
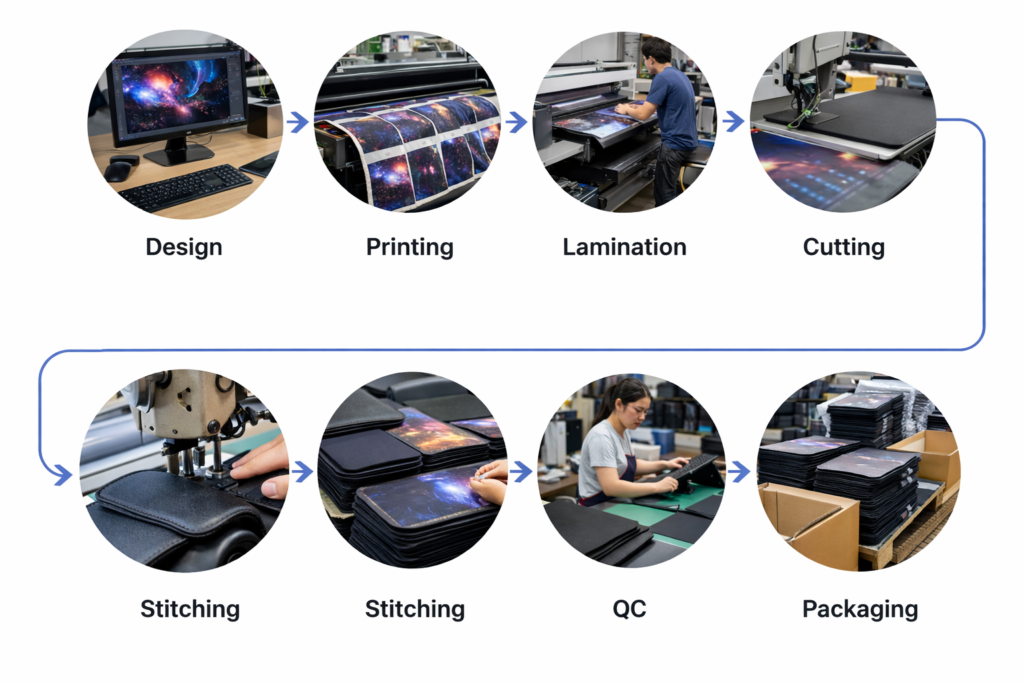
Wraz ze wzrostem globalnego popytu na podkładki pod mysz do gier, firmy często szukają niezawodnych rozwiązań. producent podkładek pod mysz do produkcji dużych zamówień. Jeśli szukasz masowa podkładka pod mysz dostawca lub planujący niestandardowa podkładka pod mysz aby zrozumieć, jak te produkty są wytwarzane na poziomie fabryki. Poniższe sekcje przedstawiają każdy etap produkcji - wybór materiału, mieszanie gumy, przetwarzanie pianki, drukowanie, cięcie, kontrolę jakości, pakowanie i wysyłkę - zapewniając szczegółową, fabryczną perspektywę procesu produkcji podkładek pod mysz.
Podsumowanie
- Zintegrowana produkcja: Nowoczesne fabryki często zajmują się wszystkim we własnym zakresie, od mieszania pianki gumowej po końcowe pakowanie, zapewniając kontrolę jakości na każdym etapie. Współpraca z producentem, który kontroluje cały proces, pomaga zachować spójność w przypadku zamówień masowych.
- Materiały wysokiej jakości: Proces rozpoczyna się od wyboru wysokiej jakości surowców. Naturalna lub syntetyczna guma jest wybierana jako podstawa (każda z nich ma swoje zalety w zakresie elastyczności i trwałości), a specjalistyczna tkanina (zazwyczaj poliester) na powierzchnię, która przyjmuje żywe wydruki.
- Precyzyjny proces: Surowa guma jest mieszana z dodatkami, a następnie wulkanizowany w arkusze pianki, często jednocześnie laminowane termicznie z warstwą tkaniny, aby uniknąć klejów. Po utwardzeniu duże arkusze są zadrukowywane niestandardowymi wzorami (za pomocą sublimacji lub sitodruku) i cięte na wymiar za pomocą precyzyjnych matryc lub laserów. Opcjonalnie można dodać szwy na krawędziach dla dodatkowej trwałości.
