier pour les tapis de souris destinés aux joueurs. Le processus consiste à imprimer l'image souhaitée sur un papier de transfert spécial à l'aide d'encres de sublimation, puis à utiliser une grande presse à chaud pour imprégner l'image dans le tissu du tapis de souris. Sous l'effet d'une température élevée, l'encre du papier de transfert se transforme en gaz et pénètre dans le tissu polyester du tapis, le teintant de manière permanente. La sublimation est très prisée car elle permet d'obtenir des images éclatantes, de qualité photographique, qui sont réellement intégrées dans le tissu - on ne sent pas du tout l'encre à la surface. Les couleurs sont durables et ne se fissurent ni ne s'écaillent puisqu'elles font partie des fibres du tissu. Dans l'usine, les ouvriers peuvent imprimer tout un lot de motifs sur du papier de transfert, les poser sur les tampons blancs vierges et les passer simultanément dans une presse à chaud grand format, ou les passer un par un pour les petits tirages. La température (~200°C) et la durée (environ 30-60 secondes) sont soigneusement contrôlées pour garantir une reproduction fidèle des couleurs sans brûler le caoutchouc.
- Sérigraphie : Pour les dessins plus simples (comme le logo d'une entreprise en une seule couleur) ou les très grands tirages, la sérigraphie est une autre technique courante. Dans ce cas, un pochoir à mailles fines est réalisé à partir de l'œuvre d'art. L'écran est placé sur la surface du tapis de souris et l'encre est pressée à travers la maille sur le tissu. Les usines peuvent utiliser des machines de sérigraphie automatiques capables d'imprimer plusieurs tapis en une seule fois (chaque tapis étant placé sous une tête de sérigraphie), ce qui est efficace pour les graphiques en une ou deux couleurs. L'encre utilisée est généralement une encre spéciale pour tissu qui adhère au polyester. Après l'impression, les tampons passent dans un tunnel de séchage ou sont laissés à sécher à l'air pour que l'encre durcisse et devienne permanente. La sérigraphie crée une fine couche d'encre sur le tissu, qui peut être légèrement ressentie si elle est épaisse, mais elle est rentable pour les travaux simples. Un bon séchage est important pour éviter les bavures et pour que l'impression ne s'estompe pas ou ne s'efface pas.
Certaines usines utilisent également l'impression numérique directe ou l'impression UV pour les tapis de souris, où les imprimantes à jet d'encre déposent l'encre directement sur le tapis. Cette technique est moins courante pour les tapis en tissu (plus souvent utilisés pour les tapis à surface dure), mais elle permet de produire des images détaillées sans papier de transfert.
Après l'impression, les feuilles ou les tampons nouvellement décorés sont soumis à un contrôle de la qualité de l'impression. Les techniciens vérifient que les couleurs sont précises et cohérentes et qu'il n'y a pas de défauts d'impression (comme un mauvais alignement, des taches ou un transfert d'encre incomplet). Dans le cas de la sublimation, si un problème d'humidité ou de température survient, il peut entraîner une impression floue ou un léger changement de couleur.
Coupe et finition des bords
Une fois le graphisme du tapis de souris appliqué, l'étape suivante consiste à découper les grandes feuilles en tapis individuels (à moins qu'elles n'aient été imprimées une par une). Les usines disposent d'équipements de découpe spécialisés pour cette tâche. Pour les formes standard (comme les rectangles et les cercles), une méthode courante consiste à utiliser des matrices en acier dans une presse hydraulique (découpe à l'emporte-pièce). La matrice est une lame en forme d'emporte-pièce qui découpe la forme du tapis de souris à partir de la feuille. Cela permet de garantir que chaque tapis a exactement la même taille et des bords lisses et uniformes. Une autre méthode est la découpe contrôlée par ordinateur : par exemple, à l'aide d'une découpeuse laser ou d'une découpeuse à lame CNC, qui est particulièrement utile pour les formes personnalisées ou les petits lots, car elle ne nécessite pas la fabrication d'une matrice physique. La découpe au laser permet de bien sceller les bords, mais elle doit être calibrée pour ne pas brûler le tissu.
