
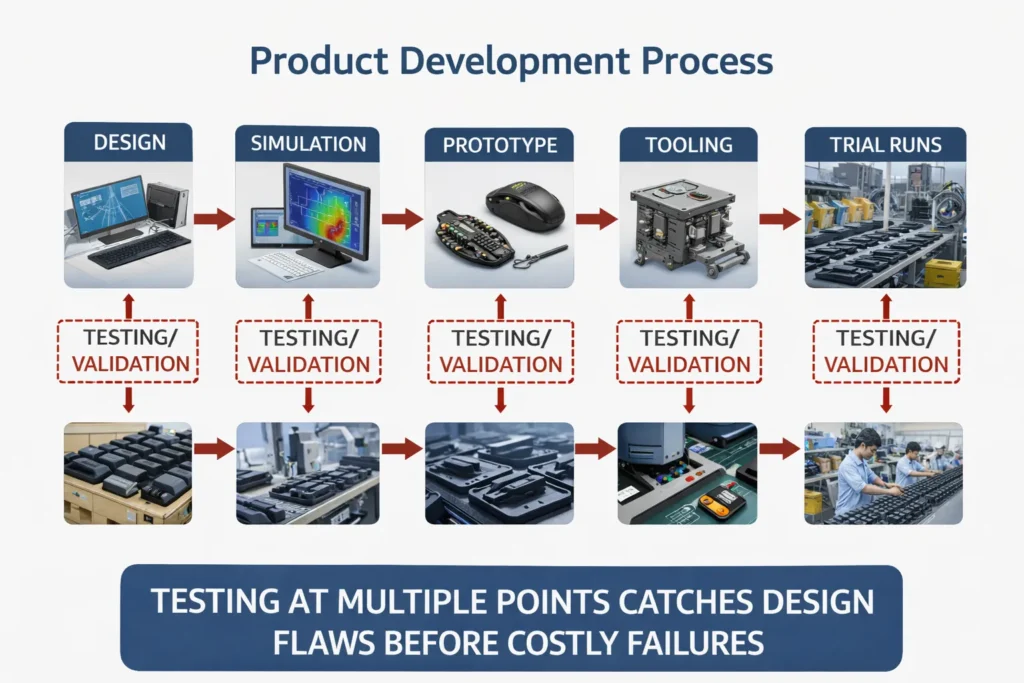
Wprowadzanie nowych produktów na rynek produkcja tworzyw sztucznych świat są często wykolejone przez jedną trzeźwiącą rzeczywistość: zdecydowana większość Projekty form wtryskowych nie przechodzą wstępnych testów. W rzeczywistości analizy branżowe ujawniają, że większość usterek w formowaniu wtryskowym w ogóle nie pochodzą z linii produkcyjnej, ale powstają na początkowych etapach projektowania produktu. Innymi słowy, do ~80% problemów z pleśnią jest “zaprojektowanych w” przed uformowaniem pojedynczego elementu. W przypadku czegoś tak powszechnego jak mysz komputerowa - która zazwyczaj składa się z wielu precyzyjnych plastikowych części (górna i dolna obudowa, mechanizmy przycisków itp.) - te wczesne błędy projektowe mogą oznaczać katastrofę.

Typowe awarie i konsekwencje projektowania form wtryskowych
| Typ awarii | Typowe konsekwencje | Środki zapobiegawcze |
|---|---|---|
| Zły dobór materiałów | Pęknięcia, odkształcenia lub pęknięcia naprężeniowe | Dopasuj żywicę do specyfikacji, przetestuj skurcz, użyj PC-ABS lub wzmocnionych tworzyw sztucznych |
| Niewystarczający kąt zanurzenia | Części przyklejają się do formy, zarysowane powierzchnie | Zastosuj ciąg 1°-3°, symuluj wyrzut podczas modelowania CAD |
| Niewspółosiowość przycisku | Niespójne lub nieudane kliknięcia przycisków | Analiza tolerancji, w tym sworznie wyrównujące |
| Niedokładności w oprzyrządowaniu | Błysk, niedopasowanie części, krótka żywotność narzędzia | Użyj hartowanej stali (np. H13), precyzyjna kalibracja |
| Luki w prototypowaniu | Dyskomfort użytkownika, problemy z wydajnością niewyłapane na wczesnym etapie | Tworzenie i testowanie w pełni funkcjonalnych prototypów |
| Testowanie luk | Nieudane kontrole jakości, kosztowne poprawki po premierze | Obejmuje uruchomienia pilotażowe, testy cyklu życia, walidację DFM |
Kiedy projekt formy ulega awarii, konsekwencje są szybkie i dotkliwe. Projekt staje w obliczu Niepowodzenia prób T1, wielokrotne modyfikacje form, opóźnione premiery i nieoczekiwane koszty. A Studium przypadku General Motors jest wymowne: przez zignorowanie ostrzeżenia o wypaczeniu formy podczas projektowania, zespół musiał spędzić ponad $100,000 i 43 dodatkowe dni aby naprawić problemy związane z grubością ścianek po tym, jak stalowa forma została już wycięta. I odwrotnie, inny zespół proaktywnie poprawił projekt (przenosząc bramę, aby wyeliminować słabą linię spawania). zaoszczędzone $1,1 miliona na potencjalnych poprawkach. Wniosek jest jasny - wyłapywanie i poprawianie błędów w fazie projektowania jest o rząd wielkości tańsze i szybsze niż po zbudowaniu oprzyrządowania. Większość Awarie formowania wtryskowego mają jedną wspólną cechę: zostali złapani zbyt późno, gdy wada wykryta podczas kontroli pierwszego artykułu wymaga kosztownej przeróbki narzędzia.
Dlaczego projekty form dla myszy w szczególności tak podatne na awarie? Mysz komputerowa może wydawać się prostym urządzeniem, ale jej plastikowe części muszą spełniać rygorystyczne wymagania ergonomiczne, estetyczne i funkcjonalne. Górna powłoka z wbudowanymi przyciskami musi być dokładnie dopasowana do wewnętrznych przełączników; kółko przewijania, przyciski boczne i dolna pokrywa muszą pasować i działać bez zacięć. Osiągnięcie tego wymaga niemal perfekcyjnego projektowanie pod kątem możliwości produkcyjnych. Niestety, projektanci produktów (a nawet niektórzy producenci narzędzi) mogą nie doceniać złożoności formowania wtryskowego. Mogą oni projektować w CAD pod idealny warunki, które nie odzwierciedlają rzeczywistych tolerancji produkcyjnych, zachowań materiałów lub realiów montażu. Rezultat? Około 4 na 5 projektów wymaga znaczących zmian. zanim będą w stanie niezawodnie produkować dobre części. W poniższych sekcjach zbadamy następujące aspekty Najczęstsze przyczyny awarii i jak ich unikać.
