
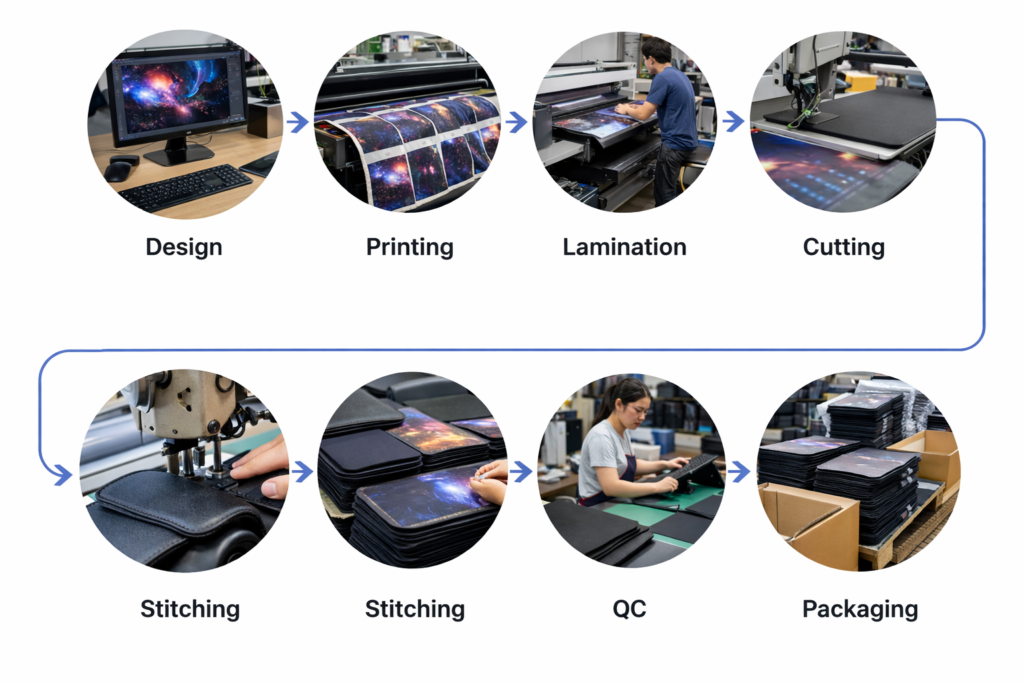
По мере роста мирового спроса на коврики для игровых мышей компании часто ищут надежного поставщика. производитель ковриков для мыши для выполнения крупных заказов. Если вы ищете коврик для мыши оптом поставщик или планируете индивидуальный коврик для мыши Для того чтобы понять, как эти изделия производятся на заводе, необходимо знать, как они устроены. В следующих разделах рассматривается каждый этап производства - выбор материала, смешивание резины, обработка пены, печать, резка, контроль качества, упаковка и доставка, - что позволяет получить подробное представление о процессе изготовления ковриков для мыши на фабрике.
Резюме
- Интегрированное производство: Современные фабрики часто сами выполняют все операции - от смешивания резиновой пены до конечной упаковки, обеспечивая контроль качества на каждом этапе. Работа с производителем, который контролирует весь процесс, помогает поддерживать постоянство при оптовых заказах.
- Качественные материалы: Процесс начинается с выбора высококачественного сырья. Для основы выбирается натуральный или синтетический каучук (каждый из них имеет свои преимущества в эластичности и долговечности), а для поверхности, на которую наносятся яркие отпечатки, - специализированная ткань (как правило, полиэстер).
- Точный процесс: Сырая резина смешивается с добавками, а затем вулканизированный в листы пенопласта, часто одновременно ламинированные с тканевым слоем, чтобы избежать склеивания. После отверждения на большие листы наносится индивидуальный рисунок (с помощью сублимационной или трафаретной печати) и вырезается по размеру с помощью точных штампов или лазеров. Для большей прочности можно дополнительно прострочить края.
- Тщательный контроль качества: Каждая накладка проходит проверку на размер, плоскостность, четкость печати и адгезию. Производители также проводят тесты на износ, гибкость и устойчивость к воздействию окружающей среды, чтобы гарантировать соответствие накладок стандартам производительности клиентов B2B.
