
Lançamentos de novos produtos no fabricação de plásticos são muitas vezes prejudicados por uma realidade preocupante: a grande maioria dos projetos de moldes de injeção falham nos testes iniciais. De fato, as análises do setor revelam que a maioria dos defeitos na moldagem por injeção não vêm da linha de produção, mas se originam nos estágios iniciais de design do produto. Em outras palavras, até ~80% dos problemas de mofo são “projetados” antes de uma única injeção ser moldada. Para algo tão comum como um mouse de computador, que normalmente consiste em várias peças plásticas de precisão (carcaças superior e inferior, mecanismos de botões etc.), esses erros iniciais de projeto podem significar um desastre.

Falhas comuns no projeto do molde de injeção e suas consequências
| Tipo de falha | Consequências típicas | Medidas preventivas |
|---|---|---|
| Seleção inadequada de materiais | Rachaduras, deformações ou rachaduras por estresse | Combine a resina com as especificações, teste o encolhimento, use PC-ABS ou plásticos reforçados |
| Ângulo de inclinação insuficiente | Peças grudadas no molde, superfícies arranhadas | Aplique uma tiragem de 1°-3°, simule a ejeção durante a modelagem CAD |
| Desalinhamento do botão | Cliques em botões inconsistentes ou com falha | Análise de tolerância, incluindo pinos de alinhamento |
| Imprecisões de ferramental | Flash, incompatibilidade de peças, vida útil curta da ferramenta | Use aço endurecido (por exemplo, H13), calibração de precisão |
| Lacunas na prototipagem | Desconforto do usuário, problemas de desempenho não detectados precocemente | Criar e testar protótipos totalmente funcionais |
| Teste de lacunas | Falha nas inspeções de qualidade, correções caras após o lançamento | Incluir execuções piloto, testes de ciclo de vida, validação de DFM |
Quando um projeto de molde falha, as consequências são rápidas e graves. O projeto enfrenta Falhas no teste T1, A empresa está se preparando para enfrentar os desafios do mercado, com repetidas modificações no molde, atrasos no lançamento e custos inesperados. A Estudo de caso da General Motors é revelador: ao ignorar um aviso de empenamento do fluxo do molde durante o projeto, a equipe teve que gastar mais de $100.000 e 43 dias extras para corrigir problemas de espessura da parede depois que o molde de aço já estava cortado. Por outro lado, outra equipe que ajustou o projeto de forma proativa (realocando um portão para eliminar uma linha de solda fraca) relatou economizou $1,1 milhão em correções potenciais. A lição é clara: detectar e corrigir problemas na fase de projeto é muito mais barato e rápido do que depois que as ferramentas são construídas. A maioria As falhas de moldagem por injeção têm uma coisa em comum: eles são pegos tarde demais, Quando uma falha encontrada durante a inspeção do primeiro artigo exige um caro retrabalho da ferramenta.
Por que projetos de moldes de mouse O mouse de computador, em particular, é tão propenso a falhas? Um mouse de computador pode parecer um dispositivo simples, mas seu as peças plásticas devem atender a requisitos ergonômicos, estéticos e funcionais rigorosos. O invólucro superior com botões embutidos deve se alinhar com precisão aos interruptores internos; a roda de rolagem, os botões laterais e a tampa inferior precisam se encaixar e funcionar sem emendas. Para conseguir isso, é necessário um encaixe quase perfeito projeto para manufaturabilidade. Infelizmente, os projetistas de produtos (e até mesmo alguns fabricantes de ferramentas) podem subestimar as complexidades da moldagem por injeção. Eles podem projetar em CAD sob ideal condições que não refletem as tolerâncias de fabricação, os comportamentos dos materiais ou as realidades de montagem do mundo real. O resultado? Cerca de 4 em cada 5 projetos exigem uma revisão significativa antes que possam produzir peças boas de forma confiável. Nas seções a seguir, exploraremos os causas comuns de falhas e como evitá-los.
1. Seleção inadequada de materiais - o plástico errado para o trabalho
Um dos erros de design mais caros é selecionar uma resina plástica que não seja adequada aos requisitos do produto ou ao processo de fabricação. É fácil ver como isso acontece: um projetista pode escolher um material com base em um propriedade da folha de dados (por exemplo, alta resistência ou um acabamento brilhante) sem perceber que o comportamento de moldagem do material no mundo real será diferente. Uma folha de dados de resina fornece propriedades medidas em amostras ideais de teste de laboratório, mas as peças moldadas reais geralmente têm desempenho inferior a essas especificações devido aos efeitos do processamento. Por exemplo, a resistência ao impacto listada de um polímero pode pressupor um material perfeitamente seco e sem aditivos, enquanto na produção a resina pode ter um pouco de umidade ou corante que torna as peças mais frágeis. Os plásticos preenchidos com fibras podem se deformar ou ter resistência anisotrópica porque as fibras se alinham com o fluxo, produzindo rigidez desigual em toda a peça. Se essas nuances não forem levadas em conta, o material escolhido poderá causar rachaduras, deformações ou falha prematura em uso.
É importante ressaltar, A seleção de materiais não se refere apenas à resistência ou à aparência, mas também ao ambiente de uso final. Os plásticos podem ser sensíveis a temperaturas extremas, exposição a raios UV ou produtos químicos. A escolha de uma resina sem levar em conta esses fatores pode danificar um produto. Dados do setor mostram que rachadura por estresse ambiental (ESC) - onde peças plásticas racham devido à exposição a produtos químicos ou estresse - é responsável por cerca de 25% de falhas em componentes plásticos. Imagine especificar um ABS plástico para a carcaça de um mouse devido à sua resistência, apenas para descobrir que a oleosidade da pele ou um solvente de limpeza fazem com que o ABS fique rachado com o tempo. (De fato, há casos documentados de peças de ABS rachando devido a interações químicas e peças de policarbonato falhando após exposição a produtos de limpeza à base de álcool). O uso de um material fora de sua zona de conforto pode resultar em altas reclamações de garantia ou falhas de campo, forçando um redesenho tardio. Se você trocar de material depois que o molde for construído, a taxa de encolhimento diferente poderá significar que toda a ferramenta terá que ser usinada novamente - um cenário de pesadelo para um OEM.