1. Zły dobór materiału - niewłaściwy plastik do danego zadania
Jeden z Najkosztowniejsze błędy projektowe to wybór żywicy z tworzywa sztucznego, która nie jest dobrze dopasowana do wymagań produktu lub procesu produkcyjnego. Łatwo sobie wyobrazić, jak to się dzieje: projektant może wybrać materiał na podstawie właściwości arkusza danych (np. wysoka wytrzymałość lub błyszczące wykończenie), nie zdając sobie sprawy, że rzeczywiste zachowanie materiału podczas formowania będzie się różnić. Arkusz danych żywicy zawiera właściwości zmierzone na idealnych próbkach laboratoryjnych, ale Rzeczywiste formowane części często nie spełniają tych specyfikacji ze względu na efekty przetwarzania. Na przykład, podana udarność polimeru może zakładać idealnie wysuszony materiał i brak dodatków, podczas gdy w produkcji żywica może zawierać niewielką ilość wilgoci lub barwnika, który sprawia, że części są bardziej kruche. Tworzywa sztuczne wypełnione włóknami mogą się wypaczać lub mieć wytrzymałość anizotropową, ponieważ włókna wyrównują się z przepływem, uzyskując nierówna sztywność całej części. Jeśli te niuanse nie zostaną wzięte pod uwagę, wybrany materiał może prowadzić do pęknięć, wypaczeń, lub przedwczesna awaria w użyciu.
Co ważne, Wybór materiału nie zależy tylko od jego wytrzymałości lub wyglądu - chodzi o środowisko końcowego zastosowania.. Tworzywa sztuczne mogą być wrażliwe na ekstremalne temperatury, promieniowanie UV lub chemikalia. Wybór żywicy bez uwzględnienia tych czynników może mieć negatywny wpływ na produkt. Dane branżowe pokazują, że środowiskowe pękanie naprężeniowe (ESC) - gdzie plastikowe części pękają z powodu narażenia chemicznego lub stresu - odpowiada za około 25% awarii elementów plastikowych. Wyobraź sobie, że określasz ABS plastiku na obudowę myszy ze względu na jego wytrzymałość, tylko po to, by odkryć, że oleje ze skóry lub rozpuszczalnik do czyszczenia powodują pękanie i pękanie ABS w miarę upływu czasu. (Rzeczywiście, istnieją udokumentowane przypadki pękania części ABS w wyniku interakcji chemicznych, a części z poliwęglanu ulegają uszkodzeniu po wystawieniu na działanie środków czyszczących na bazie alkoholu). Użycie materiału poza jego strefą komfortu może skutkować wysokimi roszczeniami gwarancyjnymi lub awariami w terenie, zmuszając do późnego przeprojektowania. Jeśli zmienisz materiał po zbudowaniu formy, inny współczynnik skurczu może oznaczać konieczność ponownej obróbki całego narzędzia - Koszmarny scenariusz dla producenta OEM.
Dobry Praktyka DFM wymaga dopasowania tworzywa sztucznego do potrzeb produktu oraz zaprojektowanie formy w oparciu o charakterystykę tego materiału. Kluczowe kwestie obejmują wytrzymałość żywicy, sztywność, odporność na ciepło (czy mysz będzie narażona na wysokie temperatury podczas użytkowania lub transportu?), współczynnik skurczu (krytyczne dla wymiarów części i dopasowania zespołu) oraz wszelkie wymogi prawne (np. palność UL, zgodność z RoHS). Koszt nie powinien być jedynym czynnikiem decydującym. Wybór najtańszej żywicy bez oceny wydajności w kontekście jest receptą na kłopoty. Przykładowo, zbyt sztywny materiał może sprawić, że cienkie elementy zawiasów (takie jak zatrzaski klapki baterii) będą podatne na wyłamywanie, podczas gdy bardziej elastyczna żywica mogłaby przetrwać. Z drugiej strony, materiał, który nie jest wystarczająco sztywny, może sprawić, że zmontowana mysz będzie słaba lub pozwoli na nadmierne zużycie słupków przycisków. Pozostaje również kwestia zgodność procesuJeśli mysz ma jakiekolwiek gumowe uchwyty lub elementy dwustrzałowe, materiały muszą się łączyć lub przynajmniej nie kolidować ze sobą - coś, co projektanci mogą przeoczyć. Najważniejsze jest to, że Wybór odpowiedniego tworzywa sztucznego to podstawa. Zły wybór może wprowadzić subtelne awarie, których nie naprawi żadna ilość poprawek przetwarzania. Inteligentne zespoły angażują inżynierów materiałowych i formierów na wczesnym etapie, aby zweryfikować opcje żywicy w rzeczywistych warunkach, często przy użyciu symulacja i testy na małą skalę aby zobaczyć, jak zachowuje się materiał po uformowaniu w rzeczywistej geometrii części.

2. Błędne obliczenia kąta zanurzenia - zakleszczone części i zdrapane powierzchnie
Kąt zanurzenia - subtelny stożek na pionowych ściankach formowanej części - to drobny szczegół projektu, który ma ogromny wpływ na sukces formy. Zanurzenie jest tym, co pozwala na uwolnienie plastikowej części z formy bez użycia nadmiernej siły. Gdy kąty zanurzenia są źle obliczone lub zaniedbane, często prowadzi do części przyklejające się do formy, ścieranie/zdrapywanie, a nawet wypaczanie podczas wyrywania. Częstym błędem popełnianym podczas projektowania części jest posiadanie niemal pionowych ścian (0° zanurzenia), ponieważ model CAD wygląda ładniej w ten sposób lub w celu spełnienia ścisłych wymagań wymiarowych. Niestety, Zerowy ciąg sprawia, że wyrzucenie jest prawie niemożliwe - Część chwyta stal formy jak przyssawka. Gdy kołki wypychacza wypychają część, może to wymagać tak dużej siły, że tworzywo sztuczne ugina się, powodując ślady ciągnięcia, zadrapania lub deformacja elementów. Cienkie, delikatne ścianki lub żebra są szczególnie podatne na rozerwanie lub pęknięcie w przypadku niewystarczającego ciągu. Co więcej, sama forma może ulec uszkodzeniu: wysoka siła wyrzutu prowadzi do Zużycie sworznia wyrzutnika i z czasem może nawet zniekształcić wnęki formy. W kontekście myszy, pomyśl o wysokich słupkach, które montuje się do śrub płytki drukowanej lub boków korpusu myszy - jeśli nie zostaną one przygotowane, pierwsze artykuły mogą być wyżłobione i bezużyteczne.
