
Lancement de nouveaux produits dans la Fabrication de matières plastiques Le monde est souvent déréglé par une réalité qui donne à réfléchir : la grande majorité des personnes qui vivent dans les pays en voie de développement ne sont pas en mesure d'accéder à l'éducation et à la formation. Les conceptions de moules d'injection échouent aux premiers essais. En fait, les analyses de l'industrie révèlent que la plupart des défauts dans le moulage par injection ne proviennent pas du tout de la chaîne de production, mais ont leur origine dans les premières étapes de la conception du produit. En d'autres termes, jusqu'à ~80% des problèmes de moisissures sont “prévus”.” avant qu'une seule pièce ne soit moulée. Pour un objet aussi banal qu'une souris d'ordinateur, qui se compose généralement de plusieurs pièces en plastique de précision (boîtiers supérieur et inférieur, mécanismes de boutons, etc.), ces erreurs de conception précoces peuvent être désastreuses.

Défaillances courantes dans la conception des moules d'injection et leurs conséquences
| Type de défaillance | Conséquences typiques | Mesures préventives |
|---|---|---|
| Mauvaise sélection des matériaux | Fissures, gauchissement ou fissuration sous contrainte | Adapter la résine aux spécifications, tester le retrait, utiliser des PC-ABS ou des plastiques renforcés |
| Angle de tirant d'air insuffisant | Pièces collées dans le moule, surfaces éraflées | Appliquer un tirant d'air de 1° à 3°, simuler l'éjection pendant la modélisation CAO |
| Désalignement du bouton | Clics de bouton incohérents ou ratés | Analyse des tolérances, y compris les goupilles d'alignement |
| Imprécisions dans l'outillage | Flash, inadéquation des pièces, durée de vie réduite de l'outil | Utiliser de l'acier trempé (par exemple H13), calibrage de précision |
| Lacunes en matière de prototypage | Inconfort pour l'utilisateur, problèmes de performance non détectés à temps | Construire et tester des prototypes entièrement fonctionnels |
| Lacunes dans les tests | Échec des contrôles de qualité, corrections coûteuses après le lancement | Inclure les essais pilotes, les essais de cycle de vie, la validation DFM |
L'échec de la conception d'un moule a des conséquences rapides et graves. Le projet est confronté à Échecs des essais T1, L'entreprise a dû faire face à de nombreux problèmes : modifications répétées des moules, retards dans les lancements et coûts imprévus. A Étude de cas General Motors est révélateur : en ignorant un avertissement de déformation de l'écoulement du moule lors de la conception, l'équipe a dû dépenser plus d'un million d'euros en frais d'études. $100 000 et 43 jours supplémentaires pour résoudre les problèmes d'épaisseur des parois après que le moule en acier ait déjà été découpé. À l'inverse, une autre équipe qui a modifié la conception de manière proactive (déplacement d'une porte pour éliminer une ligne de soudure faible) a déclaré a permis d'économiser $1,1 million d'euros en correctifs potentiels. La leçon est claire : il est beaucoup moins coûteux et plus rapide de détecter et de corriger les problèmes lors de la phase de conception qu'après la construction de l'outillage. La plupart des Les échecs du moulage par injection ont un point commun : ils sont pris trop tard, Le contrôle de la qualité des produits, lorsqu'un défaut détecté lors de l'inspection du premier article exige une reprise coûteuse de l'outillage.
Pourquoi les conception de moules à souris La souris d'ordinateur est-elle particulièrement sujette à des défaillances ? Une souris d'ordinateur peut sembler être un appareil simple, mais son fonctionnement n'est pas parfait. les pièces en plastique doivent répondre à des exigences strictes en matière d'ergonomie, d'esthétique et de fonctionnalité. La coque supérieure avec les boutons intégrés doit s'aligner avec précision sur les commutateurs internes ; la molette de défilement, les boutons latéraux et le couvercle inférieur doivent tous s'adapter et fonctionner sans se coincer. Pour y parvenir, il faut une conception pour la fabrication. Malheureusement, les concepteurs de produits (et même certains outilleurs) peuvent sous-estimer la complexité du moulage par injection. Ils peuvent concevoir en CAO sous idéal qui ne reflètent pas les tolérances de fabrication, les comportements des matériaux ou les réalités de l'assemblage dans le monde réel. Le résultat ? Environ 4 conceptions sur 5 nécessitent une révision importante avant de pouvoir produire de manière fiable de bonnes pièces. Dans les sections suivantes, nous explorerons les causes de défaillance courantes et comment les éviter.
1. Mauvaise sélection des matériaux - Le mauvais plastique pour le travail
L'un des les erreurs de conception les plus coûteuses est de choisir une résine plastique qui n'est pas adaptée aux exigences du produit ou au processus de fabrication. Il est facile de voir comment cela peut se produire : un concepteur peut choisir un matériau sur la base d'une idée de base. fiche technique propriété (par exemple, une résistance élevée ou une finition brillante) sans se rendre compte que le comportement du matériau lors du moulage dans le monde réel sera différent. La fiche technique d'une résine fournit des propriétés mesurées sur des spécimens d'essai de laboratoire idéaux. les pièces moulées réelles ont souvent des performances inférieures à ces spécifications en raison des effets de la transformation. Par exemple, la résistance aux chocs indiquée pour un polymère peut supposer un matériau parfaitement sec et sans additifs, alors qu'en production, la résine peut contenir une légère humidité ou un colorant qui rend les pièces plus fragiles. Les plastiques remplis de fibres peuvent se déformer ou présenter une résistance anisotrope parce que les fibres s'alignent avec l'écoulement, ce qui donne rigidité inégale de la pièce. Si ces nuances ne sont pas prises en compte, le matériau choisi peut entraîner des fissures, des déformations, ou défaillance prématurée en cours d'utilisation.