- Упаковка и доставка навалом: Готовые коврики для мыши упаковываются в защитные пакеты или индивидуальные коробки, а затем упаковываются в картонные коробки, готовые к отправке. Фабрики разрабатывают упаковку, чтобы обеспечить сохранность ковриков при транспортировке. Эффективное планирование логистики и коммуникация обеспечивают своевременную отгрузку даже крупных оптовых заказов, а сроки оптимизируются за счет дублирования этапов производства, где это возможно.
Теперь давайте углубимся в каждый этап производственного процесса, чтобы узнать, что на самом деле происходит на фабрике по производству ковриков для мыши.
Выбор материала
Выбор правильных материалов - основа качественного коврика для мыши. Как правило, фабрики поставляют два основных компонента: резину для основы и ткань для верхней поверхности. Резиновая основа: Производители могут использовать натуральный каучук, полученный из деревьев, или синтетические резиновые смеси (такие как неопрен или SBR). Натуральный каучук обеспечивает отличную эластичность и сцепление с поверхностью, в то время как синтетический каучук обладает лучшей устойчивостью к старению и зачастую более низкой стоимостью. В любом случае каучук обычно формулируется как мягкая поролоновая губка который придает коврику амортизирующие и противоскользящие свойства. Тканевая поверхность: Для верха чаще всего используется полиэфирная ткань плотного плетения. Полиэстер идеален, поскольку на него можно наносить сублимационную графику высокого разрешения, и он хорошо сцепляется с резиной при полимеризации. Переплетение (текстура) ткани выбирается в зависимости от желаемого скольжения мыши: тонкое переплетение для скорости или более грубое - для контроля. Для специальных ковриков можно использовать и другие материалы, например лайкру или микрофибру, но главное, чтобы ткань была прочной и могла принимать чернила или красители без выцветания.

Во время приема материала проводится проверка качества. Партии резины проверяются на чистоту и консистенцию (отсутствие чрезмерного запаха или загрязнений), а рулоны ткани - на равномерность текстуры и отсутствие дефектов. Качественные исходные материалы создают основу для бесперебойного производства. На некоторых передовых фабриках материалы даже подбираются по индивидуальному заказу: например, заказывается резина определенной твердости или ткань с определенным количеством нитей, чтобы удовлетворить требования клиента. Такое внимание к качество материала и индивидуальный подход с самого начала гарантируют, что конечный вариант коврика будет соответствовать ожиданиям.
Смешивание резины
После того как сырьевой каучук выбран (натуральный или синтетический), завод переходит к его смешиванию и соединению в пригодную для работы формулу. Смешивание резины обычно производится в промышленном смесителе (например, смесителе Banbury или двухвалковой мельнице), где сырой каучук соединяется с различными добавками. Эти добавки включают филлеры (для укрепления резины), пластификаторы (для регулировки гибкости), и вулканизирующие агенты серы или пероксидов (которые впоследствии помогут отвердить резину в твердую форму). Точный рецепт - часто называемый формула - разработан химиками компании-производителя для достижения желаемой твердости, эластичности и долговечности основы коврика. Например, более мягкий коврик может содержать больше пластификатора для гибкости, а коврик, предназначенный для теплого климата, может включать стабилизаторы, предотвращающие его налипание.
Температура и время смешивания имеют решающее значение. Каучук и добавки смешиваются при контролируемом нагреве, но завод не должен допускать перегрева. Перегрев на этом этапе может вызвать преждевременную вулканизацию (отверждение) каучука, что приведет к порче партии. Квалифицированные операторы или автоматизированные системы тщательно следят за температурой и скоростью смешивания в миксере. На выходе этого этапа получается равномерно перемешанная резиновая смесь, обычно в виде толстых листов или плит. Эти плиты имеют черный или белесый цвет и в теплом состоянии похожи на тесто. После того как смесь стала однородной и прошла проверку качества (например, образец проверяется на твердость или эластичность), она готова к следующему этапу - формованию в пенопластовые плиты, которые станут ковриками для мыши.