Jaka jest więc odpowiednia ilość draftu? Wytyczne branżowe istnieją jako punkt wyjścia. Typowym zaleceniem jest posiadanie najmniej 1° zanurzenia na stronę na dowolnej pionowej powierzchni dla gładkiej, nieteksturowanej powierzchni. Jeśli część ma teksturowane lub matowe wykończenie powierzchni (często w przypadku myszy w celu zwiększenia przyczepności lub ukrycia odcisków palców), potrzebujesz więcej przeciągu - zwykle 2-3° lub więcej - ponieważ mikrotekstura tworzy tarcie przypominające papier ścierny o formę. Jedną z praktycznych zasad jest dodatkowe ~1,5° ciągu na każde 0,001″ głębokości tekstury (więc średnia tekstura może wymagać łącznie 5°+). Ogólnie, 1-2° to bezpieczne minimum dla większości funkcji, Więcej znaczy lepiej, jeśli nie wpływa to negatywnie na projekt. Jeśli projekt bezwzględnie wymaga ściany 0° w pewnym obszarze (być może w celu kosmetycznego wyrównania dwóch części), należy ograniczyć ten obszar zerowego ciągu do jak najmniejszego obszaru i być przygotowanym na inne kompromisy - na przykład stosowanie specjalistycznych powłok do form w celu zmniejszenia tarcia lub akceptowanie pewnych zarysowań na wewnętrznych, ukrytych powierzchniach.
Warto zauważyć, że kąty draftu często wiążą się bezpośrednio z decyzje dotyczące narzędzi i linii cięcia. Na przykład, jeśli masz wysoką, niedekorowaną skorupę myszy, możesz zaprojektować ją tak, aby linia podziału dzieliła ciąg - zapewniając, że żadna z połówek formy nie ma podcięcia na tej pionowej ścianie. Przeoczenie tego może spowodować nieoczekiwane Zakłócenia wyrzutu gdzie zadziory na linii podziału lub niedopasowanie zgarniają część po wyjściu. Wiele projektów form nie przechodzi testu T1, ponieważ ciąg był po prostu “niewystarczający”; pierwsze części wykazują ślady przeciągania lub nie wysuwają się czysto, co wymaga przerobienia formy (usunięcia stali) w celu dodania większego ciągu. W rzeczywistości, wraz z kwestiami grubości ścianek, Brak lub niewystarczający ciąg jest główną przyczyną przeróbek narzędzi.. Koszt takiego błędu nie jest mierzony tylko w dolarach - to stracony czas i potencjalnie opóźnione wprowadzenie produktu na rynek. Dobrą wiadomością jest to, że szkic jest łatwy do wykonania, jeśli weźmie się go pod uwagę na wczesnym etapie: wbuduj go w CAD od samego początku i przeprowadź szybką analizę. Analiza formowalności (wiele programów CAD lub partnerów zajmujących się formowaniem oznaczy powierzchnie z zerowym szkicem). To prosta kontrola, która może uratować projekt. (Zdjęcie: Schemat dwóch plastikowych części w przekroju - jedna z odpowiednim kątem ciągu płynnie wyrzucana z formy, a druga z brakiem ciągu przyklejająca się do ścianki formy - z czerwonymi strzałkami wskazującymi siłę wyrzutu i śladami zarysowań na zakleszczonej części).
3. Problemy z wyrównaniem przycisków - nadwyżki tolerancji i niedopasowane części
W zespole wieloczęściowym, takim jak mysz komputerowa, Wyrównanie jest wszystkim. Na przykład przyciski lewego i prawego kliknięcia są często częścią górnej pokrywy i muszą precyzyjnie naciskać mikroprzełączniki na płytce drukowanej pod spodem. Jeśli konstrukcja formy lub geometria części jest nawet o milimetr inna, przyciski te mogą się zablokować (wciśnięte) lub odwrotnie, mogą mieć zbyt duży odstęp (kliknięcia bez reakcji). Niestety, Problemy z wyrównaniem przycisków są częstą przyczyną niepowodzeń projektowych w myszach i podobnej elektronice. Problemy te zazwyczaj wynikają z Niewystarczająca konstrukcja do montażuzespół inżynierów mógł nie przeprowadzić pełnego Analiza stosu tolerancji ani nie zastanawiali się, w jaki sposób części mogą się wypaczać, co prowadzi do tego, że elementy nie pasują do siebie zgodnie z przeznaczeniem. Na przykład, górna i dolna połówka myszy mogą być zgodne ze specyfikacją osobno, ale gdy zostaną połączone, lekkie wypaczenie w górnej powłoce i słupek o 0,2 mm za wysoki mogą sprawić, że przyciski nie będą pasować do siebie. siedzą krzywo lub są zablokowane.
Dobrze znana zasada inżynieryjna mówi, że komponenty, które dobrze pasują do prototypu, mogą nie pasować do skali gdy tolerancje się kumulują. Zostało to dramatycznie zilustrowane podczas opracowywania 787 przez Boeinga: prototypy sekcji pasowały, ale w produkcji drobne odchylenia się kumulowały - otwory na łączniki nie pokrywały się, zespoły miały luki. W myszach mamy mniej części, ale nawet “pięć komponentów z luźnymi tolerancjami” może być wybaczające; zróbmy z tego dwadzieścia części w końcowym złożeniu, a Tolerancje te powodują niewspółosiowość lub awarie wiązań. Wiele firm, co zaskakujące, nie przeprowadzają dokładnych badań tolerancji a następnie zastanawiają się, dlaczego wydajność montażu jest niska. Najlepszą praktyką jest zidentyfikowanie krytycznych linii (takich jak interfejs przycisku do przełącznika, pozycjonowanie czujnika względem dolnego otworu soczewki itp.) i ścisłe ich kontrolowanie, przy jednoczesnym pozostawieniu luzu w obszarach niekrytycznych. Często dodanie strategicznych cechy wyrównania może pomóc: na przykład formowanie w słupkach prowadzących, żebrach lub kontrolowane luki (“odkrycia”) między częściami, aby uwzględnić niewielkie niedopasowania. Niewielki widoczny szew lub szczelina, jeśli są równe i zamierzone, są znacznie lepsze niż dążenie do zerowej szczeliny, która kończy się tym, że części wymuszają się nawzajem.