- Dokładna kontrola jakości: Każda podkładka jest sprawdzana pod kątem rozmiaru, płaskości, wyrazistości druku i przyczepności. Producenci przeprowadzają również testy zużycia, elastyczności i odporności na warunki środowiskowe, aby zapewnić, że podkładki spełniają standardy wydajności klientów B2B.
- Opakowanie zbiorcze i wysyłka: Gotowe podkładki pod mysz są pakowane w torby ochronne lub niestandardowe pudełka, a następnie pakowane w kartony zbiorcze gotowe do wysyłki. Fabryki projektują opakowania w celu zabezpieczenia podkładek podczas transportu. Efektywne planowanie logistyczne i komunikacja zapewniają, że nawet duże zamówienia masowe są wysyłane zgodnie z harmonogramem, a harmonogramy są optymalizowane poprzez nakładanie się etapów produkcji tam, gdzie to możliwe.
Zanurzmy się teraz głębiej w każdy etap procesu produkcyjnego, aby zobaczyć, co tak naprawdę dzieje się w fabryce podkładek pod mysz.
Wybór materiału
Wybór odpowiednich materiałów jest podstawą wysokiej jakości podkładki pod mysz. Fabryki zazwyczaj zaopatrują się w dwa podstawowe komponenty: gumę na podstawę i tkaninę na górną powierzchnię. Gumowa podstawa: Producenci mogą wykorzystywać naturalną gumę pochodzącą z drzew lub syntetyczne mieszanki gumowe (takie jak neopren lub SBR). Kauczuk naturalny oferuje doskonałą elastyczność i przyczepność, podczas gdy guma syntetyczna zapewnia lepszą odporność na starzenie i często niższy koszt. W obu przypadkach guma jest zwykle formułowana jako miękka pianka gąbczasta która nadaje podkładce właściwości amortyzujące i antypoślizgowe. Powierzchnia tkaniny: Na wierzch najczęściej stosuje się ciasno tkaną tkaninę poliestrową. Poliester jest idealny, ponieważ może być sublimowany z grafiką o wysokiej rozdzielczości i dobrze wiąże się z gumą podczas utwardzania. Splot tkaniny (tekstura) jest wybierany na podstawie pożądanego poślizgu myszy: drobny splot dla szybkości lub bardziej szorstki splot dla kontroli. Inne materiały, takie jak lycra lub mikrofibra, mogą być używane do specjalnych podkładek, ale kluczem jest to, że tkanina musi być trwała i zdolna do przyjmowania atramentu lub barwnika bez blaknięcia.

Podczas przyjmowania materiałów przeprowadzane są kontrole jakości. Partie gumy są sprawdzane pod kątem czystości i konsystencji (brak nadmiernego zapachu lub zanieczyszczeń), a rolki tkanin są sprawdzane pod kątem równomiernej tekstury i braku wad. Wysokiej jakości materiały wejściowe stanowią podstawę płynnej produkcji. W niektórych zaawansowanych fabrykach materiały są nawet formowane na zamówienie: na przykład zamawianie gumy o określonej twardości lub tkaniny o określonej liczbie nitek, aby spełnić wymagania klienta. Ten nacisk na jakość materiału i dostosowanie na początku gwarantuje, że ostateczna podkładka pod mysz spełni oczekiwania dotyczące wydajności.
Mieszanie gumy
Po wybraniu surowej gumy (naturalnej lub syntetycznej), fabryka przechodzi do mieszania i łączenia jej w użyteczną formułę. Mieszanie gumy jest zwykle wykonywany w mieszalniku przemysłowym (takim jak mieszalnik Banbury lub młyn dwuwalcowy), w którym surowa guma jest łączona z różnymi dodatkami. Dodatki te obejmują wypełniacze (w celu wzmocnienia gumy), plastyfikatory (w celu dostosowania elastyczności), oraz środki wulkanizujące takie jak siarka lub nadtlenki (które później pomogą utwardzić gumę do postaci stałej). Dokładna receptura - często nazywana formuła - jest zaprojektowany przez chemików producenta w celu osiągnięcia pożądanej twardości, elastyczności i trwałości podstawy podkładki pod mysz. Na przykład, bardziej miękka podkładka może zawierać więcej plastyfikatora zapewniającego elastyczność, podczas gdy podkładka przeznaczona do ciepłego klimatu może zawierać stabilizatory zapobiegające jej lepkości.