Обработка пены (формирование резиновой основы)
После смешивания резиновая смесь должна быть сформирована в характерный пенопластовый лист, который придает коврику для мыши его корпус. На профессиональной фабрике это обработка пены На этапе часто используется тепло, давление, а иногда и химические пенообразователи для создания мягкой, пористой текстуры. Существует два распространенных подхода:
- Компрессионное формование (вулканизация листов): Смешанная резина помещается в большие плоские формы или на конвейер, часто вместе с верхним слоем ткани, а затем нагревается под высоким давлением. В одном из методов смесь распределяется по листу, а сверху укладывается слой полиэфирной ткани; затем все это отверждается в горячем прессе. Под воздействием тепла резина вулканизируется (затвердевает) и превращается в пену, а давление обеспечивает ее прочное сцепление с тканью. Это эффективно ламинаты коврик для мыши за один этап, когда ткань и резина становятся единым целым. Примечательно, что многие производители избегают использования клея на этом этапе - вместо этого они полагаются на процесс вулканизации для скрепления слоев. Ткань наносится, пока резина находится в полурасплавленном состоянии; когда резина затвердевает и остывает, она фиксирует ткань на месте. Это позволяет получить очень прочное соединение без использования клея (который может быть токсичным или склонным к расслоению).
- Непрерывное рулонное ламинирование: В некоторых случаях фабрики оснащены непрерывными производственными линиями. Резиновая смесь подается через вальцы, образуя непрерывный лист, и одновременно подается ткань, с помощью нагретых вальцов или печи происходит полимеризация резины и прижимание ткани. На выходе получается длинный рулон вспененной резины с тканевой поверхностью, обычно стандартной ширины (например, 1-1,5 метра). Впоследствии этот рулон можно разрезать на отдельные подушечки. Многие средние производители приобретают готовые ламинированные рулоны материала для ковриков для мыши и переходят непосредственно к печати и резке, но крупные компании делают это своими силами для лучшего контроля качества.
Независимо от метода, результатом обработки поролона являются большие листы (или рулоны) материала для ковриков: пористая резиновая основа, прочно скрепленная с верхней тканью. Эти листы могут быть изготовлены в типовых цветах (часто резина бывает черной, а ткань - белой или черной, если печать будет нанесена позже). Работники фабрики обрезают лишние вспышки или неровные края листов. На данный момент мы имеем нечто, похожее на гигантский коврик для мыши без печати. Толщина одинакова (обычно толщина составляет 2 мм, 3 мм или 4 мм), и лист на ощупь очень приятен - гибкий, с хорошим сцеплением снизу и гладкой поверхностью сверху.
Печать дизайна поверхности
Когда материал для коврика для мыши готов (резина приклеена к ткани), фабрика приступает к печати дизайна поверхности. Именно здесь наносится логотип заказчика, художественное оформление или любой декоративный рисунок. Существует несколько основных методов печати:

- Сублимационная печать: Этот способ очень популярен для полноцветных дизайнов, особенно для игровых ковриков. Процесс включает в себя печать желаемого изображения на специальной трансферной бумаге с использованием сублимационных чернил, а затем с помощью большого теплового пресса изображение внедряется в ткань коврика. Под воздействием высокой температуры чернила на трансферной бумаге превращаются в газ и проникают в полиэфирную ткань коврика, навсегда окрашивая ее. Сублимация ценится за то, что позволяет получать яркие, фотокачественные изображения, которые фактически впечатываются в ткань - чернила на поверхности совсем не ощущаются. Краски долговечны, не трескаются и не отслаиваются, поскольку являются частью волокон ткани. На фабрике рабочие могут напечатать целую партию рисунков на трансферной бумаге, положить их поверх чистых белых прокладок и пропустить через широкоформатный термопресс одновременно или делать это по очереди для небольших тиражей. Температура (~200°C) и время (около 30-60 секунд) тщательно контролируются, чтобы обеспечить точную цветопередачу и не пережечь резину.