La découpe peut sembler simple, mais il existe des nuances intéressantes. L'orientation de la découpe des tampons dans le rouleau ou la feuille peut affecter à la fois l'utilisation du matériau et les performances du tampon. Les fabricants planifient la disposition de la découpe de manière à minimiser le gaspillage, car les espaces inutilisés coûtent de l'argent. Par exemple, le choix d'une disposition horizontale ou verticale sur un rouleau peut entraîner une différence de 10-20% dans le gaspillage de matériau. En outre, le tissu des tapis de souris présente un léger “grain”. Les usines savent que si tous les tapis sont coupés dans le même sens, la sensation de glisse sera homogène. Si un lot a été coupé avec une rotation de 90 degrés par rapport à un autre, l'utilisateur peut ressentir une différence dans la friction du mouvement de la souris. C'est pourquoi une usine expérimentée optimise le schéma de coupe dans un souci d'efficacité et d'homogénéité du produit.
Après la découpe, les bords de chaque tapis de souris sont inspectés. À ce stade, certains tapis de souris haut de gamme reçoivent un traitement de surface. piqûre de bordure (également connu sous le nom de reliure). Il s'agit d'une machine à coudre qui coud un fin fil de nylon autour du périmètre du coussin. La couture des bords renforce le coussin, empêchant la couche de tissu de s'effilocher ou de se décoller au fil du temps. Ce n'est pas le cas de tous les coussins (ce qui augmente le coût), mais c'est le cas de nombreux coussins de jeu. Dans les usines qui proposent des bords cousus, des ouvriers ou des machines à coudre automatiques s'en chargent immédiatement après la coupe. Il s'agit d'un processus délicat qui permet de s'assurer que les coutures sont régulières et qu'elles n'empiètent pas sur la zone imprimée. Certains fabricants impriment d'abord puis cousent, tandis que d'autres cousent un bloc vierge puis impriment par-dessus les points - chaque approche comporte des compromis en matière d'alignement graphique et de planéité.
À la fin de la découpe (et de la couture, le cas échéant), les tapis de souris individuels ont pris leur forme définitive. Ils sont empilés et prêts à subir une inspection rigoureuse avant d'être emballés.
Contrôle de la qualité (CQ) et inspection
Chaque tapis de souris, surtout lorsqu'il s'agit d'une commande en vrac, est soumis à un contrôle de qualité. le contrôle de la qualité Les usines effectuent des contrôles pour s'assurer qu'elles respectent les normes et les spécifications requises. Les usines sont fières de détecter tout défaut avant que les produits ne soient expédiés. Le contrôle qualité des tapis de souris comprend à la fois des inspections visuelles et des tests physiques :
- Inspection visuelle et dimensionnelle : Des inspecteurs formés ou des machines mesurent la longueur, la largeur et l'épaisseur d'échantillons aléatoires pour s'assurer que chaque tampon correspond à la taille prévue dans les limites de la tolérance. Ils vérifient également que la forme est correcte (par exemple, les coins sont correctement arrondis s'il s'agit d'un rectangle, ou le cercle est parfaitement rond). La surface est examinée sous un bon éclairage afin de détecter toute erreur d'impression, décoloration ou tache. Les logos et les dessins doivent être nets et correctement alignés. Si un tampon présente ne serait-ce qu'un léger décentrage d'un graphique qu'un client remarquerait, il peut être rejeté. Les bords sont vérifiés pour s'assurer qu'ils sont lisses - pas d'entailles ou de coupes incomplètes. Pour les bords cousus, le contrôle qualité s'assure qu'il n'y a pas de fils lâches ou de points manquants. À l'aide d'outils tels que des pieds à coulisse et des gabarits de mesure, l'usine s'assure de la cohérence de l'ensemble du lot.

Au-delà de l'aspect et de la taille, les usines effectuent une batterie de tests sur des échantillons de tampons pour en garantir la performance :
- Planéité de la surface et adhérence : L'une des vérifications porte sur la planéité de la surface : le tampon doit reposer à plat sur un bureau sans se courber. Les inspecteurs peuvent placer le coussin sur une table plate pour s'assurer que tous les bords sont en contact avec la surface (pas de gauchissement). Ils décollent aussi doucement le tissu sur les bords pour s'assurer qu'il est bien collé (il ne doit pas y avoir de soulèvement ou de bulles à l'endroit où le tissu se sépare du caoutchouc).
- Dureté et élasticité du caoutchouc : Certaines usines utilisent des outils durométriques pour mesurer la dureté/la souplesse de la mousse. Si la spécification est, par exemple, de 60 Shore A, ils confirment que le lot se situe dans cette fourchette. Ils peuvent également plier et fléchir le coussin - un bon coussin doit se plier sans se fissurer et revenir à plat. Les tests d'élasticité permettent de s'assurer que le coussin n'est ni trop rigide ni trop mou pour le confort de l'utilisateur.