Temperatura i czas mają kluczowe znaczenie podczas mieszania. Guma i dodatki są mieszane w kontrolowanej temperaturze, ale fabryka nie może dopuścić do zbyt wysokiej temperatury. Przegrzanie na tym etapie może spowodować przedwczesną wulkanizację (utwardzanie) gumy, co zrujnowałoby partię. Wykwalifikowani operatorzy lub zautomatyzowane systemy ściśle monitorują temperaturę mieszalnika i prędkość mieszania. Rezultatem tego etapu jest jednolicie wymieszana mieszanka gumowa, zwykle w postaci grubych arkuszy lub płyt. Płyty te są koloru czarnego lub białawego i mają konsystencję ciasta, gdy są ciepłe. Gdy mieszanka jest jednorodna i przeszła kontrolę jakości (na przykład próbka może zostać przetestowana pod kątem twardości lub elastyczności), jest gotowa do następnego etapu: formowania jej w arkusze pianki, które staną się podkładkami pod mysz.
Przetwarzanie pianki (formowanie gumowej podstawy)
Po wymieszaniu, mieszanka gumowa musi zostać uformowana w charakterystyczny arkusz pianki, który nadaje podkładce pod mysz jej kształt. W profesjonalnej fabryce proces ten przetwarzanie pianki etap często obejmuje ciepło, ciśnienie, a czasami chemiczne środki porotwórcze w celu uzyskania miękkiej, gąbczastej tekstury. Istnieją dwa popularne podejścia:
- Formowanie tłoczne (wulkanizacja arkuszy): Wymieszana guma jest umieszczana w dużych płaskich formach lub na przenośniku, często razem z górną warstwą tkaniny, a następnie podgrzewana pod wysokim ciśnieniem. W jednej z metod mieszanka jest rozprowadzana w arkuszu, a na wierzchu układana jest warstwa tkaniny poliestrowej; zespół jest następnie utwardzany w prasie na gorąco. Ciepło powoduje, że guma wulkanizuje (twardnieje) i rozszerza się w piankę, podczas gdy ciśnienie zapewnia jej mocne połączenie z tkaniną. To skutecznie laminaty Podkładka pod mysz powstaje w jednym etapie, w którym tkanina i guma stają się jednym elementem. Warto zauważyć, że wielu producentów unika kleju na tym etapie - zamiast tego polegają na procesie wulkanizacji w celu połączenia warstw. Tkanina jest nakładana, gdy guma jest na wpół stopiona; gdy guma utwardza się i stygnie, blokuje tkaninę na miejscu. Daje to bardzo trwałe połączenie bez użycia klejów (które mogą być toksyczne lub podatne na rozwarstwienie).
- Laminowanie ciągłe rolkowe: W niektórych przypadkach fabryki mają ciągłe linie produkcyjne. Podają one mieszankę gumową przez rolki, tworząc ciągły arkusz i jednocześnie podają tkaninę, używając podgrzewanych rolek lub pieca do utwardzania gumy i dociskania tkaniny. Produktem wyjściowym jest długa rolka pianki gumowej pokrytej tkaniną, zazwyczaj o standardowej szerokości (np. 1-1,5 metra). Rolka ta może być później pocięta na pojedyncze podkładki. Wielu średniej wielkości producentów zaopatruje się w gotowe laminowane rolki materiału podkładek pod mysz i przechodzi bezpośrednio do drukowania i cięcia, ale więksi producenci robią to we własnym zakresie dla lepszej kontroli jakości.