C'est important, la sélection des matériaux ne se limite pas à la résistance ou à l'apparence - elle concerne l'environnement de l'utilisation finale. Les plastiques peuvent être sensibles aux températures extrêmes, à l'exposition aux UV ou aux produits chimiques. Choisir une résine sans tenir compte de ces facteurs peut compromettre un produit. Les données de l'industrie montrent que fissuration sous contrainte environnementale (ESC) - où les pièces en plastique se fissurent sous l'effet d'une exposition chimique ou d'un stress - représente environ 25% de défaillances de composants en plastique. Imaginez que vous spécifiez un ABS pour un boîtier de souris en raison de sa robustesse, pour découvrir ensuite que les huiles de la peau ou un solvant de nettoyage provoquent un craquèlement et une fissuration de l'ABS au fil du temps. (Il existe en effet des cas documentés de pièces en ABS qui se fissurent à cause d'interactions chimiques, et de pièces en polycarbonate qui tombent en panne après avoir été exposées à des nettoyants à base d'alcool). L'utilisation d'un matériau en dehors de sa zone de confort peut entraîner des réclamations élevées au titre de la garantie ou des défaillances sur le terrain, ce qui oblige à revoir tardivement la conception. Si vous changez de matériau après la fabrication du moule, le taux de retrait différent peut signifier que l'ensemble de l'outil doit être réusiné. - un scénario cauchemardesque pour un équipementier.
Bon Pratique de la DFM nécessite d'adapter le plastique aux besoins du produit et concevoir le moule en fonction des caractéristiques de ce matériau. Les éléments clés à prendre en compte sont la solidité, la rigidité et la résistance à la chaleur de la résine (la souris sera-t-elle soumise à des températures élevées lors de son utilisation ou de son expédition ?), taux de rétrécissement (essentiel pour les dimensions des pièces et l'ajustement de l'assemblage), et toute exigence réglementaire (par exemple, inflammabilité UL, conformité RoHS). Le coût ne doit pas être le seul facteur déterminant. Choisir la résine la moins chère sans évaluer les performances dans leur contexte est une recette pour les problèmes. Par exemple, un matériau trop rigide peut rendre les charnières fines (comme les loquets des portes des piles) susceptibles de se briser, alors qu'une résine plus souple pourrait survivre. D'un autre côté, un matériau qui n'est pas assez rigide peut donner à la souris assemblée une impression de fragilité ou permettre une usure excessive des boutons. Il y a aussi la question de la compatibilité des processusSi la souris comporte des poignées en caoutchouc surmoulées ou des composants à deux coups, les matériaux doivent adhérer ou au moins ne pas interférer entre eux, ce que les concepteurs peuvent négliger. En résumé, il s'agit de le choix du bon plastique est fondamental. Un mauvais choix peut entraîner des défaillances subtiles qu'aucune modification du traitement ne peut corriger. Les équipes intelligentes impliquent les ingénieurs en matériaux et les mouleurs dès le début afin d'évaluer les options de résine par rapport aux conditions réelles, en utilisant souvent les outils suivants simulation et essais à petite échelle pour voir comment un matériau se comporte lorsqu'il est moulé dans la géométrie réelle de la pièce.

2. Calculs erronés de l'angle de dépouille - pièces coincées et surfaces raclées
Angle de dépouille - la subtile conicité des parois verticales d'une pièce moulée - est un minuscule détail de conception qui a un impact considérable sur la réussite du moulage. La dépouille est ce qui permet à une pièce en plastique d'être démoulée sans force excessive. Lorsque les angles de dépouille sont mal calculé ou négligé, Elle conduit souvent à pièces collées dans le moule, Les pièces peuvent être endommagées, éraflées ou même déformées lorsqu'elles sont extraites. Une erreur de débutant fréquente dans la conception des pièces consiste à avoir des parois presque verticales (dépouille de 0°) parce que le modèle CAO est plus joli ainsi, ou pour répondre à une intention dimensionnelle serrée. Malheureusement, le tirage nul rend l'éjection presque impossible - la pièce s'agrippe à l'acier du moule comme une ventouse. Lorsque les broches d'éjection poussent la pièce hors du moule, la force nécessaire peut être telle que le plastique cède, ce qui entraîne une perte de poids. les marques de traînée, les rayures ou les déformations d'éléments. Les parois ou les nervures fines et délicates sont particulièrement susceptibles de se déchirer ou de se fissurer si le tirage est insuffisant. En outre, le moule lui-même peut être endommagé : une force d'éjection élevée conduit à usure de la goupille d'éjection et peuvent même déformer les cavités du moule avec le temps. Dans le cas d'une souris, pensez aux grands montants qui se fixent sur les vis du circuit imprimé ou sur les côtés du corps de la souris : s'ils ne sont pas ébauchés, les premiers articles risquent d'être entaillés et inutilisables.
Quelle est donc la bonne quantité de courant d'air ? Lignes directrices pour l'industrie existent comme point de départ. Une recommandation typique est de disposer d'au moins le moins 1° de tirant d'air par côté sur toute face verticale pour une surface lisse et non texturée. Si la pièce présente une surface texturée ou mate (ce qui est souvent le cas pour une souris afin d'améliorer la prise en main ou de masquer les empreintes digitales), vous aurez besoin de plus de tirage - en général 2-3° ou plus - parce que la micro texture crée une friction comme du papier de verre contre le moule. Une règle empirique consiste à ajouter ~1,5° de tirage pour chaque 0,001″ de profondeur de texture (une texture moyenne peut donc nécessiter un total de plus de 5°). En général, 1-2° est un minimum sûr pour la plupart des caractéristiques, Il est préférable d'en faire plus si cela ne compromet pas la conception. Si une conception exige absolument une paroi de 0° dans une certaine zone (peut-être pour l'alignement cosmétique de deux pièces), vous devez limiter cette zone de courant d'air nul à une surface aussi petite que possible et vous préparer à ce qui suit autres compromis - comme l'utilisation de revêtements spécialisés pour les moules afin de réduire les frottements, ou l'acceptation de quelques éraflures sur les surfaces internes cachées.