W projektowaniu form wtryskowych należy również przewidzieć skurcz i odkształcenie części. Plastikowe części mogą wypaczać się podczas chłodzenia, zwłaszcza jeśli nie są idealnie jednolite lub jeśli są wyrzucane na gorąco. Górna pokrywa myszy - szeroka i stosunkowo cienka - może trochę wypaczyć bez względu na wszystko; jeśli projekt tego nie wybacza (powiedzmy, używając elastycznych zacisków lub śrub, które przyciągają je do wyrównania), będziesz miał problemy z dopasowaniem. Rzeczywiście, dwie duże formowane części stykające się ze sobą spotęgują wzajemne wypaczenia i różnice wymiarowe. Dlatego doświadczeni projektanci stosują Funkcje blokująceNp. w jednej niestandardowej obudowie projektanci zastosowali kilka zazębiających się żeber, zatrzasków i zachodzących na siebie krawędzi, aby utrzymać części wyrównane i sztywne po złożeniu. Takie cechy nie tylko prowadzą zespół podczas zatrzaskiwania, ale także dodają mechanicznego wsparcia, aby oprzeć się wszelkim pozostałym wypaczeniom. Z drugiej strony, jeśli brakuje elementów wyrównujących, montaż staje się łamigłówką, w której najgorsza tolerancja każdej części może spowodować, że coś nie będzie pasować. Klasycznym objawem źle wyrównanych projektów jest Jeden otwór na śrubę nie znajduje się w jednej linii - Możesz zainstalować trzy śruby, ale czwarta jest odchylona o 0,5 mm i nie wejdzie. Jest to często czerwona flaga, że tolerancje nie zostały w pełni uwzględnione. Inżynierowie powinni korzystać z narzędzi do analizy tolerancji, aby symulować najgorsze scenariusze i uwzględniać je w projekcie (poprzez zaostrzenie tolerancji części, dodanie funkcji ograniczających odchylenia lub dostosowanie wymiarów nominalnych). Jak ujęli to inżynierowie StudioRed, dla każdego dopasowania linia-linia, inne podobne dopasowanie może “walczyć” z nim lub wypychać części z pozycji, gdy tolerancje się różnią. Rozpoznanie tych konfliktów na wczesnym etapie pozwala zdecydować, które interfejsy są krytyczne, a które mogą mieć niewielki odstęp lub nakładać się na siebie.
W kontekście przyciski myszy, Jedną z pomocnych wskazówek projektowych jest włączenie regulowanych funkcji lub przynajmniej przetestowanie wielu prototypów pod kątem wyczucia przycisków. Niektóre konstrukcje myszy dodają małe słupki lub podkładki pod przyciskiem, które można przyciąć, aby wyregulować wstępne obciążenie przełącznika. Jeśli wstępne testy formy pokażą, że przycisk nie klika przełącznika konsekwentnie (być może z powodu niewielkiej szczeliny), takie funkcje można dostosować bez pełnego przeprojektowania. Są to jednak środki zaradcze - celem jest solidna konstrukcja od samego początku. Współpraca między projektantami produktu i twórcami narzędzi może zapewnić, że wyrównanie i dopasowanie są traktowane priorytetowo. Wiele kwestii związanych z wyrównaniem można rozwiązać na papierze, po prostu decydując się na strategię montażu na wczesnym etapie i definiując strukturę odniesienia (co lokalizuje do czego). Jak podkreśla jeden z przewodników, krytyczne punkty dopasowania powinny zostać ustalone i uzgodnione przez zespół projektowy i producenta na samym początku, nie pozostawione przypadkowi lub odkryte w pierwszej kompilacji. Opłata za tę staranność jest ogromna: unikasz scenariusza posiadania 10 000 pokryw myszy, które nie są prawidłowo osadzone na spodzie - naprawa, która wymagałaby albo kosztownej wtórnej przeróbki, albo całkowitego złomowania części. (Zdjęcie: Zbliżenie zdemontowanej myszy komputerowej: górna powłoka z deskami przycisków i dolna z płytką drukowaną, pokazująca słupki wyrównujące i pozycje przełączników. Strzałki wskazują miejsca, w których może wystąpić niewspółosiowość między przyciskiem a przełącznikiem, ilustrując potrzebę precyzyjnego dopasowania).
4. Niedokładności oprzyrządowania i błędy w produkcji form
Nawet doskonały projekt części może zawieść, jeśli samo oprzyrządowanie formy jest wadliwe. W naszym kontekście “niedokładności oprzyrządowania” odnoszą się do problemów związanych z budową lub konserwacją formy wtryskowej - takich jak tolerancje obróbki, wyrównanie połówek formy i wybór stali formierskiej. Precyzja ma znaczenie: Formy wtryskowe są zazwyczaj obrabiane CNC z zachowaniem standardowych tolerancji wynoszących ok. ±0,005 cala (±0,127 mm), a krytyczne elementy mogą być cięte z dokładnością ±0,002″ lub mniejszą. Jeśli producent form pójdzie na skróty (dosłownie i w przenośni), powstała forma może produkować części, które są niezgodne ze specyfikacją od pierwszego dnia. Na przykład, jeśli wnęki na przyciski myszy są przesunięte o 0,1 mm, każda wychodząca część będzie miała wbudowaną tę niewspółosiowość, potencjalnie powodując przywieranie przycisków lub nierówne szczeliny.
Jedną z częstych przyczyn awarii narzędzi jest niedoszacowanie wymaganej jakości formy. Wybór taniego narzędzia lub narzędzia z miękkiego metalu w celu zaoszczędzenia pieniędzy może okazać się fałszywą oszczędnością. Miękkie stale (takie jak wstępnie hartowane P20) lub formy aluminiowe zużywają się szybciej i nie są w stanie utrzymać wąskich tolerancji na długich odcinkach. W miarę zużywania się formy, dwie połówki mogą nie być idealnie wyrównane (kołki prowadzące poluzowują się), co prowadzi do powstawania wypływek - cienkich, niepożądanych plastikowych żeber na linii podziału - lub dryftu wymiarowego. Zużyta wnęka może wytwarzać części nieco większe lub mniejsze niż zamierzone, niszcząc dopasowanie zespołu. Gdy forma jest zużyta lub uszkodzona, żadna zmiana procesu nie może w pełni tego zrekompensować; narzędzie musi zostać naprawione lub wymienione. Na przykład, jeśli krawędzie wgłębień przycisków myszy zużyją się, wokół przycisków pojawi się błysk, który trzeba będzie przyciąć, co zwiększy nakład pracy i koszty. Jeśli przewód chłodzący zardzewieje lub odpowietrznik zatka się (z powodu złej konserwacji lub stali gorszej jakości), forma może zacząć produkować przypalone lub krótkie części. Oczywiście, Wysokiej jakości oprzyrządowanie się opłaca - Forma ze stali hartowanej (taka jak H13) może z góry kosztować więcej, ale wyprodukuje miliony części o stałej jakości. Z kolei tanie narzędzie może ulec awarii po kilkuset tysiącach strzałów lub mniej, powodując nieplanowane przestoje.