Niezależnie od metody, wynikiem przetwarzania pianki są duże arkusze (lub rolki) materiału podkładki pod mysz: gąbczasta gumowa podstawa trwale połączona z wierzchnią tkaniną. Arkusze te mogą być produkowane w ogólnych kolorach (często guma jest czarna, a tkanina jest biała lub czarna, jeśli nadruk zostanie wykonany później). Pracownicy fabryki odetną nadmiar błysku lub nierówne krawędzie arkuszy. W tym momencie mamy coś, co wygląda jak gigantyczna, niezadrukowana podkładka pod mysz. Grubość jest spójna (typowe grubości to 2 mm, 3 mm lub 4 mm), a arkusz ma pożądane odczucia - elastyczny, z dobrą przyczepnością na spodzie i gładką powierzchnią na górze.
Drukowanie projektu powierzchni
Po przygotowaniu czystego materiału podkładki pod mysz (guma połączona z tkaniną), fabryka przechodzi do drukowania wzoru powierzchni. W tym miejscu nanoszone jest logo klienta, grafika lub dowolny wzór dekoracyjny. Istnieje kilka podstawowych metod drukowania:

- Druk sublimacyjny: Jest to bardzo popularne w przypadku pełnokolorowych wzorów, zwłaszcza w przypadku podkładek pod mysz do gier. Proces ten polega na wydrukowaniu pożądanego obrazu na specjalnym papierze transferowym przy użyciu atramentów sublimacyjnych, a następnie użyciu dużej prasy termicznej do wtłoczenia obrazu w materiał podkładki pod mysz. Pod wpływem wysokiej temperatury atrament na papierze transferowym zamienia się w gaz i przenika przez poliestrową tkaninę podkładki, trwale ją barwiąc. Sublimacja jest ceniona, ponieważ daje żywe, fotograficznej jakości obrazy, które są faktycznie osadzone w tkaninie - w ogóle nie czuć atramentu na powierzchni. Kolory są trwałe i nie pękają ani nie łuszczą się, ponieważ są częścią włókien tkaniny. W fabryce pracownicy mogą wydrukować całą partię wzorów na papierze transferowym, położyć je na pustych białych podkładkach i przepuścić je jednocześnie przez wielkoformatową prasę termiczną lub wykonać je pojedynczo dla mniejszych serii. Temperatura (~200°C) i czas (około 30-60 sekund) są dokładnie kontrolowane, aby zapewnić wierne odwzorowanie kolorów bez przypalania gumy.
- Sitodruk: W przypadku prostszych projektów (takich jak jednokolorowe logo firmy) lub bardzo dużych serii produkcyjnych, sitodruk jest kolejną popularną techniką. W tym przypadku wykonywany jest szablon z drobną siatką. Sito jest umieszczane nad powierzchnią podkładki pod mysz, a tusz jest przeciskany przez siatkę na tkaninę. Fabryki mogą korzystać z automatycznych maszyn do sitodruku, które mogą drukować wiele podkładek za jednym razem (każda podkładka pod głowicą sita), co jest skuteczne w przypadku grafiki jedno- lub dwukolorowej. Używany atrament jest zwykle specjalnym atramentem do tkanin, który przylega do poliestru. Po wydrukowaniu podkładki przechodzą przez tunel suszący lub są pozostawiane do wyschnięcia na powietrzu, dzięki czemu atrament utwardza się i staje się trwały. Sitodruk tworzy cienką warstwę atramentu na wierzchu tkaniny, która może być lekko wyczuwalna, jeśli jest gruba, ale jest opłacalna w przypadku prostych zadań. Prawidłowe suszenie jest ważne, aby uniknąć rozmazywania i zapewnić, że nadruk nie wyblaknie ani nie zmyje się.
Niektóre fabryki stosują również bezpośredni druk cyfrowy lub druk UV dla podkładek pod mysz, gdzie drukarki atramentowe osadzają atrament bezpośrednio na podkładce. Są one mniej powszechne w przypadku podkładek z tkaniny (częściej używane do podkładek o twardej powierzchni), ale mogą tworzyć szczegółowe obrazy bez papieru transferowego.
Po wydrukowaniu, nowo udekorowane arkusze lub pojedyncze tampony przechodzą kontrolę jakości druku. Technicy sprawdzają, czy kolory są dokładne i spójne oraz czy nie ma wad druku (takich jak niewspółosiowość, plamy lub niepełny transfer atramentu). W przypadku sublimacji, jeśli wystąpi jakikolwiek problem z wilgocią lub temperaturą, może to spowodować rozmycie druku lub niewielkie przesunięcie kolorów, więc są one filtrowane na tym etapie.