- Tests de durabilité : Pour simuler une utilisation à long terme, les échantillons sont soumis à un test d'abrasion (une machine peut frotter un objet lesté sur la surface à plusieurs reprises pour voir si l'impression s'efface ou si le tissu se déforme). Ils peuvent également effectuer un test de lavage si les coussinets sont annoncés comme étant lavables. Certains laboratoires de l'usine effectuent un vieillissement environnemental : par exemple, chauffer un coussin à une température élevée puis le refroidir pour s'assurer qu'il n'y a pas de délamination, ou vérifier qu'il n'y a pas d'odeur forte émise à des températures chaudes (une exigence courante pour les produits en caoutchouc). Dans la production haut de gamme, des tests de résistance à l'eau (renverser de l'eau sur la surface pour voir si elle s'infiltre ou si le revêtement la repousse) et même de résistance aux produits chimiques (comme la sueur ou les solvants) peuvent être effectués. Ces tests sont souvent effectués sur des échantillons de tampons du lot, et non sur chaque unité, afin de valider le processus.
Ce n'est qu'une fois qu'un lot a passé tous ces points de contrôle que la commande passe à l'étape de l'emballage. Tout tampon défectueux - qu'il s'agisse d'une erreur d'impression, d'une taille incorrecte ou de tout autre défaut - est généralement éliminé. L'usine peut les recycler en enlevant le tissu pour récupérer le caoutchouc, ou ils sont mis au rebut. Dans le cas d'une commande en gros, le fabricant prépare un rapport de qualité qui comprend les résultats des principales inspections. Ce niveau de contrôle qualité garantit que les clients B2B reçoivent des tapis de souris uniformes et conformes aux spécifications promises en termes de taille, d'aspect et de toucher.
Emballage
Après inspection, les tapis de souris impeccables sont prêts à être emballés. Dans une usine de tapis de souris, un bon emballage a deux objectifs : protéger le produit et s'aligner sur les exigences en matière de marque et de marketing.

Dans la zone d'emballage, les travailleurs (qui portent souvent des gants pour éviter de salir les tapis frais) s'assurent d'abord que chaque tapis est propre, en essuyant parfois la poussière. La pratique courante consiste à emballer chaque tapis de souris dans une boîte en carton. pochette plastique individuelle. Ces informations claires Sacs OPP Les sachets peuvent également être utilisés pour protéger les tampons de l'humidité et de la saleté pendant le transport. Pour les commandes destinées à la vente au détail, l'usine peut insérer dans ces sacs des dos en papier ou des cartes d'en-tête portant une marque, des informations sur le produit ou des codes-barres. Certains clients optent pour une boîte imprimée personnalisée pour chaque bloc-notes au lieu d'un sac en polyéthylène ; dans ce cas, le bloc-notes plat est inséré dans une boîte en carton bien ajustée avec des graphismes attrayants. (La création d'un tel emballage personnalisé nécessite généralement des quantités de commande plus importantes en raison des QMG d'impression).
Les tampons sont comptés et regroupés selon les besoins (par exemple, 50 tampons par carton intérieur, ou selon la demande du client). L'équipe les place dans des cartons d'expédition, qui sont de solides boîtes en carton ondulé. À l'intérieur des cartons, des précautions supplémentaires telles que des sachets de gel de silice (pour contrôler l'humidité) ou des couches de papier bulle peuvent être ajoutées, en particulier si les tapis sont équipés d'électronique (comme un tapis de souris à éclairage RVB, qui comprend un module USB) ou s'ils sont expédiés sur de longues distances par voie maritime. Les usines conçoivent l'emballage de manière à ce que les tapis s'adaptent parfaitement sans s'entrechoquer. Un emballage bien conçu permet d'éviter les plis et les bosses, ce qui est important car un pli sur un tapis de souris peut en compromettre la planéité.
Sur l'extérieur des cartons sont apposées des étiquettes indiquant le produit, la quantité, le poids et les instructions de manipulation (par exemple, “Ne pas empiler à plus de X mètres de hauteur”, “Conserver au sec”). L'emballage n'est pas seulement fonctionnel ; les fabricants savent qu'un emballage attrayant et informatif apporte une valeur ajoutée aux clients. C'est pourquoi ils collaborent souvent avec le client sur la maquette et les spécifications de l'emballage avant la production. En fin de compte, l'emballage est esthétique et protège les tapis de souris pendant le transport, ce qui permet de trouver un équilibre entre la forme et la fonction.
