
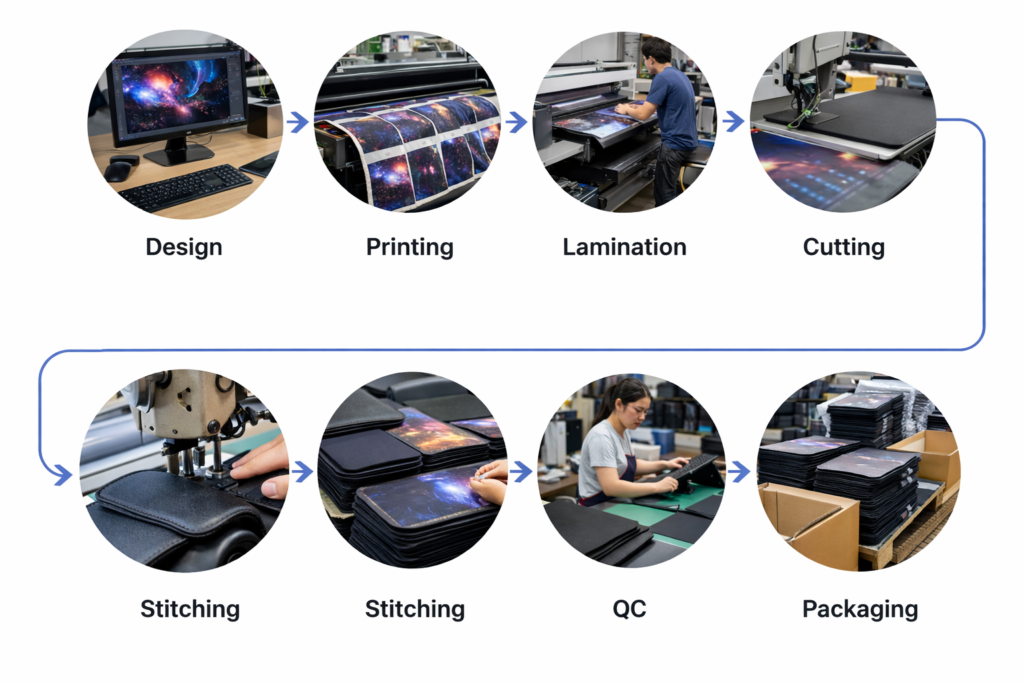
Naarmate de wereldwijde vraag naar gaming muismatten groeit, zoeken bedrijven vaak naar een betrouwbare fabrikant muismatten om grote bestellingen te produceren. Als je op zoek bent naar een bulk muismat leverancier of het plannen van een muismat op maat Om een muismat te kunnen bestellen, is het handig om te begrijpen hoe deze producten in de fabriek worden gemaakt. In de volgende hoofdstukken wordt elke productiefase uitgesplitst - materiaalselectie, rubbermenging, schuimverwerking, bedrukken, snijden, kwaliteitscontrole, verpakking en verzending - waardoor een gedetailleerd beeld wordt gegeven van het productieproces van muismatten op de fabrieksvloer.
Samenvatting
- Geïntegreerde productie: Moderne fabrieken doen vaak alles zelf, van het mengen van rubberschuim tot de uiteindelijke verpakking, waardoor kwaliteitscontrole bij elke stap gegarandeerd is. Werken met een fabrikant die het volledige proces onder controle heeft, helpt om consistentie te behouden voor bulkorders.
- Kwaliteitsmaterialen: Het proces begint met het selecteren van hoogwaardige grondstoffen. Natuurlijk of synthetisch rubber wordt gekozen voor de basis (elk met zijn eigen voordelen op het gebied van elasticiteit en duurzaamheid), en een gespecialiseerd doek (meestal polyester) voor het oppervlak dat levendige prints accepteert.
- Precisieproces: Ruwe rubber wordt gecompoundeerd met additieven en vervolgens gevulkaniseerd in schuimvellen, vaak gelijktijdig gelamineerd met de stoflaag om lijmen te vermijden. Na het uitharden worden grote vellen bedrukt met aangepaste ontwerpen (via sublimatie of zeefdruk) en op maat gesneden met precisiematrijzen of lasers. Optionele stiksels aan de randen kunnen worden toegevoegd voor extra duurzaamheid.