Cięcie i wykańczanie krawędzi
Po naniesieniu grafiki na podkładkę pod mysz, kolejnym krokiem jest pocięcie dużych arkuszy na pojedyncze podkładki (chyba, że były one drukowane pojedynczo). Fabryki dysponują specjalistycznym sprzętem do tego zadania. W przypadku standardowych kształtów (takich jak prostokąty i koła), powszechną metodą jest użycie stalowych matryc w prasie hydraulicznej (sztancowanie). Wykrojnik jest podobny do noża do ciastek, który wycina kształt podkładki pod mysz z arkusza. Dzięki temu każda podkładka ma dokładnie taki sam rozmiar i gładkie, jednolite krawędzie. Inną metodą jest cięcie sterowane komputerowo: na przykład za pomocą wycinarki laserowej CNC lub wycinarki nożowej, co jest szczególnie przydatne w przypadku niestandardowych kształtów lub mniejszych partii, ponieważ nie wymaga wykonywania fizycznej matrycy. Cięcie laserowe może ładnie uszczelnić krawędzie, ale musi być skalibrowane, aby nie przypalić tkaniny.
Cięcie może wydawać się proste, ale istnieją pewne interesujące niuanse. Orientacja, w jakiej podkładki są wycinane z rolki lub arkusza, może wpływać zarówno na zużycie materiału, jak i wydajność podkładki. Producenci planują układ cięcia, aby zminimalizować ilość odpadów, ponieważ niewykorzystane luki kosztują. Na przykład wybór poziomego lub pionowego układu na rolce może skutkować różnicą 10-20% w ilości odpadów materiałowych. Co więcej, tkanina na podkładkach pod mysz ma niewielki kierunek “ziarna”. Fabryki są świadome, że jeśli wszystkie podkładki są cięte z ziarnem biegnącym w ten sam sposób, odczucie poślizgu będzie spójne. Jeśli jedna partia została wycięta obrócona o 90 stopni w stosunku do innej, użytkownik może odczuć różnicę w tarciu ruchu myszy. Dlatego doświadczona fabryka optymalizuje wzór cięcia zarówno pod kątem wydajności, jak i spójności produktu.
Po wycięciu, krawędzie każdej podkładki są sprawdzane. Na tym etapie niektóre podkładki pod mysz klasy premium otrzymują szwy krawędziowe (znany również jako wiązanie). Polega to na tym, że maszyna do szycia zszywa cienką nylonową nić wokół obwodu poduszki. Zszywanie krawędzi wzmacnia podkładkę, zapobiegając strzępieniu się lub łuszczeniu warstwy tkaniny w miarę upływu czasu. Nie wszystkie podkładki mają takie rozwiązanie (co zwiększa ich koszt), ale wiele podkładek gamingowych je posiada. W fabrykach, które oferują zszywane krawędzie, pracownicy lub zautomatyzowane maszyny do szycia robią to natychmiast po cięciu. Jest to delikatny proces, który zapewnia, że szwy są równe i nie przesuwają się na zadrukowany obszar. Należy pamiętać, że to, czy podkładka jest zszywana przed, czy po wydrukowaniu, jest starannie planowane; niektórzy producenci najpierw drukują, a następnie zszywają, podczas gdy inni zszywają pustą podkładkę, a następnie drukują na szwach - każde podejście wiąże się z kompromisami w zakresie wyrównania grafiki i płaskości.
Po zakończeniu cięcia (i zszywania, jeśli ma to zastosowanie), poszczególne podkładki pod mysz uzyskują swój ostateczny kształt. Są one układane w stosy i gotowe do rygorystycznej kontroli przed zapakowaniem.