Il est intéressant de noter que les angles d'attaque sont souvent directement liés à l'aspect les décisions relatives à l'outillage et au plan de joint. Par exemple, si vous avez une coque de souris haute et non décorée, vous pouvez la concevoir de manière à ce que le plan de joint divise la dépouille - en veillant à ce qu'aucune des deux moitiés du moule n'ait de contre-dépouille sur cette paroi verticale. Si vous ne tenez pas compte de ce point, vous risquez d'obtenir des résultats inattendus. interférence de l'éjection lorsqu'une bavure ou un décalage du plan de joint érafle la pièce à la sortie. De nombreuses conceptions de moules échouent au test T1 parce que le tirage n'était tout simplement “pas suffisant” ; les premières pièces présentent des marques de traînée ou ne s'éjectent pas proprement, ce qui oblige à retravailler le moule (en enlevant l'acier) pour ajouter plus de tirage. En fait, en plus des problèmes d'épaisseur de paroi, l'absence ou l'insuffisance de dépouille est l'une des principales causes de reprise de l'outillage. Le coût d'une telle erreur ne se mesure pas seulement en dollars : il s'agit d'une perte de temps et d'un retard potentiel dans le lancement du produit. La bonne nouvelle, c'est qu'il est facile de bien rédiger un projet si l'on s'y prend tôt : il faut l'intégrer dans la CAO dès le début et effectuer une analyse rapide de l'impact sur l'environnement. analyse de la moulabilité (de nombreux programmes de CAO ou partenaires de moulage signalent les faces sans dépouille). Il s'agit d'une simple vérification qui peut sauver votre projet. (Image : Diagramme de deux pièces en plastique en coupe transversale - l'une avec un angle de dépouille correct s'éjectant en douceur du moule, et l'autre sans dépouille collant à la paroi du moule - avec des flèches rouges indiquant la force d'éjection et des marques d'éraflures sur la pièce collée).
3. Problèmes d'alignement des boutons - empilements de tolérances et pièces mal ajustées
Dans un assemblage de plusieurs pièces comme une souris d'ordinateur, l'alignement est essentiel. Les boutons de clic gauche et droit, par exemple, font souvent partie du capot supérieur et doivent donc être placés à l'intérieur de l'appareil. appuyer avec précision sur les micro-interrupteurs sur le circuit imprimé situé en dessous. Si la conception du moule ou la géométrie de la pièce est décalée ne serait-ce que d'un millimètre, ces boutons risquent d'être bloqués (enfoncés) ou, à l'inverse, d'être trop espacés (clics non réactifs). Malheureusement, les problèmes d'alignement des boutons sont une cause fréquente d'échec de la conception dans les souris et les appareils électroniques similaires. Ces problèmes sont généralement liés à conception insuffisante pour l'assemblageL'équipe d'ingénieurs n'a peut-être pas effectué une analyse complète de l'état de l'environnement. analyse de l'empilement des tolérances ni pris en compte les risques de déformation des pièces, qui font qu'elles ne s'emboîtent pas comme prévu. Par exemple, les moitiés supérieure et inférieure de la souris peuvent être conformes individuellement, mais lorsqu'elles sont assemblées, une légère déformation de la coque supérieure et un montant trop haut de 0,2 mm peuvent faire en sorte que les boutons ne s'emboîtent pas. s'asseoir de travers ou se bloquer.
Un principe d'ingénierie bien connu est que des composants qui conviennent parfaitement à un prototype peuvent être mal alignés à l'échelle lorsque les tolérances s'accumulent. Le développement du 787 de Boeing l'a illustré de manière spectaculaire : les prototypes des sections s'ajustaient, mais en production, de minuscules écarts s'accumulaient - les trous des fixations ne s'alignaient pas, les assemblages présentaient des lacunes. Dans une souris, nous avons moins de pièces, mais même “cinq composants avec des tolérances faibles” peuvent être pardonnés ; si l'on compte vingt pièces dans un assemblage final, il n'y a plus de problème. ces tolérances se traduisent par des désalignements ou des défaillances de fixation. De nombreuses entreprises, étonnamment, n'effectuent pas d'études de tolérance approfondies de leurs conceptions et se demandent ensuite pourquoi les rendements d'assemblage sont faibles. La meilleure pratique consiste à identifier les alignements critiques (comme l'interface entre le bouton et le commutateur, le positionnement du capteur par rapport à l'ouverture de la lentille inférieure, etc. Souvent, l'ajout de caractéristiques d'alignement peut être utile : par exemple, en moulant des poteaux de guidage, des nervures, ou des les lacunes contrôlées (“reveals”) entre les pièces pour tenir compte des petits décalages. Une légère couture ou un léger espace visible, s'il est régulier et intentionnel, est de loin préférable à la recherche d'un look zéro espace qui aboutit à ce que les pièces se poussent mutuellement hors de leur position.
Dans la conception du moulage par injection, il faut également prévoir le retrait et la déformation des pièces. Les pièces en plastique peuvent se déformer en refroidissant, surtout si elles ne sont pas parfaitement uniformes ou si elles sont éjectées à chaud. Un couvercle de souris - large et relativement fin - peut se déformer en refroidissant. se déformer un peu Quoi qu'il en soit, si la conception n'y remédie pas (par exemple, en utilisant des clips ou des vis flexibles qui les alignent), vous aurez des problèmes d'ajustement. En effet, l'assemblage de deux grandes pièces moulées aggravera le gauchissement et les variations dimensionnelles de l'une et de l'autre. C'est pourquoi les concepteurs expérimentés incorporent caractéristiques d'emboîtementDans le cas d'un boîtier personnalisé, les concepteurs ont utilisé plusieurs nervures qui s'emboîtent les unes dans les autres, des encliquetages et des bords qui se chevauchent pour que les pièces restent alignées et rigides lorsqu'elles sont assemblées. Ces caractéristiques permettent non seulement de guider l'assemblage lors de l'encliquetage, mais aussi d'ajouter un support mécanique pour résister à tout gauchissement résiduel. En revanche, si les caractéristiques d'alignement font défaut, l'assemblage devient un casse-tête où la tolérance la plus défavorable de chaque pièce peut entraîner un défaut d'ajustement. Un symptôme classique des conceptions mal alignées est le suivant un trou de vis n'est pas aligné - vous pouvez installer trois vis, mais la quatrième est décalée de 0,5 mm et ne s'enfonce pas. Il s'agit souvent d'un signal d'alarme indiquant que les tolérances n'ont pas été entièrement prises en compte. Les ingénieurs doivent utiliser des outils d'analyse des tolérances pour simuler les pires scénarios et les prendre en compte dans la conception (soit en resserrant les tolérances des pièces, soit en ajoutant des caractéristiques pour limiter les écarts, soit en ajustant les dimensions nominales). Comme l'ont dit les ingénieurs de StudioRed, pour chaque ajustement ligne à ligne, un autre ajustement similaire peut le “combattre” ou pousser les pièces hors de leur position lorsque les tolérances s'écartent.. L'identification précoce de ces conflits vous permet de décider quelles interfaces sont essentielles à la mission et lesquelles peuvent bénéficier d'un léger dégagement ou d'un chevauchement.