Innym aspektem jest dokładność produkcji form - Nawet w przypadku dobrej stali, podczas obróbki mogą zdarzyć się błędy. Nieprawidłowo wywiercone otwory pod kołki wypychaczy, niewielkie błędy w głębokości wnęki lub słabe wykończenie powierzchni mogą powodować wady. Typowy przykład: jeśli połówki formy nie są idealnie wyrównane, otrzymujemy uskok na linii podziału (niedopasowanie), który w przypadku myszy może być ostrą krawędzią lub źle wyrównanym elementem (wyobraź sobie, że lewa strona obudowy myszy jest o 0,2 mm wyższa niż prawa na szwie - to niedopasowanie formy). Wysokiej klasy producenci form używają precyzyjnie szlifowanych komponentów i rygorystycznie testują formy (np. punktowo w formie), aby wyeliminować te problemy. Kluczowe jest również uwzględnienie blokady wyrównania w projekcie formy - solidne elementy, które zapewniają, że rdzeń i gniazdo są ustawione dokładnie w ten sam sposób przy każdym wtrysku. Jeśli elementy wyrównujące są niewystarczające lub zużywają się, następuje przesunięcie wnęki, a części mogą być asymetryczne lub o zmiennej grubości ścianki.
Niedokładności oprzyrządowania obejmuje również Błędne obliczenia skurczu. Forma jest zwykle wycinana ponadwymiarowo, aby uwzględnić kurczenie się tworzywa sztucznego podczas chłodzenia. Jeśli zastosowany zostanie niewłaściwy współczynnik skurczu (powiedzmy, że projektant założył, że ABS skurczy się o 0,5%, ale gatunek faktycznie skurczy się o 0,7%), części wyjdą niewymiarowe. Krytyczne wymiary (takie jak odstępy między elementami przycisków lub otwory montażowe na płytce drukowanej) mogą nie być zgodne z wydrukiem, powodując niedopasowanie montażu. Dlatego ważne jest, aby inżynierowie form stosowali prawidłowy współczynnik skurczu dla dokładnej żywicy i geometrii części. Czasami zmiana żywicy na późnym etapie projektu (ze względu na zmiany w dostawach lub specyfikacjach) może to zakłócić - jeśli zamienisz materiały, może być konieczne ponowne przycięcie rdzeni formy w celu dostosowania do nowego skurczu. Pominięcie tego kroku prawie na pewno doprowadzi do awaria spowodowana oprzyrządowaniem, gdzie części po prostu nie pasują, ponieważ narzędzie nie zostało dostrojone do nowego materiału.
Wreszcie, konserwacja oprzyrządowania jest częścią równania. Pięknie wykonana forma może się zepsuć, jeśli nie będzie się o nią dbać. Regularna konserwacja (czyszczenie, smarowanie, okresowe ponowne polerowanie, sprawdzanie krytycznych wymiarów) jest niezbędna do utrzymania dokładności. Zaniedbanie tego może prowadzić do możliwych do uniknięcia awarii - na przykład, zatkane otwory wentylacyjne w formie powodują powstawanie pułapek powietrznych, które przegrzewają i spalają tworzywo sztuczne (dieseling), powodując erozję stali wokół tego obszaru. Jeśli erozja staje się poważna, zasadniczo masz nowy kształt defektu wytrawione w zagłębieniu - każda część będzie wtedy miała skazę lub nawet dziurę. Podobnie, zużyte lub wygięte sworznie wyrzutnika może uszkodzić części lub pozostawić ślady zlewu, oraz pogarszające się powierzchnie rozdzielające zagwarantuje błysk. W studium przypadku zauważono, że gdy firma zignorowała konserwację wentylacji, zaobserwowano Współczynnik odrzuceń 44% z powodu śladów wypalenia, dopóki nie naprawiono odpowietrzania. W przypadku produktów dla myszy, duża liczba odrzutów może oznaczać przegapienie okna startowego lub nieplanowane koszty związane z ponownym wykonaniem dużej partii. Należy podkreślić, że Forma to nie tylko statyczny kawałek metalu - to precyzyjny instrument, który musi być zbudowany i przechowywany z należytą starannością.. Inwestycja w dobre narzędzie i jego konserwacja może nie wydawać się ekscytująca, ale to właśnie oddziela płynną produkcję od kaskady problemów z jakością. (Zdjęcie: Stalowa forma wtryskowa do górnej pokrywy myszy, z jedną połową pokazującą wypolerowane wgłębienia i precyzyjnie wywiercone kanały chłodzące. Niektóre sekcje są podświetlone, aby pokazać elementy wyrównujące, takie jak kołki prowadzące i zamki. Obraz podkreśla złożoność i precyzję wymaganą w oprzyrządowaniu formy).
5. Błędy prototypowania - gdy prototyp wprowadza produkcję w błąd
Przed przystąpieniem do produkcji formy, firmy często budują prototypy - części lub nawet formy (np. miękkie formy prototypowe) - w celu przetestowania projektu. Prototypowanie jest niezbędne, ale może również dawać fałszywe poczucie bezpieczeństwa, jeśli nie jest wykonywane w sposób realistyczny. Głównym powodem, dla którego ~80% projektów zawodzi w rzeczywistej produkcji jest luka między prototypowaniem a warunkami produkcji. Zespoły mogą świętować prototyp, który “działa”, nie zdając sobie sprawy, że tak naprawdę nie odtworzyły naprężeń związanych z masową produkcją. Rozważmy następujący scenariusz (zaczerpnięty z prawdziwego przypadku startupu): zespół spędził miesiące na doskonaleniu prototypu. Prototyp wydrukowany w 3D lub obrobiony CNC nowego urządzenia - być może nawet ergonomicznej myszy. Prototyp, testowany przez garstkę osób w biurze, działa bez zarzutu i zdobywa nagrody za wzornictwo. Ale kiedy przeszli na formowanie wtryskowe do masowej produkcji, wskaźnik niepowodzeń gwałtownie wzrósł do 40%. Co się stało? Prototyp nie ujawnił kwestii, które pojawiają się tylko w skali: niewielkich różnic we właściwościach materiału, różnic między partiami, montażu przy prędkości linii oraz czynników środowiskowych, takich jak wahania temperatury i wilgotności. W kontrolowanej bańce prototypu żaden z tych czynników nie występował. W chaotycznym rzeczywistym świecie fabryki i globalnej wysyłki, wszystkie one pojawiły się jednocześnie.