Kontrola jakości (QC) i inspekcja
Każda podkładka pod mysz, zwłaszcza w przypadku zamówień zbiorczych, jest poddawana kontrola jakości kontrole, aby upewnić się, że spełnia wymagane standardy i specyfikacje. Fabryki szczycą się wychwytywaniem wszelkich wad przed wysyłką produktów. Kontrola jakości podkładek pod mysz obejmuje zarówno kontrole wizualne, jak i testy fizyczne:
- Kontrola wizualna i wymiarowa: Przeszkoleni inspektorzy lub maszyny mierzą długość, szerokość i grubość losowych próbek, aby upewnić się, że każda podkładka odpowiada zamierzonemu rozmiarowi w granicach tolerancji. Weryfikują również poprawność kształtu (na przykład, czy rogi są odpowiednio zaokrąglone, jeśli jest to prostokąt, lub czy okrąg jest idealnie okrągły). Powierzchnia jest sprawdzana przy dobrym oświetleniu pod kątem błędów druku, przebarwień lub skaz. Logotypy i projekty muszą być ostre i odpowiednio wyrównane. Jeśli podkładka ma nawet niewielką niecentryczność grafiki, którą zauważyłby klient, może zostać odrzucona. Krawędzie są sprawdzane pod kątem gładkości - brak nacięć lub niekompletnych cięć. W przypadku zszytych krawędzi, QC zapewnia, że nie ma luźnych nici lub pominiętych szwów. Korzystając z narzędzi takich jak suwmiarki i przyrządy pomiarowe, fabryka zapewnia spójność całej partii.

Poza wyglądem i rozmiarem, fabryki przeprowadzają szereg testów na próbkach, aby zagwarantować wydajność:
- Płaskość powierzchni i przyczepność: Jednym ze sprawdzianów jest płaskość powierzchni - podkładka powinna leżeć płasko na biurku bez zwijania się. Inspektorzy mogą umieścić podkładkę na płaskim stole, aby sprawdzić, czy wszystkie krawędzie stykają się z powierzchnią (bez wypaczeń). Delikatnie odklejają również tkaninę na krawędziach, aby upewnić się, że jest ściśle związana (nie powinno być podnoszenia ani pęcherzyków powietrza w miejscach, w których tkanina oddziela się od gumy).
- Twardość i elastyczność gumy: Niektóre fabryki używają twardościomierzy do pomiaru twardości/miękkości pianki. Jeśli specyfikacja wynosiła, powiedzmy, 60 Shore A, potwierdzają, że partia mieści się w tym zakresie. Mogą również zginać i wyginać podkładkę - dobra podkładka powinna zginać się bez pękania i sprężynować z powrotem na płasko. Testy elastyczności zapewniają, że podkładka nie jest zbyt sztywna lub zbyt wiotka dla wygody użytkownika.
- Testy trwałości: Aby zasymulować długotrwałe użytkowanie, przykładowe podkładki poddawane są testom ścieralności (maszyna może wielokrotnie pocierać powierzchnię obciążonym przedmiotem, aby sprawdzić, czy nadruk się ściera lub czy tkanina się mechaci). Mogą również wykonać test prania, jeśli podkładki są reklamowane jako nadające się do prania. Niektóre laboratoria w fabryce przeprowadzają starzenie środowiskowe: na przykład podgrzewają podkładkę do wysokiej temperatury, a następnie chłodzą ją, aby upewnić się, że nie ulega rozwarstwieniu, lub sprawdzają, czy nie wydziela się silny zapach w wysokich temperaturach (powszechny wymóg dla produktów gumowych). W przypadku produkcji wyższej klasy można przeprowadzić testy odporności na wodę (rozlanie wody na powierzchnię w celu sprawdzenia, czy przesiąka lub czy powłoka ją odpycha), a nawet odporności chemicznej (takiej jak pot lub rozpuszczalniki). Testy te są często przeprowadzane na próbkach z partii, a nie na każdej jednostce, w celu walidacji procesu.
Dopiero gdy partia przejdzie wszystkie te punkty kontrolne, zamówienie zostanie przekazane do pakowania. Każda podkładka, która zawiedzie - niezależnie od tego, czy jest to błędny nadruk, niewłaściwy rozmiar, czy ma jakąkolwiek wadę - jest zazwyczaj usuwana. Fabryka może poddać je recyklingowi poprzez usunięcie tkaniny w celu odzyskania gumy lub są one wyrzucane. W przypadku dużych zamówień hurtowych, producent przygotowuje raport jakości który zawiera wyniki kluczowych inspekcji. Ten poziom kontroli jakości gwarantuje, że klienci B2B otrzymują podkładki pod mysz, które są jednolite i spełniają obiecane specyfikacje pod względem rozmiaru, wyglądu i dotyku.