Dans le cadre de boutons de la souris, En outre, un conseil utile en matière de conception consiste à inclure des fonctions réglables ou, au moins, à tester plusieurs prototypes en ce qui concerne la sensation du bouton. Certains modèles de souris ajoutent de minuscules montants ou tampons sous le bouton qui peuvent être ajustés pour régler la précontrainte du commutateur. Si les premiers essais de moulage montrent que le bouton ne clique pas systématiquement sur l'interrupteur (peut-être à cause d'un léger écart), il est possible d'ajuster ces caractéristiques sans avoir à revoir entièrement la conception. Toutefois, il s'agit là d'une solution de fortune, l'objectif étant d'obtenir une conception robuste dès le départ. La collaboration entre les concepteurs de produits et les outilleurs permet de garantir que l'alignement et l'adéquation sont prioritaires. De nombreux problèmes d'alignement peuvent être résolus sur le papier en décidant simplement de la stratégie d'assemblage dès le début et en définissant une structure de référence (ce qui se situe par rapport à quoi). Comme le souligne un guide, les points d'ajustement critiques doivent être établis et acceptés par l'équipe de conception et le fabricant dès le départ, pas laissés au hasard ou découverts lors de la première construction. Le bénéfice de cette diligence est énorme : vous évitez le scénario d'avoir 10 000 couvercles de souris qui ne reposent pas correctement sur leur fond - une correction qui nécessiterait soit des retouches secondaires coûteuses, soit la mise au rebut complète des pièces. (Image : Gros plan d'une souris d'ordinateur démontée : la coque supérieure avec les planches de boutons et la coque inférieure avec la carte de circuits imprimés, montrant les poteaux d'alignement et les positions des commutateurs. Les flèches indiquent les endroits où un désalignement peut se produire entre le bouton et le commutateur, illustrant la nécessité d'un ajustement précis).
4. Imprécisions dans l'outillage et erreurs dans la fabrication des moules
Même une conception parfaite de la pièce peut échouer si le l'outillage du moule lui-même est défectueux. Dans notre contexte, les “imprécisions de l'outillage” font référence à des problèmes liés à la construction ou à l'entretien du moule d'injection, tels que les tolérances d'usinage, l'alignement des moitiés du moule et le choix de l'acier du moule. La précision est importante : Les moules d'injection sont généralement usinés sur commande numérique avec des tolérances standard d'environ 1,5 mm. ±0,005 pouces (±0,127 mm), et les caractéristiques critiques peuvent être coupées à ±0,002″ ou moins. Si un mouliste prend des raccourcis (au sens propre comme au sens figuré), le moule qui en résulte risque de produire des pièces hors normes dès le premier jour. Par exemple, si les cavités des boutons de la souris sont désalignées de 0,1 mm, toutes les pièces produites auront ce désalignement intégré, ce qui peut entraîner le collage des boutons ou des écarts inégaux.
Une cause fréquente de défaillance de l'outillage est sous-estimation de la qualité du moule nécessaire. Choisir un outil bon marché ou en métal mou pour économiser de l'argent peut s'avérer être une fausse économie. Les aciers doux (comme le P20 prétrempé) ou les moules en aluminium s'usent plus rapidement et sont plus difficiles à entretenir. ne peuvent pas maintenir des tolérances serrées sur de longues séries. À mesure que le moule s'use, les deux moitiés peuvent ne pas s'aligner parfaitement (les tiges de guidage se détachent), ce qui entraîne une bavure - les fines ailettes de plastique non désirées au niveau du plan de joint - ou une dérive dimensionnelle. Une cavité usée peut produire des pièces légèrement plus grandes ou plus petites que prévu, ce qui nuit à l'ajustement de l'assemblage. Lorsqu'un moule est usé ou endommagé, aucune modification du processus ne peut le compenser entièrement ; l'outil doit être réparé ou remplacé. Par exemple, si les bords des cavités des boutons de la souris s'usent, vous commencerez à voir apparaître des bavures autour des boutons qu'il faudra découper, ce qui augmentera la main-d'œuvre et les coûts. Si une conduite de refroidissement rouille ou si un évent se bouche (en raison d'un mauvais entretien ou d'un acier de qualité inférieure), le moule peut commencer à produire des pièces roussies ou de faible diamètre. En clair, la qualité de l'outillage porte ses fruits - un moule en acier trempé (comme le H13) peut coûter plus cher au départ, mais il produira des millions de pièces avec une qualité constante. En revanche, un outil bon marché peut tomber en panne après quelques centaines de milliers de tirs ou moins, entraînant des temps d'arrêt imprévus.
Un autre aspect est la la précision de la fabrication des moules - Même avec un bon acier, des erreurs peuvent se produire lors de l'usinage. Un mauvais positionnement des goupilles d'éjection, de légères erreurs dans la profondeur de la cavité ou une mauvaise finition de la surface peuvent tous introduire des défauts. Un exemple courant : si les moitiés du moule ne sont pas parfaitement alignées, vous obtenez une marche au niveau du plan de joint (un décalage), qui, sur une souris, peut être une arête vive ou une caractéristique mal alignée (imaginez que le côté gauche de la coque de la souris soit 0,2 mm plus haut que le côté droit au niveau de la couture - c'est un décalage du moule). Les moulistes haut de gamme utilisent des composants rectifiés avec précision et testent rigoureusement les moules (par exemple en les repérant dans le moule) afin d'éliminer ces problèmes. Il est également essentiel d'incorporer verrous d'alignement dans la conception du moule - des caractéristiques robustes qui garantissent que le noyau et l'empreinte s'alignent exactement de la même manière à chaque tir. Si les caractéristiques d'alignement sont insuffisantes ou s'usent, un décalage de la cavité se produit et les pièces peuvent sortir asymétriques ou avec une épaisseur de paroi variable.