- Grondige kwaliteitscontrole: Elke pad wordt gecontroleerd op grootte, vlakheid, afdrukhelderheid en hechting. Fabrikanten voeren ook tests uit op slijtage, flexibiliteit en omgevingsweerstand om ervoor te zorgen dat de pads voldoen aan de prestatienormen van B2B-klanten.
- Bulk Verpakking & Verzending: Afgewerkte muismatten worden verpakt in beschermende zakken of aangepaste dozen en vervolgens in bulkdozen verpakt, klaar voor verzending. Fabrieken ontwerpen verpakkingen om de pads tijdens het transport te beschermen. Efficiënte logistieke planning en communicatie zorgen ervoor dat zelfs grote bulkorders op tijd worden verzonden, waarbij de tijdlijnen worden geoptimaliseerd door waar mogelijk productiestappen te overlappen.
Laten we nu dieper ingaan op elke fase van het productieproces om te zien wat er echt gebeurt in een muismattenfabriek.
Materiaalkeuze
Het kiezen van de juiste materialen is de basis van een muismat van goede kwaliteit. Fabrieken gebruiken meestal twee hoofdcomponenten: het rubber voor de basis en het doek voor de bovenkant. Rubberen voet: Fabrikanten kunnen natuurlijk rubber van bomen of synthetische rubbermengsels (zoals neopreen of SBR) gebruiken. Natuurlijk rubber biedt uitstekende elasticiteit en grip, terwijl synthetisch rubber beter bestand is tegen veroudering en vaak goedkoper is. In beide gevallen wordt het rubber meestal geformuleerd als een zacht sponsschuim dat de muismat zijn dempende en antislipeigenschappen geeft. Stof Oppervlak: Voor de bovenkant wordt meestal een dicht geweven polyester stof gebruikt. Polyester is ideaal omdat het kan worden geverfd met afbeeldingen met een hoge resolutie en omdat het goed hecht aan rubber tijdens het uitharden. De weving (textuur) van de stof wordt gekozen op basis van de gewenste muisglijder: een fijne weving voor snelheid of een grovere weving voor controle. Andere materialen zoals lycra of microvezel kunnen worden gebruikt voor speciale pads, maar het belangrijkste is dat de stof duurzaam moet zijn en inkt of kleurstof moet kunnen opnemen zonder te vervagen.

Tijdens de materiaalinname worden kwaliteitscontroles uitgevoerd. Rubberpartijen worden geïnspecteerd op zuiverheid en consistentie (geen overmatige geur of verontreinigingen) en stofrollen worden gecontroleerd op gelijkmatige textuur en geen gebreken. Hoogwaardige inputmaterialen vormen de basis voor een soepele productie. In sommige geavanceerde fabrieken worden materialen zelfs op maat gemaakt: bijvoorbeeld rubber bestellen met een specifieke hardheid of een stof met een bepaald aantal draden om aan de eisen van een klant te voldoen. Deze nadruk op materiaalkwaliteit en maatwerk aan het begin zorgt ervoor dat de uiteindelijke muismat voldoet aan de prestatieverwachtingen.
Rubber mengen
Zodra de ruwe rubber is geselecteerd (natuurlijk of synthetisch), gaat de fabriek over tot het mengen en compounderen tot een werkbare formule. Rubber mengen wordt meestal gedaan in een industriële mixer (zoals een Banbury mixer of tweewalsmolen) waar ruw rubber wordt gecombineerd met verschillende additieven. Deze additieven omvatten vullers (om het rubber te versterken), weekmakers (om flexibiliteit aan te passen), en vulkaniseermiddelen zoals zwavel of peroxiden (die later helpen om het rubber uit te harden tot een vaste vorm). Het exacte recept - vaak een formule - is ontworpen door de scheikundigen van de fabrikant om de gewenste hardheid, elasticiteit en duurzaamheid voor de basis van de muismat te bereiken. Een zachtere mat kan bijvoorbeeld meer weekmakers bevatten voor meer flexibiliteit, terwijl een mat die bedoeld is voor een warm klimaat stabilisatoren kan bevatten om te voorkomen dat hij plakkerig wordt.