Opakowanie
Po inspekcji, nieskazitelne podkładki pod mysz są gotowe do zapakowania. Dobre opakowanie w fabryce podkładek pod mysz służy dwóm celom: ochronie produktu i dostosowaniu do wymagań brandingowych/marketingowych.

W obszarze pakowania pracownicy (często w rękawiczkach, aby uniknąć rozmazywania świeżych podkładek) najpierw upewniają się, że każda podkładka jest czysta - czasami wycierając kurz. Standardową praktyką jest pakowanie każdej podkładki pod mysz w pojedyncza plastikowa torebka. Te wyraźne Torby OPP chronią podkładki przed wilgocią i brudem podczas transportu. W przypadku zamówień zorientowanych na sprzedaż detaliczną, fabryka może włożyć papierowe podkładki lub karty nagłówkowe do tych toreb z brandingiem, informacjami o produkcie lub kodami kreskowymi. Niektórzy klienci decydują się na niestandardowe drukowane pudełko dla każdej podkładki zamiast torebki foliowej; w takich przypadkach płaska podkładka jest wkładana do wygodnego kartonowego pudełka z atrakcyjną grafiką. (Tworzenie takich niestandardowych opakowań zwykle wymaga większych ilości zamówień ze względu na drukowanie MOQ).
Podkładki są liczone i grupowane zgodnie z wymaganiami (na przykład 50 podkładek w kartonie wewnętrznym lub zgodnie z życzeniem klienta). Zespół umieści je w kartonach wysyłkowych, które są wytrzymałymi pudełkami z tektury falistej. Wewnątrz kartonów można dodać dodatkowe środki ostrożności, takie jak pakiety żelu krzemionkowego (do kontroli wilgotności) lub warstwy folii bąbelkowej, zwłaszcza jeśli podkładki mają elektronikę (jak podkładka pod mysz z oświetleniem RGB, która zawiera moduł USB) lub jeśli są wysyłane na duże odległości drogą morską. Fabryki projektują opakowania w taki sposób, aby podkładki idealnie do siebie pasowały i nie grzechotały. Dobrze zaprojektowane opakowanie zapobiega zagnieceniom lub wgnieceniom - jest to ważne, ponieważ zagniecenie podkładki pod mysz może zrujnować jej płaskość.
Na zewnętrznej stronie kartonów umieszczane są etykiety wskazujące produkt, ilość, wagę i instrukcje obsługi (np. “Nie układać w stosy o wysokości większej niż X”, “Przechowywać w suchym miejscu”). Opakowanie to nie tylko funkcjonalność; producenci wiedzą, że atrakcyjne, bogate w informacje opakowanie stanowi wartość dodaną dla klientów. W związku z tym często współpracują z klientem nad grafiką opakowania i specyfikacjami przed rozpoczęciem produkcji. Ostatecznie opakowanie jest estetyczne i chroni podkładki pod mysz podczas transportu, zachowując równowagę między formą a funkcjonalnością.
Spedycja i logistyka
Ostatnim etapem wewnątrz fabryki jest koordynacja spedycja i logistyka aby dostarczyć podkładki pod mysz do klienta, który może znajdować się w połowie świata. Gdy kartony zostaną zapieczętowane i spaletyzowane (ułożone na paletach i owinięte, jeśli jest to duża przesyłka), zespół logistyczny fabryki przejmuje kontrolę. W zależności od uzgodnionej metody wysyłki (fracht lotniczy w przypadku szybkiej dostawy, fracht morski w przypadku dużych ilości, a nawet ekspresowy kurier w przypadku mniejszych partii), planują oni odbiory u przewoźników towarowych lub organizują załadunek kontenerów do wysyłki drogą morską.