Imprécisions de l'outillage couvrent également les erreurs de calcul du rétrécissement. Le moule est généralement surdimensionné pour tenir compte de la contraction du plastique lors du refroidissement. Si le taux de rétraction utilisé n'est pas le bon (disons que le concepteur a supposé que l'ABS se rétracterait de 0,5% alors que le grade se rétracte en réalité de 0,7%), les pièces sortiront hors gabarit. Les dimensions critiques (comme l'espacement des boutons ou des bossages de montage des circuits imprimés) risquent alors de ne pas être conformes à l'impression, ce qui entraînera des erreurs d'assemblage. Il est donc essentiel que les ingénieurs mouliste utilisent le bon facteur de retrait pour la résine exacte et la géométrie de la pièce. Parfois, un changement de résine en fin de projet (en raison de modifications de l'approvisionnement ou des spécifications) peut perturber ce processus - si vous changez de matériau, vous devrez peut-être recouper les noyaux du moule pour tenir compte du nouveau retrait. Si vous sautez cette étape, vous obtiendrez presque à coup sûr un résultat négatif. défaillance induite par l'outillage, Les pièces ne s'adaptent tout simplement pas parce que l'outil n'a pas été réglé pour le nouveau matériau.
Enfin, l'entretien de l'outillage fait partie de l'équation. Un moule de belle facture peut toujours se détériorer s'il n'est pas entretenu. Un entretien régulier (nettoyage, lubrification, repolissage périodique, vérification des dimensions critiques) est nécessaire pour maintenir la précision. Négliger cet entretien peut conduire à des défaillances évitables - par exemple, bouches d'aération obstruées dans le moule provoquent des pièges à air, qui surchauffent et brûlent le plastique (dieseling), érodant l'acier autour de cette zone. Si l'érosion s'aggrave, vous obtenez essentiellement un nouveau moule. forme du défaut gravée dans la cavité - chaque pièce présentera alors une imperfection, voire un trou. De même, goupilles d'éjection usées ou tordues peut briser des pièces ou laisser des traces d'enfoncement, et détérioration des surfaces de séparation garantira l'éclair. Une étude de cas a montré que lorsqu'une entreprise négligeait l'entretien des bouches d'aération, elle constatait une baisse de la consommation d'énergie. 44% taux de rejet en raison de traces de brûlures jusqu'à ce que la ventilation soit réparée. Pour un produit de souris, un taux de rejet élevé peut signifier la perte d'une fenêtre de lancement ou des coûts imprévus pour refaire un lot important. L'accent est mis ici sur le fait que Un moule n'est pas une simple pièce de métal statique - c'est un instrument de précision qui doit être construit et conservé avec soin.. Investir dans un bon outil et l'entretenir peut ne pas sembler passionnant, mais c'est ce qui sépare une production en douceur d'une cascade de problèmes de qualité. (Image : Un moule d'injection en acier pour un couvercle de souris, dont une moitié présente des cavités polies et des canaux de refroidissement percés avec précision. Certaines sections sont mises en évidence pour montrer les caractéristiques d'alignement telles que les goupilles de guidage et les verrous. L'image souligne la complexité et la précision requises dans l'outillage du moule).
5. Erreurs de prototypage - Quand le prototype induit la production en erreur
Avant de s'engager dans un moule de production, les entreprises construisent souvent des prototypes - de la pièce ou même du moule (par exemple, des moules prototypes souples) - pour tester la conception. Le prototypage est essentiel, mais elle peut aussi donner un faux sentiment de sécurité si elle n'est pas réalisée de manière réaliste. L'une des principales raisons pour lesquelles ~80% des conceptions échouent en production réelle est la écart entre les conditions de prototypage et de fabrication. Les équipes peuvent se réjouir d'un prototype qui “fonctionne” sans se rendre compte qu'elles n'ont pas vraiment reproduit les contraintes de la production de masse. Prenons le scénario suivant (tiré d'un cas réel de startup) : une équipe a passé des mois à perfectionner un Prototype imprimé en 3D ou usiné par CNC d'un nouvel appareil - peut-être même d'une souris ergonomique. Le prototype, testé par une poignée de personnes dans un bureau, fonctionne parfaitement et remporte des prix de design. Mais lorsqu'ils passent au moulage par injection pour la production de masse, le taux d'échec monte en flèche et atteint les 10 000 euros. 40%. Que s'est-il passé ? Le prototype n'a pas révélé les problèmes qui n'apparaissent qu'à l'échelle : légères différences de propriétés des matériaux, variations entre les lots, assemblage à la vitesse de la chaîne et facteurs environnementaux tels que les variations de température et d'humidité. Dans la bulle contrôlée du prototype, aucun de ces éléments n'était présent. Dans le monde réel chaotique d'une usine et d'une expédition mondiale, ils sont tous apparus en même temps.
Un commun erreur de prototypage est l'utilisation de méthodes de fabrication qui ne correspondent pas au processus final. Par exemple, un boîtier de souris fraisé en plastique solide ou créé dans une imprimante 3D à résine peut être parfait sur le plan dimensionnel et très rigide. En revanche, une pièce moulée par injection aura des propriétés subtilement différentes - peut-être plus de contraintes internes, un léger gauchissement et une texture ou une finition de surface différente. Si la conception n'a pas été ajustée pour tenir compte de ces éléments, il se peut que la version moulée par injection n'ait pas les mêmes performances que le prototype moulé. Un cas dramatique, Boeing ont constaté que les composants de leurs prototypes fabriqués avec un usinage de précision s'adaptent individuellement, mais que lorsqu'ils sont produits avec des tolérances de fabrication normales par les fournisseurs, ces pièces ne s'adaptent pas. n'a pas été assemblé correctement à l'échelle. En ce qui concerne le moulage par injection, il se peut que votre prototype ait eu des jeux d'assemblage généreux ou qu'il ait été ajusté manuellement, alors que vos pièces moulées peuvent avoir des interférences plus étroites parce que le plastique a des variations. Les prototypes fabriqués à la main masquent la variabilité - un ingénieur peut poncer ou modifier un prototype pour l'adapter, ce qui est impossible à faire pour des milliers d'unités de production.