Bom Prática de DFM requer a adequação do plástico às necessidades do produto e projetar o molde de acordo com as características desse material. As principais considerações incluem a força, a rigidez e a resistência ao calor da resina (o mouse passará por altas temperaturas durante o uso ou o transporte?), taxa de encolhimento (essencial para as dimensões da peça e o ajuste da montagem) e quaisquer requisitos regulamentares (por exemplo, inflamabilidade UL, conformidade com RoHS). O custo não deve ser o único fator determinante. Selecionar a resina mais barata sem avaliar o desempenho no contexto é uma receita para problemas. Por exemplo, um material muito rígido pode fazer com que os recursos de dobradiças finas (como as travas da porta da bateria) fiquem propensos a quebrar, enquanto uma resina mais flexível poderia sobreviver. Por outro lado, um material que não seja rígido o suficiente pode fazer com que o mouse montado pareça frágil ou permitir o desgaste excessivo dos botões. Há também a questão de compatibilidade de processosSe o mouse tiver algum cabo de borracha sobremoldado ou componentes de dois disparos, os materiais devem se unir ou, pelo menos, não interferir uns com os outros - algo que os designers podem ignorar. O resultado final é que escolher o plástico certo é fundamental. Uma má escolha pode introduzir falhas sutis que nenhuma quantidade de ajustes de processamento pode corrigir. As equipes inteligentes envolvem engenheiros de materiais e moldadores desde o início para examinar as opções de resina em relação às condições do mundo real, muitas vezes usando simulação e testes em pequena escala para ver como um material se comporta quando moldado na geometria real da peça.

2. Erros de cálculo do ângulo de inclinação - peças presas e superfícies raspadas
Ângulo de inclinação - a sutil conicidade nas paredes verticais de uma peça moldada - é um pequeno detalhe de projeto que tem um impacto enorme no sucesso do molde. A tiragem é o que permite que uma peça plástica seja liberada do molde sem força excessiva. Quando os ângulos de inclinação são mal calculado ou negligenciado, isso geralmente leva a peças que grudam no molde, As peças podem ser removidas com o auxílio de um dispositivo, ficando arranhadas/raspadas ou até mesmo deformadas ao serem retiradas. Um erro comum de principiante no projeto de peças é ter paredes quase verticais (0° de inclinação) porque o modelo CAD fica mais bonito dessa forma ou para atender a uma intenção dimensional apertada. Infelizmente, O calado zero torna a ejeção quase impossível - a peça agarra o aço do molde como uma ventosa. Quando os pinos ejetores empurram a peça para fora, pode ser necessária tanta força que o plástico cede, causando marcas de arrasto, arranhões ou deformação de características. Paredes ou nervuras finas e delicadas são especialmente propensas a rasgar ou rachar se a corrente de ar for insuficiente. Além disso, o próprio molde pode sofrer danos: a alta força de ejeção leva a desgaste do pino ejetor e podem até mesmo distorcer as cavidades do molde com o tempo. No contexto de um mouse, pense nos postes altos que são montados nos parafusos da placa de circuito ou nas laterais do corpo do mouse - se eles não forem projetados, os primeiros artigos podem sair arrancados e inutilizáveis.
Então, qual é a quantidade certa de rascunho? Diretrizes do setor existem como ponto de partida. Uma recomendação típica é ter no mínimo menos 1° de inclinação por lado em qualquer face vertical para uma superfície lisa e sem textura. Se a peça tiver um acabamento de superfície texturizado ou fosco (geralmente o caso de um mouse para melhorar a aderência ou ocultar impressões digitais), será necessário mais calado - geralmente 2-3° ou mais - porque a microtextura cria atrito como uma lixa contra o molde. Uma regra geral é um acréscimo de aproximadamente 1,5° de corrente de ar para cada 0,001″ de profundidade da textura (portanto, uma textura média pode precisar de mais de 5° no total). Em geral, 1-2° é um mínimo seguro para a maioria dos recursos, E mais é melhor se não comprometer o projeto. Se um projeto exigir absolutamente uma parede de 0° em alguma área (talvez para o alinhamento cosmético de duas peças), você deve confinar essa região de calado zero à menor área possível e estar preparado para outras compensações - como usar revestimentos de molde especializados para reduzir o atrito ou aceitar alguns arranhões em superfícies internas ocultas.
Vale a pena observar que os ângulos de rascunho geralmente estão diretamente ligados a decisões sobre ferramentas e linhas de corte. Por exemplo, se você tiver uma concha de mouse alta e não decorada, poderá projetá-la de modo que a linha de separação divida a tiragem, garantindo que nenhuma das metades do molde tenha um rebaixo nessa parede vertical. Se isso não for levado em consideração, poderá causar interferência de ejeção em que uma rebarba ou incompatibilidade na linha de partição raspa a peça na saída. Muitos projetos de moldes não passam no teste T1 porque a tiragem simplesmente “não é suficiente”; as primeiras peças apresentam marcas de arrasto ou não são ejetadas de forma limpa, exigindo que o molde seja retrabalhado (aço removido) para adicionar mais tiragem. De fato, juntamente com os problemas de espessura da parede, a falta ou insuficiência de calado é uma das principais causas do retrabalho de ferramentas. O custo desse erro não é medido apenas em dólares, mas também em perda de tempo e possível atraso no lançamento do produto. A boa notícia é que o rascunho é fácil de acertar se for considerado desde o início: inclua-o no CAD desde o início e execute um rápido análise de moldabilidade (muitos programas de CAD ou parceiros de moldagem sinalizarão faces com calado zero). É uma verificação simples que pode salvar seu projeto. (Imagem: Um diagrama de duas peças plásticas em seção transversal - uma com ângulo de inclinação adequado ejetando suavemente do molde e outra sem inclinação grudada na parede do molde - com setas vermelhas indicando a força de ejeção e marcas de desgaste na peça grudada).