Temperatuur en timing zijn kritisch tijdens het mengen. Het rubber en de additieven worden gemengd onder gecontroleerde warmte, maar de fabriek moet voorkomen dat het te heet wordt. Oververhitting tijdens deze fase kan leiden tot voortijdige vulkanisatie (uitharding) van het rubber, wat de batch zou ruïneren. Ervaren operators of geautomatiseerde systemen houden de temperatuur en mengsnelheid van de mixer nauwlettend in de gaten. De output van dit stadium is een gelijkmatig gemengd rubbermengsel, meestal in de vorm van dikke vellen of plakken. Deze plakken zijn zwart of gebroken wit van kleur en hebben een deegachtige consistentie wanneer ze warm zijn. Zodra het mengsel homogeen is en kwaliteitscontroles heeft doorstaan (een monster kan bijvoorbeeld worden getest op hardheid of elasticiteit), is het klaar voor de volgende fase: het vormen tot schuimvellen die muismatten worden.
Schuimverwerking (de rubberbasis vormen)
Na het mengen moet de rubbersamenstelling worden gevormd tot het karakteristieke schuimvel dat een muismat zijn body geeft. In een professionele fabriek wordt dit schuimverwerking Het stadium bestaat vaak uit hitte, druk en soms chemische blaasmiddelen om een zachte, sponsachtige textuur te creëren. Er zijn twee veelgebruikte benaderingen:
- Samenpersen (plaatvulkanisatie): Het gemengde rubber wordt in grote platte mallen of op een transportband gelegd, vaak samen met de bovenste laag stof, en vervolgens onder hoge druk verhit. Bij één methode wordt het mengsel uitgesmeerd tot een vel en wordt er een laag polyesterweefsel op gelegd; het geheel wordt dan uitgehard in een hete pers. De hitte zorgt ervoor dat het rubber vulkaniseert (hard wordt) en uitzet tot een schuim, terwijl de druk ervoor zorgt dat het stevig aan de stof hecht. Dit is effectief laminaten de muismat in één stap, waarbij de stof en het rubber één geheel worden. Veel fabrikanten vermijden lijm in dit stadium - in plaats daarvan vertrouwen ze op het vulkanisatieproces om de lagen samen te smelten. De stof wordt aangebracht terwijl het rubber half gesmolten is; als het rubber uithardt en afkoelt, wordt de stof op zijn plaats vergrendeld. Dit zorgt voor een zeer duurzame verbinding zonder het gebruik van lijm (die giftig kan zijn of gevoelig voor delaminatie).
- Continu lamineren met rollen: In sommige gevallen hebben fabrieken continue productielijnen. Ze voeren het rubbermengsel door rollen om een doorlopend vel te vormen en voeren tegelijkertijd de stof in, waarbij ze verwarmde rollen of een oven gebruiken om het rubber uit te harden en de stof erop te persen. Het resultaat is een lange rol rubberschuim met een stoflaag, meestal in een standaardbreedte (bijv. 1-1,5 meter). Deze rol kan later in individuele pads worden gesneden. Veel middelgrote fabrikanten kopen voorgefabriceerde rollen gelamineerd muismatmateriaal en gaan direct over tot het afdrukken en snijden, maar grotere fabrikanten doen dit intern voor een betere kwaliteitscontrole.
Ongeacht de methode is het resultaat van schuimverwerking grote vellen (of rollen) muismatmateriaal: een sponsachtige rubberen basis die permanent aan een bovendoek is bevestigd. Deze vellen kunnen in algemene kleuren worden geproduceerd (vaak is het rubber zwart en de stof wit of zwart als het later bedrukt wordt). Fabrieksarbeiders knippen overtollige flash of ongelijke randen van de vellen. Op dit punt hebben we iets dat lijkt op een gigantische onbedrukte muismat. De dikte is consistent (gangbare diktes zijn 2mm, 3mm of 4mm) en het vel heeft het gewenste gevoel - flexibel, met goede grip aan de onderkant en een glad oppervlak aan de bovenkant.
Het oppervlakteontwerp afdrukken
Als het blanco materiaal voor de muismat klaar is (rubber gebonden aan stof), begint de fabriek met het bedrukken van het oppervlakontwerp. Hier wordt het logo, het artwork of een decoratief patroon van de klant aangebracht. Er worden een paar primaire drukmethoden gebruikt:

- Afdrukken met behulp van kleurstofsublimatie: Dit is erg populair voor ontwerpen in full-color, vooral bij muismatten voor games. Het proces bestaat uit het afdrukken van de gewenste afbeelding op speciaal transferpapier met sublimatie-inkten en vervolgens het gebruik van een grote hittepers om de afbeelding in de stof van de muismat te laten trekken. Onder hoge temperatuur verandert de inkt op het transferpapier in gas en dringt het door in de polyester stof van de muismat, waardoor deze permanent wordt geverfd. Sublimatie wordt gewaardeerd omdat het levendige afbeeldingen van fotokwaliteit oplevert die daadwerkelijk in de stof zijn ingebed - je voelt helemaal geen inkt op het oppervlak. De kleuren zijn duurzaam en barsten of vervellen niet omdat ze deel uitmaken van de stofvezels. In de fabriek kunnen de arbeiders een hele partij ontwerpen op transferpapier afdrukken, ze op de blanco witte kussentjes leggen en ze tegelijkertijd door een grootformaat hittepers halen, of ze een voor een doen voor kleinere oplagen. De temperatuur (~200°C) en tijd (ongeveer 30-60 seconden) worden zorgvuldig geregeld om een getrouwe kleurweergave te garanderen zonder het rubber te verschroeien.