Un autre piège du prototypage est ne pas itérer suffisamment ou sauter des tests réalistes. Il arrive que des équipes tombent amoureuses de leur premier prototype et se précipitent sur l'outillage, pour s'apercevoir plus tard que la conception n'était pas robuste. Il est judicieux de procéder à des prototypes par étapes, en commençant par des modèles rapides et bon marché pour vérifier la forme et l'ajustement de base, puis en passant par un prototype de faible volume. outil prototype (peut-être un moule en aluminium) afin de vérifier la dynamique du moulage et d'apporter des améliorations à la conception à chaque fois. Chaque prototype doit être testé dans des conditions plus proches de l'utilisation réelle. Dans le cas d'une souris, il peut s'agir de soumettre les pièces à des cycles de température (les moitiés s'emboîtent-elles toujours après avoir été placées dans un coffre de voiture chaud ou dans un entrepôt froid ? Si vous n'assemblez qu'un seul prototype sur un établi, vous risquez de ne pas voir que, sur une chaîne de production, le léger angle d'un opérateur lors de l'emboîtement des pièces entraîne la rupture d'un verrou - parce que vous n'avez pas ajouté de chanfrein d'entrée, par exemple.
C'est un point essentiel, le prototypage doit impliquer des experts en fabrication. Une cause classique d'échec est la déconnexion entre les concepteurs et les fabricants. Si les concepteurs développent un prototype de manière isolée (éventuellement avec l'impression 3D) et le soumettent ensuite à l'équipe chargée de l'outillage, le réveil est souvent brutal. Les caractéristiques qui étaient faciles à créer dans un prototype peuvent être cauchemars de moulage (contre-dépouilles nécessitant des actions latérales, sections minces profondes provoquant des courts-circuits, etc.) ). En l'absence d'un examen DFM collaboratif, ces problèmes passent inaperçus. Comme l'a noté la société First Mold dans un document technique, ses recherches internes ont révélé des problèmes persistants dans les cas suivants les concepteurs n'ont pas été sensibilisés aux limites de l'outillage et ont travaillé séparément des fabricants de moules. Les La solution consiste à intégrer les contrôles DFM à un stade précoce - essentiellement un prototype pour la fabrication, et pas seulement pour la forme. Il s'agit notamment de faire des choses comme simulations de flux de moules sur le modèle CAO avant de découper l'acier. Si un Analyse de l'écoulement des moules sur la conception du prototype qui prévoit un gros piège à air ou une ligne de soudure sur un bouton critique, c'est un signal d'alarme pour corriger la conception. avant il devient un problème de moisissure coûteux.
Un autre aspect est itération rapide vs itération intelligente. Il est possible de produire plusieurs versions de prototypes sans pour autant découvrir le problème principal si les tests ne sont pas effectués dans des conditions similaires à celles de la production. Le cas de PrintForm que nous avons cité plus haut en est la preuve : ils avaient un excellent prototype, mais il n'avait pas été testé avec des variations de matériaux, des conditions d'assemblage différentes, etc. Leur recommandation (que nous reprenons à notre compte) est la suivante valider en conditions de production le plus tôt possible, qui peut réduire le délai de mise sur le marché de 30 à 40%. Dans la pratique, il peut s'agir d'un essai pilote à partir d'un outil souple pour évaluer le rendement et les problèmes, ou de faire passer l'assemblage par une chaîne de fabrication simulée. En cas d'échec, il est possible de revenir en arrière et d'ajuster la conception ou le processus pendant qu'il est encore relativement bon marché. Si vous sautez cette étape, vous aurez une mauvaise surprise lors de votre première production en série. En résumé, les erreurs de prototypage sont souvent dues au fait que l'on ne prototype pas les bons éléments (processus, tolérances, environnement) ou que l'on interprète mal un prototype réussi comme la preuve d'une conception prête pour la production. Le remède est une approche disciplinée : traiter les résultats des prototypes avec un grain de sel et prévoir des marges de sécurité, Il est également important de ne jamais supposer, sans preuve, que si l'un d'entre eux fonctionne, un million d'autres fonctionneront tout aussi bien. (Image : Le prototype peut être un modèle imprimé en 3D, qui semble parfait, alors que la souris de production présente un défaut, comme un bouton déformé. Cela montre bien qu'un prototype parfait peut induire en erreur s'il n'a pas été réalisé dans des conditions similaires à celles d'une production).
6. Lacunes dans les essais - Validation inadéquate et boucles de rétroaction manquantes
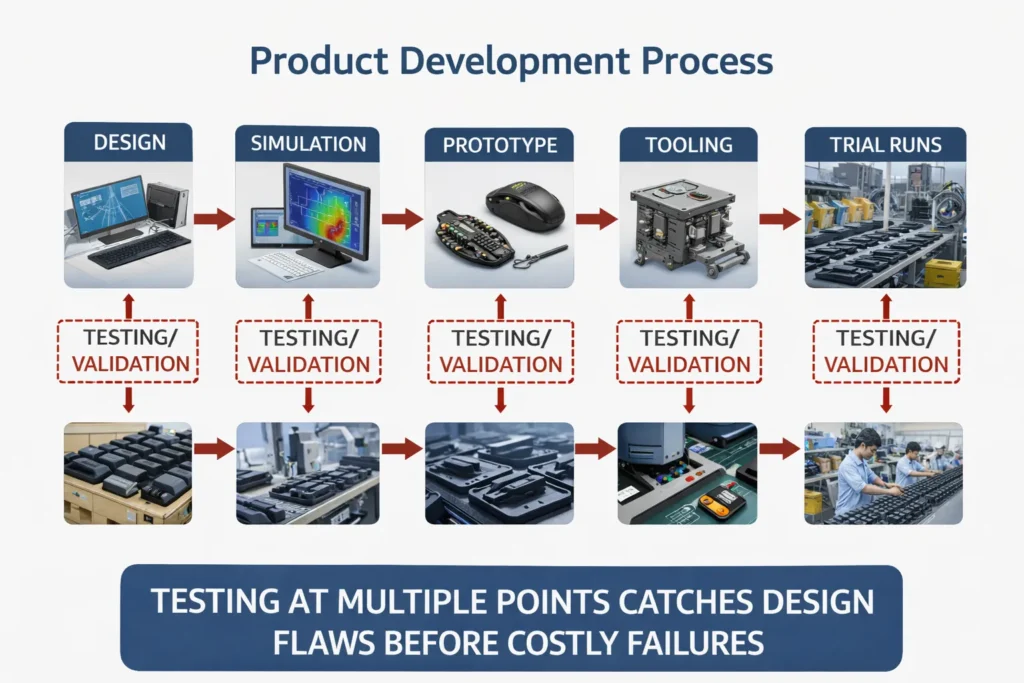
Enfin, de nombreux échecs dans la conception des moules sont dus au simple fait que l'on ne peut pas les utiliser. ne pas tester suffisamment, ou ne pas tester les bonnes choses au bon moment. Nous avons abordé la question du prototypage, mais au-delà, il y a le domaine du validation de la conception et du processus. Même après la fabrication du moule, le travail n'est pas terminé - vous devez tester rigoureusement que le moule peut produire régulièrement de bonnes pièces (et que ces pièces répondent à toutes les exigences). Un “écart” important se produit lorsque les équipes se précipitent de T1 (les premiers essais) directement dans la production de masse sans effectuer suffisamment de tests, ou lorsqu'elles renoncent à des simulations et à des essais de production en série. Examens de la DFM très tôt.