3. Problemas de alinhamento de botões - Tolerância de empilhamento e peças mal ajustadas
Em um conjunto de várias partes, como um mouse de computador, o alinhamento é tudo. Os botões de clique esquerdo e direito, por exemplo, geralmente fazem parte da tampa superior e devem Pressione com precisão os microinterruptores na placa de circuito impresso abaixo. Se o design do molde ou a geometria da peça estiver errada em um milímetro sequer, esses botões podem se prender (ficarem pressionados) ou, ao contrário, ter uma folga muito grande (cliques que não respondem). Infelizmente, Problemas de alinhamento de botões são um motivo frequente de falha no projeto em mouses e componentes eletrônicos semelhantes. Esses problemas geralmente estão relacionados a projeto insuficiente para montagem: a equipe de engenharia pode não ter realizado uma análise completa análise de empilhamento de tolerância nem consideraram como as peças podem se deformar, o que faz com que as peças não se encaixem como planejado. Por exemplo, as metades superior e inferior do mouse podem estar de acordo com as especificações individualmente, mas, quando encaixadas, uma leve deformação na parte superior e uma coluna com 0,2 mm a mais de altura podem fazer com que os botões sentar-se torto ou emperrado.
Um princípio de engenharia bem divulgado é que componentes que se encaixam bem em um protótipo podem ficar desalinhados em escala quando as tolerâncias se acumulam. Isso foi ilustrado de forma dramática pelo desenvolvimento do 787 da Boeing: os protótipos das seções se encaixavam, mas na produção, pequenas variações se acumulavam - os furos dos fixadores não se alinhavam, as montagens tinham lacunas. Em um mouse, temos menos peças, mas até mesmo “cinco componentes com tolerâncias folgadas” podem ser perdoados; se forem vinte peças em uma montagem final, isso pode acontecer. essas tolerâncias se acumulam em desalinhamentos ou falhas de ligação. Muitas empresas, surpreendentemente, não realizam estudos completos de tolerância de seus projetos e depois se perguntam por que os rendimentos da montagem são baixos. A prática recomendada é identificar os alinhamentos críticos (como a interface entre o botão e o interruptor, o posicionamento do sensor em relação à abertura da lente inferior etc.) e controlá-los rigorosamente, ao mesmo tempo em que se permite uma certa folga nas áreas não críticas. Muitas vezes, a inclusão de recursos de alinhamento pode ajudar: por exemplo, a moldagem em postes-guia, nervuras ou lacunas controladas (“revelações”) entre as peças para acomodar pequenas diferenças. Uma pequena costura ou folga visível, se for uniforme e intencional, é muito preferível a tentar obter uma aparência de folga zero que acabe com as peças forçando umas às outras para fora da posição.
No projeto de moldagem por injeção, também é preciso prever encolhimento e deformação da peça. As peças plásticas podem se deformar ao esfriar, especialmente se não forem perfeitamente uniformes ou se forem ejetadas quentes. A tampa superior de um mouse, larga e relativamente fina, pode deformar um pouco Se o projeto não perdoar isso (por exemplo, usando clipes flexíveis ou parafusos que os alinhem), você terá problemas de encaixe. De fato, duas peças moldadas grandes que se juntam agravarão o empenamento e a variação dimensional uma da outra. É por isso que os projetistas experientes incorporam recursos de intertravamentoPor exemplo, em um alojamento personalizado, os projetistas usaram várias nervuras de intertravamento, encaixes e bordas sobrepostas para manter as peças alinhadas e rígidas quando montadas. Esses recursos não apenas orientam a montagem durante o encaixe, mas também adicionam suporte mecânico para resistir a qualquer deformação residual. Por outro lado, se não houver recursos de alinhamento, a montagem se torna um quebra-cabeça em que a pior tolerância de cada peça pode resultar em algo que não se encaixa. Um sintoma clássico em projetos mal alinhados é um furo de parafuso não está alinhado - você pode instalar três parafusos, mas o quarto está 0,5 mm fora do lugar e não entra. Isso geralmente é um sinal de alerta de que as tolerâncias não foram totalmente levadas em conta. Os engenheiros devem usar ferramentas de análise de tolerância para simular os piores cenários e resolvê-los no projeto (seja apertando as tolerâncias das peças, adicionando recursos para limitar a variação ou ajustando as dimensões nominais). Como disseram os engenheiros do StudioRed, para cada ajuste linha a linha, outro ajuste semelhante pode “lutar” contra ele ou empurrar as peças para fora da posição quando as tolerâncias se desviam. O reconhecimento antecipado desses conflitos permite que você decida quais interfaces são essenciais e quais podem ter uma pequena folga ou sobreposição.