Wspólny błąd prototypowania jest stosowanie metod produkcji, które nie odpowiadają końcowemu procesowi. Przykładowo, obudowa myszy wyfrezowana z litego plastiku lub stworzona na żywicznej drukarce 3D może być idealna wymiarowo i bardzo sztywna. Ale część formowana wtryskowo będzie miała subtelnie inne właściwości - prawdopodobnie większe naprężenia wewnętrzne, niewielkie wypaczenia i inną teksturę lub wykończenie powierzchni. Jeśli projekt nie został dostosowany w celu uwzględnienia tych czynników, może się okazać, że wersja formowana wtryskowo nie działa tak jak frezowany prototyp. W jednym dramatycznym przypadku, Boeing napotkali, że ich prototypowe komponenty wykonane przy użyciu precyzyjnej obróbki pasują indywidualnie, ale gdy są produkowane z normalnymi tolerancjami produkcyjnymi przez dostawców, te części nie złożył się poprawnie w skali. Przekładając to na formowanie wtryskowe: prototyp mógł mieć duże luzy montażowe lub był dopasowywany ręcznie, podczas gdy formowane części mogą mieć ściślejsze zakłócenia, ponieważ plastik jest zmienny. Ręcznie wykonane prototypy maskują zmienność - Inżynier może szlifować lub poprawiać prototyp, aby pasował, co jest niemożliwe do zrobienia w przypadku tysięcy jednostek produkcyjnych.
Kolejną pułapką prototypowania jest niewystarczająca iteracja lub pomijanie realistycznych testów. Czasami zespoły zakochują się w swoim pierwszym prototypie i spieszą się z oprzyrządowaniem, tylko po to, by później odkryć, że projekt nie był solidny. Rozsądne jest prototypowanie etapami - od szybkich tanich modeli dla podstawowego kształtu / dopasowania, do być może niewielkiej ilości prototyp narzędzia (być może forma aluminiowa), aby zweryfikować dynamikę formowania i za każdym razem wprowadzać ulepszenia projektowe. Każdy prototyp powinien być testowany w warunkach zbliżonych do rzeczywistych. W przypadku myszy może to oznaczać cykliczne zmiany temperatury części (czy połówki nadal pasują po przebywaniu w gorącym bagażniku samochodu lub zimnym magazynie?), przeprowadzanie testów upuszczania i zlecanie montażu wielu osobom, aby sprawdzić, czy nie ma żadnych trudnych ustawień. Jeśli kiedykolwiek sam montowałeś tylko jeden prototyp na stole warsztatowym, możesz przegapić, że na linii produkcyjnej niewielki kąt operatora podczas łączenia elementów powoduje pęknięcie zatrzasku - na przykład dlatego, że nie dodałeś fazy wprowadzającej.
Co najważniejsze, prototypowanie musi angażować ekspertów ds. produkcji. Klasyczną przyczyną niepowodzeń jest rozdźwięk między projektantami a producentami. Jeśli projektanci opracowują prototyp w izolacji (być może z wykorzystaniem druku 3D), a następnie “rzucają go na ścianę” zespołowi narzędziowemu, rezultatem jest często niemiłe przebudzenie. Funkcje, które były łatwe do stworzenia w prototypie, mogą być koszmary formowania (podcięcia wymagające działań bocznych, głębokie cienkie sekcje powodujące zwarcia itp.) Bez wspólnego przeglądu DFM, kwestie te mogą umknąć uwadze. Jak zauważyła firma First Mold w dokumencie technicznym, jej wewnętrzne badania wykazały utrzymujące się problemy, gdy projektanci nie mieli styczności z ograniczeniami narzędzi i pracowali oddzielnie od producentów form. The rozwiązaniem jest wczesna integracja kontroli DFM - zasadniczo prototyp do produkcji, nie tylko dla formy. Obejmuje to robienie takich rzeczy jak Symulacje przepływu formy na modelu CAD przed cięciem stali. Jeśli Analiza przepływu formy na projekcie prototypu przewiduje dużą pułapkę powietrzną lub linię spawu na krytycznym elemencie przycisku, jest to czerwona flaga, aby naprawić projekt przed staje się kosztownym problemem pleśni.
Jeszcze jednym aspektem jest Szybka iteracja vs. inteligentna iteracja. Możliwe jest stworzenie wielu wersji prototypu, ale nadal nie odkryjesz kluczowej kwestii, jeśli nie testujesz w warunkach zbliżonych do produkcyjnych. Przypadek PrintForm, który przytoczyliśmy wcześniej, prowadzi do tego - mieli świetny prototyp, ale nie został on przetestowany z różnymi materiałami, różnymi warunkami montażu itp. Ich zalecenie (i to, które powtarzamy) to jak najwcześniejsza walidacja w warunkach produkcyjnych, co może skrócić czas wprowadzenia produktu na rynek o 30-40%. W praktyce może to oznaczać użycie pilotażowego uruchomienia z miękkiego narzędzia do oceny wydajności i problemów lub uruchomienie zespołu przez symulowaną linię produkcyjną. Jeśli coś zawiedzie w tych scenariuszach, można cofnąć się i dostosować projekt lub proces, gdy jest on nadal stosunkowo tani. Pominięcie tego kroku to sposób na przykrą niespodziankę podczas pierwszej masowej produkcji. Podsumowując, błędy w prototypowaniu często wynikają z niewłaściwego prototypowania (proces, tolerancje, środowisko) lub błędnej interpretacji udanego prototypu jako dowodu na gotowość projektu do produkcji. Lekarstwem jest zdyscyplinowane podejście: traktuj ustalenia prototypu z przymrużeniem oka i projektuj marginesy bezpieczeństwa, Nigdy nie zakładaj, że “jeśli jedno działa, to milion będzie działać równie dobrze” bez dowodów. (Zdjęcie: Prototyp myszy i mysz produkcyjna - prototyp może być modelem wydrukowanym w 3D, wyglądającym idealnie, podczas gdy model produkcyjny wykazuje defekt, taki jak wypaczony przycisk - podkreślając, jak bezbłędny prototyp może wprowadzać w błąd, jeśli nie został wykonany w warunkach zbliżonych do produkcyjnych).
6. Luki w testach - nieodpowiednia walidacja i brak pętli sprzężenia zwrotnego
Wreszcie, wiele błędów w projektowaniu form wynika z tego, że niewystarczające testowanie lub testowanie niewłaściwych rzeczy we właściwym czasie. Wspomnieliśmy już o prototypowaniu, ale poza tym istnieje jeszcze sfera walidacja projektu i walidacja procesu. Nawet po wykonaniu formy, praca się nie kończy - trzeba rygorystycznie przetestować, czy forma może konsekwentnie produkować dobre części (i czy te części spełniają wszystkie wymagania). Znacząca “luka” pojawia się, gdy zespoły spieszą się z T1 (pierwsze próbne strzały) prosto do masowej produkcji bez wystarczających testów lub gdy rezygnują z symulacji i testów. Recenzje DFM wcześnie.