- Zeefdruk: Voor eenvoudigere ontwerpen (zoals een bedrijfslogo in één kleur) of zeer grote productieseries is zeefdrukken een andere veelgebruikte techniek. Hierbij wordt een fijnmazig zeefdrukraster gemaakt van het ontwerp. De zeef wordt over het oppervlak van de muismat geplaatst en de inkt wordt door de zeef op de stof gedrukt. Fabrieken kunnen automatische zeefdrukmachines gebruiken die meerdere pads in één keer kunnen bedrukken (elke pad onder een zeefkop), wat efficiënt is voor afbeeldingen in één of twee kleuren. De gebruikte inkt is meestal een speciale stofinkt die aan het polyester hecht. Na het afdrukken gaan de tampons door een droogtunnel of worden ze aan de lucht gedroogd zodat de inkt uithardt en permanent wordt. Zeefdrukken creëren een dunne laag inkt bovenop de stof, die enigszins voelbaar is als hij dik is, maar kosteneffectief is voor eenvoudige jobs. Goed drogen is belangrijk om vlekken te voorkomen en ervoor te zorgen dat de print niet vervaagt of uitwast.
Sommige fabrieken gebruiken ook digitaal direct printen of UV-printen voor muismatten, waarbij inkjetprinters inkt rechtstreeks op de mat aanbrengen. Dit is minder gebruikelijk voor stoffen onderleggers (wordt vaker gebruikt voor harde onderleggers), maar kan gedetailleerde afbeeldingen produceren zonder transferpapier.
Na het afdrukken worden de pas gedecoreerde vellen of individuele kussentjes geïnspecteerd op afdrukkwaliteit. Technici controleren of de kleuren nauwkeurig en consistent zijn en of er geen drukfouten zijn (zoals verkeerde uitlijning, vlekken of onvolledige inktoverdracht). Bij sublimatie kan een vocht- of temperatuurprobleem een wazige afdruk of een lichte kleurverschuiving veroorzaken.
Snijden en kantafwerking
Zodra de afbeeldingen op de muismat zijn aangebracht, is de volgende stap het snijden van de grote vellen in individuele pads (tenzij ze één voor één werden gedrukt). Fabrieken hebben gespecialiseerde snijapparatuur voor deze taak. Voor standaardvormen (zoals rechthoeken en cirkels) is een veelgebruikte methode het gebruik van matrijzen met stalen regels in een hydraulische pers (stansen). De matrijs is een koekjesvormig mes dat de vorm van de muismat uit het vel stanst. Dit zorgt ervoor dat elke muismat precies even groot is met gladde, uniforme randen. Een andere methode is computergestuurd snijden: bijvoorbeeld met een CNC lasersnijder of messensnijder, wat vooral handig is voor aangepaste vormen of kleinere batches omdat er dan geen fysieke matrijs gemaakt hoeft te worden. Lasersnijden kan de randen mooi afsluiten, maar moet gekalibreerd worden zodat de stof niet verschroeit.
Snijden lijkt misschien eenvoudig, maar er zijn enkele interessante nuances. De richting waarin de pads van de rol of plaat worden gesneden, kan zowel het materiaalgebruik als de prestaties van de pad beïnvloeden. Fabrikanten plannen de lay-out van de snede om verspilling te minimaliseren, want ongebruikte openingen kosten geld. Zo kan het kiezen van een horizontale versus verticale opstelling op een rol 10-20% verschil in materiaalafval opleveren. Bovendien heeft de stof op muismatten een lichte “nerfrichting”. Fabrieken zijn zich ervan bewust dat als alle pads worden gesneden met de nerf in dezelfde richting, het glijgevoel consistent zal zijn. Als een partij 90 graden gedraaid is gesneden ten opzichte van een andere partij, kan de gebruiker een verschil voelen in de wrijving bij het bewegen van de muis. Een ervaren fabriek optimaliseert dus het snijpatroon voor zowel efficiëntie als productconsistentie.