No contexto de botões do mouse, Uma dica útil de design é incluir recursos ajustáveis ou, pelo menos, testar vários protótipos quanto à sensação do botão. Alguns designs de mouse adicionam pequenos postes ou almofadas sob o botão que podem ser cortados para ajustar a pré-carga no interruptor. Se os testes iniciais do molde mostrarem que o botão não está clicando consistentemente no interruptor (talvez devido a uma pequena folga), esses recursos podem ser ajustados sem um redesenho completo. No entanto, esses são remendos - o objetivo é um projeto robusto desde o início. A colaboração entre os designers de produto e os fabricantes de ferramentas pode garantir que o alinhamento e a adequação são priorizados. Muitos problemas de alinhamento podem ser resolvidos no papel simplesmente decidindo a estratégia de montagem com antecedência e definindo uma estrutura de pontos de referência (o que está localizado em relação a quê). Como enfatiza um guia, os pontos críticos de ajuste devem ser estabelecidos e acordados pela equipe de projeto e pelo fabricante desde o início, não deixados ao acaso ou descobertos na primeira construção. A recompensa por essa diligência é enorme: você evita o cenário de ter 10.000 tampas superiores de mouse que não se encaixam corretamente em seus fundos - uma correção que exigiria um retrabalho secundário dispendioso ou o descarte total das peças. (Imagem: Close-up de um mouse de computador desmontado: a parte superior com os botões e a parte inferior com a placa de circuito impresso, mostrando os postes de alinhamento e as posições dos interruptores. As setas indicam onde pode ocorrer desalinhamento entre o botão e o interruptor, ilustrando a necessidade de um ajuste preciso).
4. Imprecisões de ferramental e erros de fabricação de moldes
Mesmo um projeto de peça perfeito pode falhar se o o próprio ferramental do molde é defeituoso. Em nosso contexto, as “imprecisões do ferramental” referem-se a problemas na forma como o molde de injeção é construído ou mantido - coisas como tolerâncias de usinagem, alinhamento das metades do molde e a escolha do aço do molde. A precisão é importante: Os moldes de injeção são normalmente usinados em CNC com tolerâncias padrão de cerca de ±0,005 polegadas (±0,127 mm), O molde pode ser cortado com ±0,002″ ou mais apertado. Se um fabricante de moldes cortar os cantos (literal e figurativamente), o molde resultante poderá produzir peças fora das especificações desde o primeiro dia. Por exemplo, se as cavidades para os botões do mouse estiverem desalinhadas em 0,1 mm, todas as peças que saírem terão esse desalinhamento incorporado, o que pode causar a aderência dos botões ou lacunas irregulares.
Uma causa frequente de falha relacionada a ferramentas é subestimar a qualidade do molde necessária. A escolha de uma ferramenta de baixo custo ou de metal macio para economizar dinheiro pode acabar sendo uma falsa economia. Aços macios (como o P20 pré-endurecido) ou moldes de alumínio se desgastam mais rapidamente e não consegue manter tolerâncias rígidas em longas distâncias. À medida que o molde se desgasta, as duas metades podem não se alinhar perfeitamente (os pinos-guia se soltam), o que leva ao flash - as aletas de plástico finas e indesejadas na linha de separação - ou a desvios dimensionais. Uma cavidade desgastada pode produzir peças um pouco maiores ou menores do que o pretendido, prejudicando o ajuste da montagem. Quando um molde está desgastado ou danificado, nenhum ajuste no processo pode compensar totalmente; a ferramenta deve ser reparada ou substituída. Por exemplo, se as bordas das cavidades dos botões do mouse se desgastarem, você começará a ver um brilho ao redor dos botões que precisa ser aparado, o que aumenta a mão de obra e o custo. Se uma linha de resfriamento enferrujar ou um respiradouro entupir (devido à má manutenção ou a um aço inferior), o molde poderá começar a produzir peças queimadas ou com curto-circuito. Claramente, ferramentas de qualidade valem a pena - Um molde de aço endurecido (como o H13) pode custar mais no início, mas produzirá milhões de peças com qualidade consistente. Por outro lado, uma ferramenta barata pode falhar depois de algumas centenas de milhares de disparos ou menos, causando tempo de inatividade não planejado.
Outro aspecto é o precisão da fabricação de moldes - Mesmo com um bom aço, podem ocorrer erros na usinagem. Locais mal perfurados do pino ejetor, pequenos erros na profundidade da cavidade ou acabamento superficial ruim podem introduzir defeitos. Um exemplo comum: se as metades do molde não estiverem perfeitamente niveladas, você terá um degrau na linha de separação (uma incompatibilidade), que em um mouse pode ser uma borda afiada ou uma característica desalinhada (imagine que o lado esquerdo da carcaça do mouse seja 0,2 mm mais alto do que o direito na costura - isso é uma incompatibilidade de molde). Os fabricantes de moldes de alta qualidade usam componentes retificados com precisão e testam os moldes rigorosamente (como a detecção no molde) para eliminar esses problemas. Também é fundamental incorporar travas de alinhamento no projeto do molde - recursos robustos que garantem que o núcleo e a cavidade se alinhem exatamente da mesma forma a cada injeção. Se os recursos de alinhamento forem insuficientes ou se desgastarem, ocorrerá um deslocamento da cavidade e as peças poderão sair assimétricas ou com espessura de parede variável.
Imprecisões de ferramental também abrangem erros de cálculo de encolhimento. Geralmente, o molde é cortado com tamanho maior para levar em conta o encolhimento do plástico durante o resfriamento. Se for usada a taxa de encolhimento errada (digamos que o projetista tenha presumido que o ABS encolheria 0,5%, mas na verdade o tipo encolhe 0,7%), as peças sairão fora do tamanho. As dimensões críticas (como o espaçamento das características dos botões ou das saliências de montagem da placa de circuito impresso) podem não atender à impressão, causando desajustes na montagem. Portanto, é fundamental que os engenheiros de molde usem o fator de contração correto para a resina exata e a geometria da peça. Às vezes, uma mudança de resina no final do projeto (devido a mudanças no fornecimento ou nas especificações) pode atrapalhar esse processo - se você trocar de material, talvez seja necessário recortar os núcleos do molde para ajustar a nova contração. Pular essa etapa quase certamente resultará em um falha induzida por ferramentas, Quando as peças simplesmente não se encaixam porque a ferramenta não foi ajustada para o novo material.