Un outil essentiel est Simulation IAO - Pour le moulage par injection, cela signifie souvent une analyse de l'écoulement du moule (pour prévoir comment le plastique se remplit, où les lignes de soudure ou les pièges à air peuvent se former, s'il y aura des problèmes d'affaissement ou de gauchissement). Omettre cette analyse lors de la phase de conception, c'est s'exposer à des problèmes. Les problèmes tels que les tirs courts, les lignes de soudure qui aboutissent à un ajustement serré (créant un point faible) ou l'air emprisonné qui provoque des brûlures, peuvent souvent être prévus et résolus en modifiant la conception ou l'emplacement des points d'injection. Pourtant, sous la pression du calendrier, certaines équipes négligent cette étape. Résultat ? Elles ne “découvrent” ces défauts évitables qu'après la fabrication du coûteux moule en acier. Comme indiqué précédemment, corriger un défaut de conception en CAO peut coûter quelques heures, mais le corriger dans l'acier peut coûter des semaines et des sommes considérables. Par conséquent, un processus de conception solide comprendra les éléments suivants des contrôles DFM précoces et approfondis. De nombreux partenaires de moulage par injection offrent une examen formel de la DFM où leurs ingénieurs examinent votre pièce et mettent en évidence les problèmes (par exemple, “cette paroi est trop épaisse, ce rayon est trop aigu, cette contre-dépouille a besoin d'une glissière, êtes-vous sûr que ce matériau peut supporter la contrainte ici ?) Ces examens, combinés à la simulation, agissent comme une ”liste de contrôle avant le vol“ et permettent de détecter des erreurs qui, autrement, se traduiraient par des défaillances lors des essais ou de la production.
En supposant que la conception franchisse ces obstacles et que vous coupiez le moule, la prochaine lacune potentielle est la suivante validation des processus. Il ne suffit pas que le moule puisse produire une bonne pièce, il faut s'assurer qu'il peut en produire des milliers ou des millions de manière fiable. La validation des processus est une approche structurée (souvent formelle dans les secteurs de la technologie médicale et de l'aéronautique) qui consiste à vérifier le processus de moulage dans toute la fenêtre de fonctionnement prévue. Par exemple, vous testerez des cycles aux extrémités haute et basse des paramètres de température, de pression et de durée pour vous assurer que les pièces restent dans les limites des spécifications. Si vous omettez cette étape et que vous considérez les premières pièces de bonne qualité comme la preuve que tout va bien, vous risquez d'être piqué plus tard par la variabilité - peut-être que la production d'une équipe est légèrement différente parce que la machine ou les conditions ambiantes diffèrent. Philips Healthcare a reçu un avertissement de la FDA parce qu'elle n'avait pas correctement validé le processus de moulage par injection d'un composant. 64 plaintes de manquements sur le terrain. Dans un produit de consommation tel qu'une souris, les enjeux ne sont pas aussi importants que pour les dispositifs médicaux, mais un mauvais contrôle des processus peut tout de même se traduire par des taux de rebut élevés ou des retours de clients pour des problèmes intermittents (comme un bouton qui tombe en panne après un mois d'utilisation en raison de contraintes internes, ce qu'un meilleur moulage aurait permis d'éviter).
Lacunes dans les tests comprennent également un manque de Essais en conditions réelles. C'est une chose de tester les pièces en laboratoire, c'en est une autre de les tester dans leur environnement d'utilisation réel. Si une souris de jeu est destinée à supporter des millions de clics, avez-vous testé le cycle de vie des boutons pour voir si votre conception tient la route (et si le matériau plastique que vous avez choisi ne rampe pas ou ne se fissure pas) ? Si le produit est susceptible d'être utilisé dans le monde entier, avez-vous procédé à un vieillissement thermique/humide pour voir si les pièces se déforment ou deviennent cassantes dans des climats extrêmes ? Parfois, les concepteurs s'appuient sur les spécifications des matériaux ou supposent que les tests seront effectués ultérieurement, et ces tests ultérieurs (par exemple, les tests bêta, les tests de certification) révèlent alors des problèmes qui obligent à modifier la conception ou le moule à un stade avancé du processus. Par exemple, les tests réglementaires peuvent montrer que le produit échoue à un test de chute parce qu'un loquet interne en plastique s'enclenche - une nouvelle conception peut nécessiter un insert métallique ou une nervure plus épaisse, ce qui signifie modification du moule après sa construction. Tout cela pourrait être évité en essais holistiques et boucles de rétroaction au cours du développement.
En résumé, l'absence de nouvelles n'est pas nécessairement une bonne nouvelle lorsqu'il s'agit de vérifier la conception. Si vous n'avez pas testé intentionnellement quelque chose, supposez qu'il y a un risque. Les meilleurs fabricants mettent en œuvre boucles de rétroaction multiplesLes boucles sont les suivantes : revues de conception, simulation, essais de prototype/pilote, inspections du premier article, validations de processus (IQ/OQ/PQ pour ceux qui travaillent dans des secteurs réglementés) et surveillance continue. Chaque boucle est l'occasion de détecter un oubli. Plus il y a de lacunes dans cette chaîne, plus la conception d'un moule risque d'échouer en produisant des pièces défectueuses ou en nécessitant des réparations tardives. À l'inverse, en testant et en validant rigoureusement chaque étape, vous augmentez considérablement les chances que votre souris passe du moule au marché sans mauvaise surprise. En témoignage de cette approche, des équipes expérimentées considèrent le moulage par injection comme un partenariat entre la conception et la production, et non comme une transaction à la sauvette. Elles travaillent en étroite collaboration avec les ingénieurs en outillage, procèdent à des examens conjoints et planifient la maintenance et les contrôles de qualité, ce qui leur permet de combler les lacunes où les échecs se faufilent.