Na het snijden worden de randen van elke muismat geïnspecteerd. In dit stadium krijgen sommige premium muismatten een randstiksel (ook bekend als inbinden). Hierbij naait een naaimachine een dunne nylondraad rond de omtrek van het kompres. Het stikwerk aan de randen versterkt het kompres en voorkomt dat de stoflaag na verloop van tijd gaat rafelen of afbladdert. Niet alle kompressen hebben dit (het maakt ze duurder), maar veel gaming-kwaliteit kompressen wel. Fabrieken die gestikte randen aanbieden, laten dit onmiddellijk na het snijden doen door arbeiders of geautomatiseerde naaimachines. Het is een delicaat proces om er zeker van te zijn dat het stiksel gelijkmatig is en niet afwijkt van het bedrukte gebied. Merk op dat of de tampon voor of na het drukken wordt gestikt, zorgvuldig wordt gepland; sommige fabrikanten drukken eerst af en stikken dan, terwijl anderen een blanco tampon stikken en dan over de steken heen afdrukken.
Aan het einde van het snijden (en stikken indien van toepassing) hebben we individuele muismatten in hun uiteindelijke vorm. Ze worden opgestapeld en zijn klaar voor een strenge inspectie voordat ze worden verpakt.
Kwaliteitscontrole (QC) en inspectie
Elke muismat, vooral bij een bulkbestelling, ondergaat kwaliteitscontrole controles om er zeker van te zijn dat het voldoet aan de vereiste normen en specificaties. Fabrieken zijn er trots op dat ze eventuele defecten opsporen voordat de producten worden verzonden. QC voor muismatten omvat zowel visuele inspecties als fysieke tests:
- Visuele inspectie en inspectie van de afmetingen: Getrainde inspecteurs of machines meten de lengte, breedte en dikte van willekeurige monsters om er zeker van te zijn dat elke pad binnen de tolerantie overeenkomt met de bedoelde maat. Ze controleren ook of de vorm correct is (de hoeken zijn bijvoorbeeld goed afgerond als het een rechthoek is, of de cirkel is perfect rond). Het oppervlak wordt onder goede verlichting onderzocht op eventuele drukfouten, verkleuringen of vlekken. Logo's en ontwerpen moeten scherp zijn en correct uitgelijnd. Als een onderlegger ook maar een beetje afwijkt van het middelpunt van een afbeelding die een klant zou opmerken, kan het worden geweigerd. De randen worden gecontroleerd op gladheid - geen inkepingen of onvolledige sneden. Bij gestikte randen zorgt QC ervoor dat er geen losse draden of gemiste steken zijn. Met hulpmiddelen zoals schuifmaten en meetmallen zorgt de fabriek voor consistentie in de hele batch.

Naast het uiterlijk en de grootte voeren fabrieken een reeks tests uit op voorbeeldkussens om de prestaties te garanderen:
- Vlakheid van het oppervlak en hechting: Eén controle is de vlakheid van het oppervlak - de pad moet plat op een bureau liggen zonder te krullen. Inspecteurs kunnen het kompres op een vlakke tafel leggen om te zien of alle randen het oppervlak raken (niet kromtrekken). Ze trekken ook voorzichtig aan de stof aan de randen om er zeker van te zijn dat de stof goed vastzit (er mogen geen opstijvingen of luchtbellen zijn waar de stof loskomt van het rubber).
- Rubberhardheid en elasticiteit: Sommige fabrieken gebruiken durometers om de hardheid/zachtheid van het schuim te meten. Als de specificatie bijvoorbeeld 60 Shore A is, bevestigen ze dat de partij in dat bereik ligt. Ze kunnen de pad ook buigen en buigen - een goede pad moet buigen zonder te barsten en plat terugveren. Elasticiteitstests zorgen ervoor dat de mat niet te stijf of te slap is voor het comfort van de gebruiker.