Finalmente, manutenção de ferramentas faz parte da equação. Um molde bem feito ainda pode “estragar” se não for bem cuidado. A manutenção regular (limpeza, lubrificação, repolimento periódico, verificação de dimensões críticas) é necessária para manter a precisão. Negligenciá-la pode levar a falhas evitáveis - por exemplo, Ventiladores entupidos no molde causam armadilhas de ar, que superaquecem e queimam o plástico (dieseling), corroendo o aço ao redor dessa área. Se a erosão for grave, você terá basicamente um novo formato do defeito gravado na cavidade - cada peça terá uma mancha ou até mesmo um furo. Da mesma forma, pinos ejetores desgastados ou dobrados pode quebrar peças ou deixar marcas de afundamento, e superfícies de separação deterioradas garantirá o brilho. Um estudo de caso observou que, quando uma empresa ignorou a manutenção da ventilação, ela viu um Taxa de rejeição do 44% devido a marcas de queimadura até que eles consertassem a ventilação. No caso de um produto para ratos, o alto número de rejeições pode significar a perda de uma janela de lançamento ou custos não planejados para refazer um grande lote. A ênfase aqui é que um molde não é apenas uma peça estática de metal - é um instrumento de precisão que deve ser construído e mantido com cuidado. Investir em uma boa ferramenta e fazer sua manutenção pode não parecer empolgante, mas é o que separa uma produção tranquila de uma cascata de problemas de qualidade. (Imagem: Um molde de injeção de aço para a tampa superior de um mouse, com uma metade mostrando cavidades polidas e canais de resfriamento perfurados com precisão. Algumas seções são destacadas para mostrar os recursos de alinhamento, como pinos-guia e travas. A imagem ressalta a complexidade e a precisão exigidas no ferramental do molde).
5. Erros de prototipagem - Quando o protótipo engana a produção
Antes de se comprometer com um molde de produção, as empresas geralmente constroem protótipos - da peça ou até mesmo do molde (por exemplo, moldes de protótipos macios) - para testar o projeto. A criação de protótipos é essencial, mas também pode dar uma falsa sensação de segurança se não for feito de forma realista em termos de produção. Um dos principais motivos pelos quais ~80% dos projetos falham na produção real é a lacuna entre as condições de prototipagem e fabricação. As equipes podem comemorar um protótipo que “funciona” sem perceber que não replicaram verdadeiramente as tensões da produção em massa. Considere este cenário (extraído de um caso real de startup): uma equipe passou meses aperfeiçoando um Protótipo impresso em 3D ou usinado em CNC de um novo dispositivo - talvez até mesmo um mouse ergonômico. O protótipo, testado por algumas pessoas em um escritório, funciona perfeitamente e ganha prêmios de design. Mas quando eles passaram para a moldagem por injeção para produção em massa, a taxa de falhas disparou para 40%. O que aconteceu? O protótipo não revelou problemas que só aparecem em escala: pequenas diferenças de propriedade do material, variações entre lotes, montagem em velocidades de linha e fatores ambientais, como oscilações de temperatura e umidade. Na bolha controlada do protótipo, nenhum desses fatores estava presente. No mundo real caótico de uma fábrica e do transporte global, todos eles surgiram de uma só vez.
Um comum erro de prototipagem é usar métodos de fabricação que não correspondem ao processo final. Por exemplo, uma carcaça de mouse fresada em plástico sólido ou criada em uma impressora 3D de resina pode ser dimensionalmente perfeita e muito rígida. Mas uma peça moldada por injeção terá propriedades sutilmente diferentes - possivelmente mais estresse interno, leve empenamento e uma textura ou acabamento de superfície diferente. Se o projeto não tiver sido ajustado para levar em conta esses fatores, é possível que a versão moldada por injeção não tenha o mesmo desempenho do protótipo fresado. Em um caso dramático, Boeing descobriram que seus componentes de protótipo feitos com usinagem de precisão se encaixam individualmente, mas quando produzidos com tolerâncias normais de fabricação pelos fornecedores, essas peças não foi montado corretamente em escala. Traduzindo para a moldagem por injeção: seu protótipo pode ter tido folgas de montagem generosas ou ter sido ajustado manualmente, ao passo que suas peças moldadas podem ter interferências mais rígidas porque o plástico tem variação. Protótipos feitos à mão mascaram a variabilidade - um engenheiro pode lixar ou ajustar um protótipo para que ele se encaixe, algo impossível de ser feito em milhares de unidades de produção.
Outra armadilha da criação de protótipos é não iterar o suficiente ou pular testes realistas. Às vezes, as equipes se apaixonam pelo primeiro protótipo e correm para o ferramental, apenas para descobrir mais tarde que o projeto não era robusto. É aconselhável criar protótipos em estágios, desde modelos rápidos e baratos para a forma e o ajuste básicos até, talvez, um protótipo de baixo volume. ferramenta de protótipo (talvez um molde de alumínio) para verificar a dinâmica da moldagem e incorporar melhorias no projeto a cada vez. Cada protótipo deve ser testado em condições mais próximas do uso real. No caso de um mouse, isso pode significar fazer um ciclo de temperatura das peças (as metades ainda se encaixam depois de ficarem em um porta-malas de carro quente ou em um depósito frio? Se você mesmo só monta um protótipo em uma bancada de trabalho, pode não perceber que, em uma linha de produção, o leve ângulo de um operador ao encaixar as peças faz com que uma trava se quebre - porque você não adicionou um chanfro de entrada, por exemplo.