Liste de contrôle de la conception pour la fabrication (DFM) pour les projets de moules à souris
| Aspect de la conception | Ligne directrice DFM |
|---|---|
| Épaisseur de la paroi | Maintenir l'uniformité (±10%) pour éviter les marques d'enfoncement et les fissures dues à la contrainte. |
| Angle de tirant d'eau | ≥1° pour les moules polis, ≥2-3° pour les surfaces texturées. |
| Côtes et patrons | Utiliser des rayons et des filets ; éviter les angles vifs |
| Ajustement de l'assemblage | Définir la structure de référence, tenir compte des tolérances et des écarts d'assemblage |
| Rétrécissement des matériaux | Utiliser des taux de rétraction validés ; ajuster les cavités du moule en conséquence. |
| Ligne de séparation et éjection | Éviter les marques d'éjection sur les zones cosmétiques ; prévoir des plans de joint propres |
| Emplacement de la porte | Éviter les lignes de soudure dans les zones soumises à des contraintes ou dans les zones visuelles. |
| Simulation et essais | Utiliser Moldflow, tester des échantillons pilotes et valider en conditions réelles |
Conclusion : Concevoir pour réussir - Collaboration, DFM et amélioration continue
Un thème récurrent est l'importance de la collaboration précoce et contribution d'experts. Faites appel à votre ingénieur en moules ou à votre partenaire de fabrication au stade de la conception pour effectuer un examen DFM ; cela peut permettre de détecter des problèmes tels que l'emplacement des points d'injection, les épaisseurs de paroi extrêmes ou les incompatibilités de matériaux avant qu'ils ne vous coûtent de l'argent. De même, traitez votre mouliste comme un partenaire plutôt qu'un fournisseur - les meilleurs résultats sont obtenus lorsque l'outilleur comprend la fonction du produit et que le concepteur comprend les contraintes de l'outillage. De nombreuses grandes entreprises procèdent désormais à des examens conjoints de la conception, au cours desquels tous les intervenants, des concepteurs industriels aux ingénieurs qualité en passant par les outilleurs, examinent la conception afin de déceler les modes de défaillance potentiels. Cette approche holistique garantit la robustesse de la conception au moment où le moule est découpé. Comme le dit un livre blanc de l'EVOK, le moulage par injection ne doit pas être considéré comme un simple achat de marchandises, mais comme un partenariat de conception et de fabrication. Ce changement d'état d'esprit permet à lui seul d'éviter les pièges classiques.
En pratique, pour éviter les échecs de conception des moules, il faut adopter les mesures suivantes DFM et amélioration continue. Utiliser simulation pour prévoir et éliminer des problèmes tels que le gauchissement, les lignes de soudure et les déséquilibres de refroidissement. Insister sur les analyses de matériaux pour vérifier que le plastique choisi fonctionnera dans toutes les conditions prévues (et avoir des matériaux de rechange qualifiés au cas où l'un d'entre eux ne fonctionnerait pas). Respectez les normes règles de conception (), mais sachez aussi quand les enfreindre intentionnellement - et seulement avec l'avis de votre mouleur. Par exemple, si une surface sans dépouille est souhaitée pour des raisons esthétiques, reconnaissez qu'il s'agit d'un risque et atténuez-le (peut-être en utilisant une finition de moule texturée qui masque les légères marques d'éjection ou en procédant à de nombreux essais). Mettre en œuvre des procédures rigoureuses analyse de la tolérance sur les assemblages afin de savoir où vous avez besoin de précision et où vous pouvez laisser un espace ou un chevauchement pour plus de bon sens. N'oubliez pas que le test est votre amiChaque prototype ou essai pilote doit être considéré non seulement comme une étape à franchir, mais aussi comme une occasion d'apprendre et d'affiner la conception ou le processus. Chaque problème découvert lors d'un essai est bien moins coûteux qu'un problème découvert sur le terrain ou dans un entrepôt rempli de produits invendables.
En conclusion, bien qu'il soit dit que “80% des conceptions échouent” au départ, cette statistique peut être renversée. Avec des connaissances et de la préparation, vous pouvez faire partie des 20% qui réussissent - ou du moins qui détectent les erreurs suffisamment tôt pour rectifier le tir rapidement. Les boîte à outils moderne La maîtrise de la conception des moules (simulations numériques, matériaux avancés, usinage de précision et un siècle de savoir-faire collectif dans le domaine des matières plastiques) offre tous les atouts pour réussir. En appliquant les leçons tirées des échecs passés - qu'il s'agisse de quelque chose d'aussi simple que l'ajout d'un degré d'ébauche ou d'aussi stratégique que l'alignement des objectifs de votre équipe et de vos fournisseurs -, vous pourrez améliorer la qualité de vos moules et de vos produits. Les équipementiers et les acteurs du secteur B2B peuvent économiser énormément de temps et d'argent., La conception d'un moule est un élément essentiel de la réussite de l'entreprise, car elle permet de s'assurer que la production de la prochaine souris ou du prochain appareil se déroule sans problème. En fin de compte, une conception de moule “ratée” n'est vraiment un échec que si l'on n'en tire aucune leçon. Dans l'esprit de l'amélioration continue, chaque essai, même les échecs, permet d'améliorer la conception suivante. Intégrez ces enseignements dans votre processus de conception et vous constaterez que vous pouvez réduire considérablement le chiffre 80% et lancer vos produits en toute confiance.

Prêt à éviter les pièges de la conception des moules ?
Chez Darshion, nous sommes spécialisés dans la fabrication de produits sur mesure. Souris OEM/ODM Notre équipe a aidé des centaines de marques internationales à éviter les défaillances les plus courantes des moules, parce que nous les avons toutes vues. Notre équipe a aidé des centaines de marques internationales à éviter les défaillances les plus courantes des moules, car nous les avons toutes vues.
Qu'il s'agisse de prototyper votre première souris ergonomique ou d'optimiser un modèle existant pour la production de masse, nous sommes là pour vous aider, du concept au produit fini.
Si vous souhaitez réduire les risques, améliorer le rendement et travailler avec un partenaire de confiance, vous pouvez vous adresser à la Commission européenne. fabrication de souris partenaire-nous contacter.