- Duurzaamheidstests: Om langdurig gebruik te simuleren, worden de voorbeeldkussentjes onderworpen aan schuurtests (een machine kan herhaaldelijk met een verzwaard voorwerp over het oppervlak wrijven om te zien of de bedrukking slijt of de stof pillen vertoont). Ze kunnen ook een wastest uitvoeren als de pads als wasbaar worden geadverteerd. Sommige labo's binnen de fabriek voeren milieuverouderingstests uit: bijvoorbeeld een kompres verwarmen tot een hoge temperatuur en dan afkoelen om te controleren of er geen delaminatie optreedt, of controleren of er geen sterke geur vrijkomt bij warme temperaturen (een veelvoorkomende vereiste voor rubberproducten). In het hogere productiesegment kunnen testen op waterbestendigheid (water op het oppervlak morsen om te zien of het er doorheen sijpelt of dat de coating het afstoot) en zelfs chemische weerstand (zoals zweet of oplosmiddelen) worden uitgevoerd. Deze tests worden vaak uitgevoerd op voorbeeldkussentjes van de batch, niet op elke eenheid, om het proces te valideren.
Pas als een batch al deze controlepunten heeft doorstaan, wordt de order verpakt. Elke pad die niet voldoet - of het nu een misdruk, een verkeerde maat of een ander defect is - wordt meestal verwijderd. De fabriek kan deze recyclen door de stof te strippen om rubber terug te winnen, of ze worden weggegooid. Voor een grote bulkorder bereidt de fabrikant een kwaliteitsverslag met de resultaten van belangrijke inspecties. Dit niveau van QC zorgt ervoor dat B2B-klanten muismatten ontvangen die uniform zijn en voldoen aan de beloofde specificaties wat betreft grootte, uiterlijk en gevoel.
Verpakking
Na inspectie zijn de onberispelijke muismatten klaar om verpakt te worden. Een goede verpakking in een muismattenfabriek dient twee doelen: het product beschermen en voldoen aan de merk-/marketingvereisten.

In de verpakkingszone zorgen de arbeiders (die vaak handschoenen dragen om te vermijden dat er vlekken op de verse matten komen) er eerst voor dat elke mat schoon is - soms vegen ze stof weg. De standaardpraktijk is om elke muismat te verpakken in een individuele plastic polyzak. Deze duidelijke OPP zakken houden de pads vrij van vocht en vuil tijdens het transport. Voor detailhandelorders kan de fabriek in deze zakken papieren ruggen of voorbladen met merknaam, productinformatie of barcodes plaatsen. Sommige klanten kiezen voor een op maat bedrukte doos voor elk kompres in plaats van een polybag; in die gevallen wordt het vlakke kompres in een nauwsluitende kartonnen doos met aantrekkelijke afbeeldingen gestoken. (Dergelijke aangepaste verpakkingen vereisen meestal hogere bestelhoeveelheden omwille van de MOQ's bij het drukken).
De pads worden geteld en gegroepeerd zoals vereist (bijvoorbeeld 50 pads per binnendoos, of wat de klant ook vraagt). Het team plaatst ze in verzenddozen, stevige golfkartonnen dozen. In de dozen kunnen extra voorzorgsmaatregelen zoals silicagelzakjes (om de vochtigheid te controleren) of noppenfolie worden aangebracht, vooral als de pads elektronica bevatten (zoals een RGB-verlichtingsmuismat met een USB-module) of als ze over lange afstanden over zee worden vervoerd. Fabrieken ontwerpen de verpakking zo dat de pads perfect passen zonder te rammelen. Een goed ontworpen verpakking voorkomt vouwen of deuken - belangrijk omdat een vouw in een muismat de vlakheid ervan kan ruïneren.
Op de buitenkant van de dozen worden etiketten aangebracht waarop het product, de hoeveelheid, het gewicht en de hanteringsinstructies staan vermeld (bijv. “Niet hoger stapelen dan X”, “Droog bewaren”). Verpakkingen zijn niet alleen functioneel; fabrikanten weten dat aantrekkelijke, informatieve verpakkingen waarde toevoegen voor klanten. Daarom werken ze vaak samen met de klant aan het ontwerp en de specificaties van de verpakking voordat deze wordt geproduceerd. Uiteindelijk is de verpakking esthetisch aantrekkelijk en beschermt ze de muismatten tijdens het transport, waarbij een evenwicht wordt gevonden tussen vorm en functie.