Crucialmente, a prototipagem deve envolver especialistas em fabricação. Uma causa clássica de falha é a desconexão entre designers e fabricantes. Se os projetistas desenvolvem um protótipo isoladamente (talvez com impressão 3D) e depois o “jogam por cima do muro” para a equipe de ferramentas, o resultado geralmente é um despertar rude. Os recursos que foram fáceis de criar em um protótipo podem ser pesadelos de moldagem (cortes inferiores que precisam de ações laterais, seções finas profundas que causam curtos, etc.). Sem uma revisão colaborativa do DFM, esses problemas passam despercebidos. Como a empresa First Mold observou em um artigo técnico, sua pesquisa interna encontrou problemas persistentes quando os projetistas não estavam expostos às limitações das ferramentas e trabalhavam separadamente dos fabricantes de moldes. O A solução é integrar as verificações de DFM antecipadamente - essencialmente protótipo para fabricação, e não apenas para a forma. Isso inclui fazer coisas como simulações de fluxo de molde no modelo CAD antes de cortar o aço. Se um Análise de fluxo de molde se o projeto do protótipo prevê um grande coletor de ar ou uma linha de solda em um recurso crítico do botão, isso é um sinal de alerta para corrigir o projeto antes de ele se torna um problema caro de mofo.
Um outro aspecto é iteração rápida vs. iteração inteligente. É possível produzir várias versões de protótipos e, ainda assim, não descobrir o problema principal se você não estiver testando em condições semelhantes às de produção. O caso da PrintForm, que citamos anteriormente, mostra bem isso: eles tinham um ótimo protótipo, mas ele não havia sido testado com variações de materiais, diferentes condições de montagem etc. A recomendação deles (e a nossa também) é validar em condições de produção o mais cedo possível, que pode reduzir o tempo de colocação no mercado em 30-40%. Na prática, isso pode significar usar uma execução piloto de uma ferramenta flexível para avaliar o rendimento e os problemas, ou executar a montagem em uma linha de fabricação simulada. Se algo falhar nesses cenários, você poderá voltar atrás e ajustar o projeto ou o processo enquanto ele ainda é relativamente barato. Ao pular essa etapa, você terá uma surpresa desagradável durante sua primeira produção em massa. Em resumo, os erros de prototipagem geralmente decorrem do fato de não se ter prototipado as coisas certas (processo, tolerâncias, ambiente) ou de se ter interpretado erroneamente um protótipo bem-sucedido como prova de um projeto pronto para a produção. A cura é uma abordagem disciplinada: Trate os resultados dos protótipos com cautela e crie margens de segurança, Não se esqueça de que, se um funciona, um milhão de outros funcionará da mesma forma“ sem evidências. (Imagem: Um mouse protótipo e um mouse de produção lado a lado - o protótipo pode ser um modelo impresso em 3D, com aparência perfeita, enquanto o de produção mostra um defeito, como um botão deformado - enfatizando como um protótipo impecável pode enganar se não tiver sido feito em condições semelhantes às de produção).
6. Lacunas nos testes - validação inadequada e falta de ciclos de feedback
Por último, mas não menos importante, muitas falhas no projeto do molde decorrem simplesmente de não testar o suficiente ou não testar as coisas certas no momento certo. Falamos sobre prototipagem, mas, além disso, há o campo da validação de projeto e validação de processo. Mesmo depois que o molde é feito, o trabalho não termina - você deve testar rigorosamente se o molde pode produzir boas peças de forma consistente (e se essas peças atendem a todos os requisitos). Uma “lacuna” significativa ocorre quando as equipes saem correndo do T1 (as primeiras tentativas de teste) direto para a produção em massa sem testes suficientes, ou quando deixam de lado as simulações e Revisões de DFM desde o início.
Uma ferramenta essencial é Simulação CAE - No caso da moldagem por injeção, isso geralmente significa análise do fluxo do molde (para prever como o plástico se enche, onde podem se formar linhas de solda ou armadilhas de ar, se haverá problemas de afundamento ou deformação). Ignorar essa análise na fase de projeto é pedir para ter problemas. Problemas como disparos curtos, ou linhas de solda que acabam em um encaixe (criando um ponto fraco), ou ar preso causando queimaduras, muitas vezes podem ser previstos e resolvidos com ajustes no projeto ou nos locais dos portões. No entanto, sob a pressão do cronograma, algumas equipes deixam de lado essa etapa. O resultado? Elas “descobrem” esses defeitos evitáveis somente depois que o caro molde de aço é feito. Conforme observado anteriormente, corrigir uma falha de projeto no CAD pode custar algumas horas, mas corrigi-la no aço pode custar semanas e muito dinheiro. Portanto, um processo de projeto robusto incluirá verificações DFM antecipadas e completas. Muitos parceiros de moldagem por injeção oferecem um revisão formal do DFM em que os engenheiros analisam a peça e destacam os problemas (por exemplo, “essa parede é muito grossa, esse raio é muito acentuado, esse rebaixo precisa de um deslizamento, você tem certeza de que esse material pode suportar a tensão aqui?”). Essas revisões, combinadas com a simulação, funcionam como uma “lista de verificação pré-voo”, detectando erros que, de outra forma, surgiriam como falhas nos testes ou na produção.