Jednym z kluczowych narzędzi jest Symulacja CAE - W przypadku formowania wtryskowego często oznacza to analizę przepływu w formie (aby przewidzieć, w jaki sposób tworzywo sztuczne wypełnia się, gdzie mogą tworzyć się linie spawania lub pułapki powietrzne, czy wystąpią problemy z zapadaniem się lub wypaczaniem). Pominięcie tej analizy na etapie projektowania to proszenie się o kłopoty. Problemy takie jak krótkie strzały, linie spawu kończące się na pasowaniu zatrzaskowym (tworząc słaby punkt) lub uwięzione powietrze powodujące oparzenia, często można przewidzieć i rozwiązać poprzez dostosowanie projektu lub lokalizacji bramy. Jednak pod presją harmonogramu niektóre zespoły pomijają ten krok. Rezultat? “Odkrywają” te możliwe do uniknięcia wady dopiero po wykonaniu kosztownej stalowej formy. Jak wspomniano wcześniej, naprawienie wady projektowej w CAD może kosztować kilka godzin, ale naprawienie jej w stali może kosztować tygodnie i duże pieniądze. Dlatego też solidny proces projektowania obejmuje wczesne i dokładne kontrole DFM. Wielu partnerów zajmujących się formowaniem wtryskowym oferuje formalny przegląd DFM gdzie ich inżynierowie przechodzą przez część i podkreślają problemy (np. “ta ściana jest zbyt gruba, ten promień jest zbyt ostry, to podcięcie wymaga prowadnicy, czy jesteś pewien, że ten materiał poradzi sobie z naprężeniami w tym miejscu?”). Takie przeglądy, w połączeniu z symulacją, działają jak “lista kontrolna przed lotem”, wyłapując błędy, które w przeciwnym razie pojawiłyby się jako awarie podczas testów lub produkcji.
Zakładając, że projekt przejdzie te przeszkody, a forma zostanie wycięta, kolejną potencjalną luką jest walidacja procesu. Nie wystarczy, że forma jest w stanie wyprodukować jedną dobrą część; należy upewnić się, że jest w stanie niezawodnie wyprodukować tysiące lub miliony. Walidacja procesu to ustrukturyzowane podejście (często formalne w branży medycznej i lotniczej), w którym weryfikuje się proces formowania w całym oczekiwanym oknie operacyjnym. Na przykład, testuje się przebiegi przy wysokich i niskich ustawieniach temperatury, ciśnienia i czasu, aby upewnić się, że części pozostają w granicach specyfikacji. Jeśli pominiesz to i po prostu weźmiesz pierwsze przyzwoicie wyglądające części jako dowód, że wszystko jest w porządku, możesz zostać później ugryziony przez zmienność - być może produkcja jednej zmiany wychodzi nieco inaczej, ponieważ maszyna lub warunki otoczenia są różne. Słynny przypadek dotyczył Philips Healthcare: firma otrzymała ostrzeżenie FDA, ponieważ nie przeprowadziła odpowiedniej walidacji procesu formowania wtryskowego komponentu, co doprowadziło do 64 skargi terenowe dotyczące awarii. W przypadku produktu konsumenckiego, takiego jak mysz, stawka nie jest tak wysoka jak w przypadku urządzeń medycznych, ale słaba kontrola procesu może nadal oznaczać wysoki wskaźnik odpadów lub zwroty klientów z powodu sporadycznych problemów (takich jak przycisk, który zawodzi po miesiącu użytkowania z powodu naprężeń wewnętrznych, których można było uniknąć dzięki lepszemu formowaniu).
Luki w testowaniu obejmują również brak rzeczywiste testy. Jedną rzeczą jest testowanie części w laboratorium; inną rzeczą jest testowanie ich w rzeczywistym środowisku pracy. Jeśli mysz do gier ma wytrzymać miliony kliknięć, czy przetestowałeś cykl życia przycisków, aby sprawdzić, czy Twój projekt wytrzyma (a wybrany materiał z tworzywa sztucznego nie pełznie ani nie pęka)? Jeśli produkt może być używany na całym świecie, czy przeprowadziłeś starzenie termiczne/wilgotnościowe, aby sprawdzić, czy części wypaczają się lub stają się kruche w ekstremalnych warunkach klimatycznych? Czasami projektanci polegają na specyfikacjach materiałowych lub zakładają, że testy zostaną przeprowadzone później, a te późniejsze testy (np. testy beta, testy certyfikacyjne) ujawniają następnie problemy, które wymuszają zmianę projektu lub modyfikację formy na późnym etapie gry. Na przykład, testy regulacyjne mogą wykazać, że produkt nie przejdzie testu upadku, ponieważ wewnętrzny plastikowy zatrzask zatrzaskuje się - przeprojektowanie może wymagać metalowej wkładki lub grubszego żebra, co oznacza modyfikacja formy po jego zbudowaniu. Wszystkiemu temu można zapobiec poprzez holistyczne testowanie i pętle sprzężenia zwrotnego podczas rozwoju.
Podsumowując, Brak wiadomości to niekoniecznie dobra wiadomość jeśli chodzi o weryfikację projektu. Jeśli nie przetestowałeś czegoś celowo, załóż, że jest to ryzykowne. Najlepsi producenci wdrażają Wiele pętli sprzężenia zwrotnegoPrzeglądy projektów, symulacje, testowanie prototypów/pilotów, inspekcje pierwszego artykułu, walidacje procesów (IQ/OQ/PQ dla tych w branżach regulowanych) i bieżące monitorowanie. Każda pętla to szansa na wychwycenie niedopatrzeń. Im więcej luk w tym łańcuchu, tym większa szansa, że projekt formy “zawiedzie”, produkując wadliwe części lub wymagając późnych poprawek. Z drugiej strony, rygorystyczne testowanie i walidacja na każdym etapie znacznie zwiększają szanse na to, że mysz trafi z formy na rynek bez przykrych niespodzianek. Dowodem na słuszność tego podejścia jest fakt, że doświadczone zespoły traktują formowanie wtryskowe jako partnerstwo między projektowaniem a produkcją - a nie transakcję typu "rzuć to, co masz". Ściśle współpracują z inżynierami oprzyrządowania, przeprowadzają wspólne przeglądy i planują konserwację oraz kontrole jakości, tym samym wypełnianie luk gdzie niepowodzenia przemykają.