Verzending en logistiek
De laatste fase in de fabriek is het coördineren van de verzending en logistiek om de muismatten bij de klant af te leveren, die zich aan de andere kant van de wereld kan bevinden. Zodra de dozen zijn verzegeld en gepalletiseerd (op pallets gestapeld en ingepakt, als het om een grote zending gaat), neemt het logistieke team van de fabriek het over. Zij plannen afhalingen bij vrachtvervoerders of regelen het laden van containers voor verzending over zee, afhankelijk van de overeengekomen verzendmethode (luchtvracht voor snelle levering, zeevracht voor voordelige tarieven voor grote volumes of zelfs koeriersdienst voor kleinere partijen).
Voordat de goederen de fabriek verlaten, controleert de fabriek alle tellingen aan de hand van de inkooporder. Er wordt documentatie voorbereid, waaronder paklijsten, commerciële facturen en eventueel benodigde certificaten (bijvoorbeeld materiaalveiligheidsgegevens indien vereist, of douanepapieren). Betrouwbare fabrikanten implementeren verschillende beschermende maatregelen tijdens transport - het gebruik van vochtwerende voeringen in containers bij vervoer over zee (om vochtschade te voorkomen), ervoor zorgen dat pallets goed worden vastgezet en soms zelfs het plaatsen van dataloggers om de omstandigheden van de lading te controleren.
Het is vermeldenswaard dat de eigenlijke productie van muismatten meestal snel verloopt - een goed uitgeruste fabriek kan gemakkelijk enkele duizenden matten in een week produceren. De totale levertijd is echter afhankelijk van factoren die verder gaan dan alleen de snelheid van de fabriek. Voorafgaande processen zoals de goedkeuring van monsters, de bevestiging van illustraties en de inkoop van grondstoffen kunnen dagen of weken in beslag nemen voordat de massaproductie start. Het inkopen van dozen met een aangepaste bedrukking kan bijvoorbeeld een doorlooptijd hebben of het wachten op de goedkeuring van een pre-productiemonster door een klant kan het schema onderbreken. Een ervaren fabriek zal deze stappen duidelijk communiceren om de verwachtingen te managen. Ze voeren vaak verschillende fases parallel uit (terwijl de eerste batch pads wordt gedrukt, kunnen de eerdere al bezig zijn met snijden of QC) om de totale tijdlijn te verkorten.
Om een duidelijker idee te geven, volgt hier een typische tijdsindeling van bestelling tot verzending voor de productie van muismatten in bulk, ervan uitgaande dat alle materialen en goedkeuringen klaar zijn:
| Productiefase | Geschatte duur (voor een grote bestelling) |
|---|---|
| Aanschaf en voorbereiding van materiaal | 3-5 dagen (indien niet al op voorraad) |
| Rubberlaminaat (schuim+stof) | ~2 dagen (intern of uitbesteed) |
| Afdrukken (en droogtijd) | 3-4 dagen (voor sublimatie in kleur) |
| Snijden (en randen stikken) | 1-2 dagen (kan overlappen met afdrukken) |
| Kwaliteitscontrole | 1 dag (grondige partijinspectie) |
| Verpakking en verzending | 1 dag (inpakken en ophalen) |
| Totale typische levertijd: | ~7-14 dagen productie + verzending |
Deze tijdlijn kan overlappen en varieert per fabriek; een spoedbestelling kan soms nog sneller worden uitgevoerd door elke stap te versnellen, terwijl een complexe bestelling (zeer grote hoeveelheid of meerdere ontwerpen) langer kan duren. De verzending zelf voegt daar nog transittijd aan toe (bijv. zeevracht 3-6 weken, luchtvracht 3-7 dagen). Het belangrijkste is dat efficiënte fabrieken de workflow optimaliseren zodat de klant zijn bulkorder op tijd ontvangt zonder dat dit ten koste gaat van de kwaliteit.
Samengevat, binnen een muismattenfabriek Elke fase wordt met precisie uitgevoerd: van het formuleren van de rubbersamenstelling en het versmelten met stof, tot het aanbrengen van high-definition prints, tot het op de millimeter nauwkeurig snijden en het handmatig en machinaal controleren van elke pad. Door dit proces te begrijpen, kunnen B2B-klanten de waarde van een bekwame fabrikant beter inschatten en ervoor zorgen dat hun muismat op maat bestellingen worden van begin tot eind consistent, kosteneffectief en met hoge kwaliteit geproduceerd. Met ervaring, expertise en strenge kwaliteitsnormen bij elke stap, zet een eersteklas fabriek ruw rubber en rollen stof om in duizenden onberispelijke muismatten, klaar voor verzending naar de wereld.