Supondo que o projeto passe por esses obstáculos e que você corte o molde, a próxima lacuna possível é validação do processo. Não basta que o molde possa produzir uma peça boa; é preciso garantir que ele possa produzir milhares ou milhões de peças de forma confiável. A validação do processo é uma abordagem estruturada (geralmente formal nos setores de tecnologia médica e aeronáutica) em que você verifica o processo de moldagem em toda a janela operacional esperada. Por exemplo, você testará as execuções nas extremidades alta e baixa das configurações de temperatura, pressão e tempo para garantir que as peças permaneçam dentro das especificações. Se você pular essa etapa e considerar apenas as primeiras peças de boa aparência como prova de que tudo está bem, poderá ser prejudicado posteriormente pela variabilidade - talvez a produção de um turno esteja saindo ligeiramente diferente porque a máquina ou as condições ambientais são diferentes. Um caso famoso envolveu a Philips Healthcare: eles receberam uma advertência da FDA porque não haviam validado adequadamente o processo de moldagem por injeção de um componente, o que levou a 64 reclamações de falhas no campo. Em um produto de consumo como um mouse, os riscos não são tão altos quanto os dos dispositivos médicos, mas o controle deficiente do processo ainda pode significar altas taxas de refugo ou devoluções de clientes por problemas intermitentes (como um botão que falha após um mês de uso devido à tensão interna, que uma moldagem melhor poderia ter evitado).
Lacunas nos testes também incluem a falta de testes no mundo real. Uma coisa é testar as peças em um laboratório; outra é testá-las em seu ambiente operacional real. Se um mouse para jogos for projetado para suportar milhões de cliques, você testou o ciclo de vida dos botões para ver se o design resiste (e se o material plástico que você escolheu não se deforma ou racha)? Se o produto for usado em todo o mundo, você fez o teste de envelhecimento térmico/umidade para ver se as peças se deformam ou se tornam frágeis em climas extremos? Às vezes, os projetistas confiam nas especificações dos materiais ou presumem que os testes serão realizados posteriormente, e esses testes posteriores (por exemplo, testes beta, testes de certificação) revelam problemas que forçam uma mudança no projeto ou uma modificação no molde no final do jogo. Por exemplo, os testes regulatórios podem mostrar que o produto é reprovado em um teste de queda porque uma trava interna de plástico se rompe - um novo design pode exigir uma inserção de metal ou uma nervura mais espessa, o que significa Modificação do molde após sua construção. Tudo isso poderia ser evitado com testes holísticos e ciclos de feedback durante o desenvolvimento.
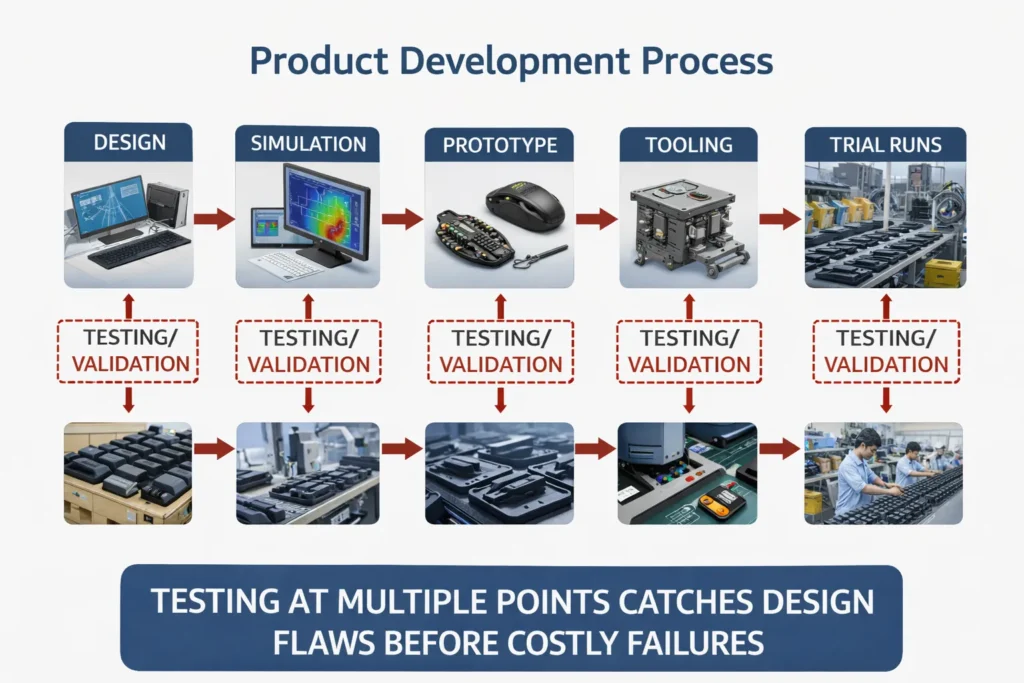
Em resumo, nenhuma notícia não é necessariamente uma boa notícia quando se trata de verificação de projeto. Se você não testou algo intencionalmente, presuma que é um risco. Os melhores fabricantes implementam múltiplos ciclos de feedbackO processo de desenvolvimento de um produto é composto por: revisões de projeto, simulação, teste de protótipo/piloto, inspeções de primeiro artigo, validações de processo (IQ/OQ/PQ para aqueles em setores regulamentados) e monitoramento contínuo. Cada ciclo é uma chance de detectar um descuido. Quanto mais lacunas houver nessa cadeia, maior será a chance de um projeto de molde “falhar”, produzindo peças defeituosas ou exigindo correções tardias. Por outro lado, ao testar e validar rigorosamente cada estágio, você aumenta drasticamente as chances de seu mouse ir do molde ao mercado sem surpresas desagradáveis. Como prova dessa abordagem, as equipes experientes tratam a moldagem por injeção como uma parceria entre o projeto e a produção, e não como uma transação do tipo "jogue-o-para-o-outro-lado". Elas trabalham em estreita colaboração com os engenheiros de ferramental, realizam revisões conjuntas e planejam a manutenção e as verificações de qualidade, assim Fechando as lacunas onde os fracassos passam despercebidos.