Transport maritime et logistique
La dernière étape à l'intérieur de l'usine consiste à coordonner les expédition et logistique pour livrer les tapis de souris au client, qui peut se trouver à l'autre bout du monde. Une fois les cartons scellés et palettisés (empilés sur des palettes et emballés, s'il s'agit d'un envoi important), l'équipe logistique de l'usine prend le relais. Elle planifie les enlèvements avec les transporteurs de fret ou organise le chargement des conteneurs pour le transport maritime, en fonction de la méthode d'expédition convenue (fret aérien pour une livraison rapide, fret maritime pour une livraison économique sur de gros volumes, ou même courrier express pour de plus petits lots).
Avant que les marchandises ne quittent l'usine, celle-ci vérifie tous les comptes par rapport au bon de commande. La documentation est préparée, y compris les listes de colisage, les factures commerciales et tous les certificats nécessaires (par exemple, les données sur la sécurité des matériaux, si elles sont requises, ou les documents douaniers). Les fabricants dignes de confiance mettent en œuvre plusieurs mesures de protection pendant le transport - utiliser des revêtements anti-humidité dans les conteneurs en cas d'expédition par voie maritime (pour éviter les dommages dus à l'humidité), veiller à ce que les palettes soient correctement fixées, et parfois même placer des enregistreurs de données pour surveiller les conditions de la cargaison.
Il convient de noter que la production de tapis de souris est généralement rapide - une usine bien équipée peut facilement produire plusieurs milliers de tapis en une semaine. Toutefois, le délai de livraison total dépend de facteurs qui ne se limitent pas à la vitesse de l'usine. Les processus initiaux tels que l'approbation de l'échantillon, la confirmation de la maquette et l'approvisionnement en matières premières peuvent ajouter des jours ou des semaines avant le début de la production en série. Par exemple, l'approvisionnement en boîtes imprimées sur mesure peut entraîner un délai d'exécution, ou l'attente de l'approbation d'un échantillon de préproduction par un client peut interrompre le calendrier. Une usine expérimentée communiquera clairement sur ces étapes afin de gérer les attentes. Elle réalise souvent différentes étapes en parallèle (par exemple, alors que le premier lot de tampons est en cours d'impression, les lots précédents peuvent déjà être en cours de découpe ou de contrôle qualité) afin de réduire le délai global.
Pour vous donner une idée plus précise, voici un calendrier type, de la commande à l'expédition, pour la production d'un tapis de souris en vrac, en supposant que tous les matériaux et toutes les approbations soient prêts :
| Phase de production | Durée approximative (pour une commande importante) |
|---|---|
| Approvisionnement et préparation des matériaux | 3-5 jours (si pas déjà en stock) |
| Revêtement en caoutchouc (mousse+tissu) | ~2 jours (en interne ou externalisé) |
| Impression (et temps de séchage) | 3-4 jours (pour la sublimation en quadrichromie) |
| Découpe (et piqûre des bords) | 1-2 jours (peut se chevaucher avec l'impression) |
| Contrôle de la qualité | 1 jour (contrôle approfondi des lots) |
| Emballage et expédition | 1 jour (mise en boîte et enlèvement) |
| Délai total type : | ~7-14 jours de production + expédition |
Ce délai peut se chevaucher et varie selon l'usine ; une commande urgente peut parfois être traitée encore plus rapidement en accélérant chaque étape, tandis qu'une commande complexe (très grande quantité ou plusieurs modèles) peut prendre plus de temps. L'expédition elle-même ajoute le temps de transit (par exemple, le fret maritime peut prendre de 3 à 6 semaines, le fret aérien de 3 à 7 jours). L'essentiel est que les usines efficaces optimisent le flux de travail de manière à ce que le client reçoive sa commande en gros dans les délais sans compromettre la qualité.
En résumé, à l'intérieur d'un usine de tapis de souris Chaque étape est exécutée avec précision : de la formulation du composé de caoutchouc et de sa fusion avec le tissu, à l'application d'impressions haute définition, à la découpe au millimètre près et à la vérification de chaque tampon à la main et à la machine. En comprenant ce processus, les clients B2B peuvent mieux apprécier la valeur qu'apporte un fabricant compétent, en s'assurant que leur tapis de souris personnalisé sont produits de manière cohérente, rentable et de haute qualité du début à la fin. Grâce à son expérience, à son expertise et à des normes de qualité rigoureuses à chaque étape, une usine de premier plan transforme le caoutchouc brut et les rouleaux de tissu en milliers de tapis de souris impeccables, prêts à être expédiés dans le monde entier.