Lista kontrolna projektowania pod kątem zdolności produkcyjnych (DFM) dla projektów form dla myszy
| Aspekt projektu | Wytyczne DFM |
|---|---|
| Grubość ścianki | Zachowaj jednolitość (±10%), aby zapobiec powstawaniu rys i pęknięć naprężeniowych. |
| Kąt zanurzenia | ≥1° dla form polerowanych, ≥2-3° dla powierzchni teksturowanych |
| Żebra i szefowie | Używaj promieni i zaokrągleń; unikaj ostrych narożników |
| Dopasowanie montażowe | Zdefiniuj strukturę punktów odniesienia, uwzględnij tolerancje i luki montażowe |
| Kurczenie się materiału | Stosować zatwierdzone szybkości obkurczania; odpowiednio dostosować wnęki formy. |
| Linia podziału i wyrzut | Unikaj śladów wypychaczy w strefach kosmetycznych; zaplanuj czyste linie podziału |
| Lokalizacja bramki | Unikaj linii spoin w obszarach przenoszących naprężenia lub wizualnych |
| Symulacja i testowanie | Używaj Moldflow, testuj próbki pilotażowe i waliduj w rzeczywistych warunkach. |
Wnioski: Projektowanie dla sukcesu - współpraca, DFM i ciągłe doskonalenie
Powtarzającym się tematem jest znaczenie wczesna współpraca i wkład ekspertów. Zaangażuj inżyniera formy lub partnera produkcyjnego na etapie projektowania, aby przeprowadzić przegląd DFM; może to wychwycić takie kwestie, jak lokalizacje bram, ekstremalne grubości ścianek lub niezgodności materiałowe, zanim będą one kosztować. Podobnie, traktuj swojego producenta form jako partner a nie sprzedawcy - najlepsze wyniki uzyskuje się, gdy producent narzędzi rozumie funkcję produktu, a projektant rozumie ograniczenia związane z oprzyrządowaniem. Wiele wiodących firm przeprowadza obecnie wspólne przeglądy projektów, podczas których wszyscy, od projektantów przemysłowych, przez inżynierów jakości, po producentów narzędzi, analizują projekt pod kątem potencjalnych trybów awaryjnych. Takie holistyczne podejście zapewnia, że do czasu wycięcia formy projekt jest solidny. Jak ujęto to w białej księdze EVOK, Formowanie wtryskowe nie powinno być traktowane jako zwykły zakup towaru, ale jako partnerstwo w zakresie projektowania i produkcji.. Już sama ta zmiana sposobu myślenia pomaga uniknąć klasycznych pułapek.
W praktyce unikanie błędów w projektowaniu form oznacza przyjęcie DFM i ciągłe doskonalenie. Użycie symulacja aby przewidzieć i wyeliminować problemy, takie jak wypaczenia, linie spawania i nierównowaga chłodzenia. Nalegać na analizy materiałowe aby sprawdzić, czy wybrane tworzywo sztuczne sprawdzi się we wszystkich oczekiwanych warunkach (i mieć zakwalifikowane materiały zapasowe na wypadek, gdyby jeden z nich się nie sprawdził). Postępuj zgodnie z ustalonymi zasady projektowania (jednolite ścianki, odpowiedni ciąg, zaokrąglone narożniki itp.), ale także wiedzieć, kiedy należy je złamać - i tylko po konsultacji z producentem formy. Na przykład, jeśli ze względów estetycznych pożądana jest powierzchnia o zerowym zanurzeniu, należy przyznać, że jest to ryzyko i złagodzić je (być może poprzez zastosowanie teksturowanego wykończenia formy, które ukrywa niewielkie ślady wypychacza lub poprzez wiele testów). Wdrożenie dokładnych analiza tolerancji na zespołach, aby wiedzieć, gdzie potrzebna jest precyzja, a gdzie można pozwolić na przerwę lub nakładanie się dla zachowania rozsądku. I pamiętaj, że Testowanie jest twoim przyjacielemKażdy prototyp lub seria pilotażowa powinny być postrzegane nie tylko jako kamień milowy do przejścia, ale jako okazja do nauki i udoskonalenia projektu lub procesu. Każdy problem odkryty podczas testów jest znacznie tańszy niż ten znaleziony w terenie lub w magazynie pełnym niesprzedawalnych produktów.
Podsumowując, chociaż cytuje się, że “80% projektów początkowo kończy się niepowodzeniem”, statystykę tę można odwrócić. Dzięki wiedzy i przygotowaniu możesz znaleźć się w grupie 20%, która zrobi to dobrze - lub przynajmniej wyłapie błędy na tyle wcześnie, by szybko skorygować kurs. The nowoczesny zestaw narzędzi projektowania form (symulacje cyfrowe, zaawansowane materiały, precyzyjna obróbka i stulecie zbiorowego know-how w dziedzinie tworzyw sztucznych) zapewnia wszystko, co jest potrzebne do odniesienia sukcesu. Stosując wnioski wyciągnięte z wcześniejszych niepowodzeń - czy to tak proste, jak dodanie stopnia przeciągu, czy tak strategiczne, jak dostosowanie celów zespołu i dostawców - można osiągnąć sukces. Producenci OEM i interesariusze B2B mogą zaoszczędzić mnóstwo czasu i kosztów, zapewniając, że ich następna mysz lub urządzenie trafi do produkcji bez zakłóceń. Ostatecznie “nieudany” projekt formy jest prawdziwą porażką tylko wtedy, gdy nic się z niego nie nauczyliśmy. W duchu ciągłego doskonalenia, każda próba, nawet nieudana, sprawia, że kolejny projekt jest lepszy. Wykorzystaj tę wiedzę w procesie projektowania, a przekonasz się, że możesz znacznie obniżyć liczbę 80% i z pewnością wprowadzić swój produkt na rynek.

Gotowy, by uniknąć pułapek w projektowaniu form?
W Darshion specjalizujemy się w niestandardowych Mysz OEM/ODM z dogłębną wiedzą specjalistyczną w zakresie projektowania form, oprzyrządowania i produkcji masowej. Nasz zespół pomógł setkom globalnych marek uniknąć najczęstszych awarii form - ponieważ widzieliśmy je wszystkie.
Niezależnie od tego, czy tworzysz prototyp swojej pierwszej ergonomicznej myszy, czy optymalizujesz istniejący projekt do masowej produkcji, jesteśmy tutaj, aby wspierać Cię od pomysłu do gotowego produktu.
Jeśli chcesz zmniejszyć ryzyko, zwiększyć zyski i współpracować z zaufanym produkcja myszy partner-skontaktuj się z nami.