Lista de verificação de projeto para manufaturabilidade (DFM) para projetos de molde de mouse
| Aspecto do design | Diretriz de DFM |
|---|---|
| Espessura da parede | Mantenha uniforme (±10%) para evitar marcas de afundamento e rachaduras por tensão |
| Ângulo de inclinação | ≥1° para moldes polidos, ≥2-3° para superfícies texturizadas |
| Costelas e chefes | Use raios e filetes; evite cantos afiados |
| Ajuste de montagem | Definir a estrutura de pontos de referência, permitir tolerâncias e lacunas de montagem |
| Encolhimento do material | Use taxas de encolhimento validadas; ajuste as cavidades do molde de acordo |
| Linha de separação e ejeção | Evite marcas de ejeção em zonas cosméticas; planeje linhas de separação limpas |
| Localização do portão | Evite linhas de solda em áreas de tensão ou visuais |
| Simulação e teste | Use o Moldflow, teste amostras piloto e valide em condições reais |
Conclusão: Projetando para o sucesso - Colaboração, DFM e melhoria contínua
Um tema recorrente é a importância de colaboração antecipada e contribuição de especialistas. Envolva seu engenheiro de moldes ou parceiro de fabricação na fase de projeto para realizar uma revisão de DFM; isso pode detectar problemas como locais de porta, extremos de espessura de parede ou incompatibilidades de material antes que eles custem caro. Da mesma forma, trate seu fabricante de moldes como um parceiro os melhores resultados surgem quando o fabricante de ferramentas entende a função do produto e o projetista entende as restrições das ferramentas. Muitas empresas líderes agora realizam revisões conjuntas do projeto, nas quais todos, desde os designers industriais até os engenheiros de qualidade e os fabricantes de ferramentas, examinam o projeto em busca de possíveis modos de falha. Essa abordagem holística garante que, no momento em que o molde é cortado, o projeto seja robusto. Como diz um whitepaper da EVOK, a moldagem por injeção não deve ser abordada como uma simples compra de mercadoria, mas como uma parceria de projeto e fabricação. Essa mudança de mentalidade, por si só, ajuda a evitar as armadilhas clássicas.
Na prática, evitar falhas no projeto do molde significa adotar DFM e melhoria contínua. Usar simulação para prever e eliminar problemas como empenamento, linhas de solda e desequilíbrios de resfriamento. Insista em análises de materiais para verificar se o plástico escolhido funcionará em todas as condições esperadas (e tenha materiais de reserva qualificados, caso um deles não funcione). Siga as normas estabelecidas regras de design (paredes uniformes, calado adequado, cantos arredondados, etc.), mas também saiba quando quebrá-los com intenção - e somente com a contribuição do seu moldador. Por exemplo, se uma superfície com vazão zero for desejada por motivos estéticos, reconheça que é um risco e reduza-o (talvez usando um acabamento de molde texturizado que esconda pequenas marcas de ejeção ou testando bastante). Implemente um controle completo análise de tolerância em montagens para que você saiba onde precisa de precisão e onde pode permitir uma folga ou sobreposição para fins de sanidade. E lembre-se disso O teste é seu amigoO que é um problema: cada protótipo ou teste piloto deve ser visto não apenas como um marco a ser ultrapassado, mas como uma oportunidade de aprender e refinar o projeto ou o processo. Cada problema descoberto nos testes é muito mais barato do que aquele encontrado no campo ou em um depósito cheio de produtos não vendáveis.
Em conclusão, embora seja citado que “80% dos projetos falham” inicialmente, essa estatística pode ser invertida. Com conhecimento e preparação, você pode estar entre os 20% que acertam - ou, pelo menos, que detectam os erros com antecedência suficiente para corrigir o curso rapidamente. Os caixa de ferramentas moderna de projeto de moldes (simulações digitais, materiais avançados, usinagem de precisão e um século de know-how coletivo em plásticos) oferece tudo o que é necessário para o sucesso. Ao aplicar as lições de fracassos passados - seja algo tão simples como adicionar um grau de calado ou tão estratégico como alinhar as metas da sua equipe e dos fornecedores -, você pode Os OEMs e as partes interessadas B2B podem economizar muito tempo e custos, A empresa está sempre pronta para o trabalho, garantindo que seu próximo mouse ou dispositivo entre em produção sem problemas. No final das contas, um projeto de molde “fracassado” só é realmente um fracasso se nada for aprendido com ele. No espírito da melhoria contínua, cada tentativa, até mesmo as falhas, tornam o próximo projeto melhor. Incorpore esses aprendizados ao seu processo de projeto e você descobrirá que pode reduzir drasticamente o valor do 80% e realizar o lançamento de seus produtos com confiança.

Pronto para evitar as armadilhas do projeto de moldes?
Na Darshion, somos especializados em Mouse OEM/ODM com profundo conhecimento interno em projetos de moldes, ferramentas e produção em massa. Nossa equipe já ajudou centenas de marcas globais a evitar as falhas de molde mais comuns - porque já vimos todas elas.
Não importa se você está criando um protótipo do seu primeiro mouse ergonômico ou otimizando um design existente para produção em massa, estamos aqui para ajudá-lo desde o conceito até o produto final.
Se você deseja reduzir o risco, melhorar o rendimento e trabalhar com uma empresa de confiança, pode usar o fabricação de mouses parceiro-entre em contato conosco.