Zanim towary opuszczą fabrykę, wszystkie liczniki są dwukrotnie sprawdzane pod kątem zgodności z zamówieniem zakupu. Przygotowywana jest dokumentacja, w tym listy przewozowe, faktury handlowe i wszelkie wymagane certyfikaty (na przykład dane dotyczące bezpieczeństwa materiałów, jeśli są wymagane, lub dokumenty celne). Godni zaufania producenci wdrażają różne środki ochronne podczas transportu - stosowanie wkładek chroniących przed wilgocią w kontenerach w przypadku transportu morskiego (aby zapobiec uszkodzeniom spowodowanym wilgocią), zapewnienie prawidłowego zabezpieczenia palet, a czasem nawet umieszczenie rejestratorów danych w celu monitorowania warunków ładunku.
Warto zauważyć, że faktyczna produkcja podkładek pod mysz jest zazwyczaj szybka - dobrze wyposażona fabryka może z łatwością wyprodukować kilka tysięcy podkładek w ciągu tygodnia. Jednak całkowity czas dostawy zależy od czynników wykraczających poza samą szybkość fabryki. Procesy wstępne, takie jak zatwierdzanie próbek, potwierdzanie grafiki i pozyskiwanie surowców, mogą wydłużyć czas o kilka dni lub tygodni przed rozpoczęciem masowej produkcji. Przykładowo, pozyskiwanie pudełek z niestandardowym nadrukiem może wiązać się z czasem realizacji, a oczekiwanie na zatwierdzenie przez klienta próbki przedprodukcyjnej może wstrzymać harmonogram. Doświadczona fabryka będzie jasno komunikować te kroki, aby zarządzać oczekiwaniami. Często wykonują różne etapy równolegle (na przykład, podczas gdy pierwsza partia podkładek jest drukowana, wcześniejsze mogą być już w trakcie cięcia lub kontroli jakości), aby skompresować ogólny harmonogram.
Aby dać jaśniejszy obraz, oto typowy podział czasu od zamówienia do wysyłki dla masowej produkcji podkładek pod mysz, przy założeniu, że wszystkie materiały i zatwierdzenia są gotowe:
| Etap produkcji | Przybliżony czas trwania (dla dużego zamówienia) |
|---|---|
| Pozyskiwanie i przygotowywanie materiałów | 3-5 dni (jeśli nie ma w magazynie) |
| Laminowanie gumą (pianka + tkanina) | ~2 dni (wewnętrznie lub zewnętrznie) |
| Drukowanie (i czas schnięcia) | 3-4 dni (w przypadku sublimacji w pełnym kolorze) |
| Cięcie (i zszywanie krawędzi) | 1-2 dni (może pokrywać się z drukowaniem) |
| Kontrola jakości | 1 dzień (dokładna kontrola partii) |
| Pakowanie i wysyłka | 1 dzień (pakowanie i odbiór) |
| Całkowity typowy czas realizacji: | ~7-14 dni produkcji + wysyłka |
Harmonogram ten może się nakładać i różnić w zależności od fabryki; pilne zamówienie można czasem zrealizować jeszcze szybciej, przyspieszając każdy krok, podczas gdy złożone zamówienie (bardzo duża ilość lub wiele projektów) może potrwać dłużej. Sama wysyłka doda do tego czas tranzytu (np. fracht morski może trwać 3-6 tygodni, fracht lotniczy 3-7 dni). Kluczową kwestią jest to, że wydajne fabryki optymalizują przepływ pracy tak, aby klient otrzymał swoje zamówienie zbiorcze zgodnie z harmonogramem bez uszczerbku dla jakości.
Podsumowując, wewnątrz fabryka podkładek pod mysz Każdy etap jest wykonywany z precyzją: od formułowania mieszanki gumowej i łączenia jej z tkaniną, przez nakładanie nadruków o wysokiej rozdzielczości, po cięcie z milimetrową dokładnością i sprawdzanie każdej podkładki ręcznie i maszynowo. Rozumiejąc ten proces, klienci B2B mogą lepiej docenić wartość, jaką wnosi kompetentny producent - zapewniając, że ich niestandardowa podkładka pod mysz zamówienia są produkowane konsekwentnie, ekonomicznie i z zachowaniem wysokiej jakości od początku do końca. Dzięki doświadczeniu, specjalistycznej wiedzy i rygorystycznym standardom jakości na każdym etapie, najwyższej klasy fabryka zamienia surową gumę i rolki materiału w tysiące nieskazitelnych podkładek pod mysz gotowych do wysyłki na cały świat.