- Трафаретная печать: Для более простых дизайнов (например, одноцветного логотипа компании) или очень больших тиражей часто используется трафаретная печать. В этом случае изготавливается трафарет рисунка на мелкоячеистой сетке. Трафарет помещается на поверхность коврика для мыши, и краска продавливается через сетку на ткань. На фабриках могут использоваться автоматические трафаретные станки, которые могут печатать несколько ковриков за один раз (каждый коврик под трафаретной головкой), что эффективно для одно- или двухцветной графики. В качестве краски обычно используется специальная краска для ткани, которая прилипает к полиэстеру. После печати подушечки проходят через сушильный туннель или высушиваются на воздухе, чтобы краска затвердела и стала постоянной. Трафаретная печать создает тонкий слой краски на ткани, который может слегка ощущаться, если он толстый, но он экономичен для простых работ. Правильная сушка важна, чтобы избежать разводов и гарантировать, что печать не потускнеет и не смоется.
Некоторые фабрики также используют прямую цифровую печать или УФ-печать для ковриков для мыши, когда струйные принтеры наносят чернила непосредственно на коврик. Эти технологии менее распространены для тканевых ковриков (чаще используются для ковриков с твердой поверхностью), но позволяют получать детализированные изображения без использования переводной бумаги.
После печати только что оформленные листы или отдельные подложки проходят проверку качества печати. Специалисты проверяют точность и насыщенность цветов, а также отсутствие дефектов печати (таких как смещение, кляксы или неполный перенос краски). При сублимации, если возникли проблемы с влажностью или температурой, это может привести к размытому отпечатку или небольшому смещению цвета, поэтому на этом этапе такие дефекты отсеиваются.
Резка и обработка кромок
После нанесения графики на коврик для мыши необходимо разрезать большие листы на отдельные коврики (если они не были напечатаны по одному). Для этого на фабриках имеется специализированное режущее оборудование. Для стандартных форм (например, прямоугольников и кругов) обычно используют штампы со стальными правилами в гидравлическом прессе (высечка). Штамп представляет собой нож для резки печенья, который вырезает из листа форму коврика для мыши. Благодаря этому каждый коврик получается абсолютно одинакового размера с гладкими и ровными краями. Другой метод - компьютерная резка: например, с помощью лазерного резака с ЧПУ или ножевого резака, что особенно удобно для нестандартных форм или небольших партий, поскольку не требует изготовления физического штампа. Лазерная резка позволяет хорошо запечатать края, но ее необходимо калибровать, чтобы не опалить ткань.
Резка может показаться простой, но есть несколько интересных нюансов. Ориентация, в которой накладки вырезаются из рулона или листа, может повлиять как на расход материала, так и на эксплуатационные характеристики накладок. Производители планируют раскрой таким образом, чтобы свести к минимуму отходы, поскольку неиспользованные зазоры стоят денег. Например, выбор горизонтального или вертикального расположения в рулоне может привести к разнице в отходах материала на 10-20%. Кроме того, ткань ковриков для мыши имеет небольшое направление “зерна”. Фабрики знают, что если все коврики будут вырезаны с одинаковым направлением зерна, то ощущение скольжения будет одинаковым. Если же одна партия была вырезана с поворотом на 90 градусов относительно другой, пользователь может почувствовать разницу в трении при движении мыши. Поэтому опытные фабрики оптимизируют схему резки для повышения эффективности и обеспечения стабильности продукта.
После резки края каждого коврика проверяются. На этом этапе некоторые коврики премиум-класса получают краевая строчка (также известный как скрепление). При этом швейная машина прошивает тонкую нейлоновую нить по периметру подушечки. Краевая строчка укрепляет накладку, предотвращая истирание или отслаивание тканевого слоя со временем. Не все накладки имеют такую кромку (это увеличивает стоимость), но многие накладки игрового класса имеют ее. На фабриках, предлагающих прошитые края, работники или автоматические швейные машины делают это сразу после раскроя. Это очень тонкий процесс, который должен обеспечить ровную строчку и не допустить расхождения с печатной областью. Обратите внимание, что сшивание до или после печати тщательно планируется; некоторые производители сначала печатают, а затем сшивают, другие сшивают чистый блок, а затем печатают поверх стежков - каждый подход имеет компромиссы в выравнивании и плоскостности графики.
По окончании раскроя (и сшивания, если это необходимо) мы получаем коврики для мыши окончательной формы. Они складываются в стопку и готовятся к тщательному осмотру перед упаковкой.
Контроль качества (QC) и инспекция
Каждый коврик для мыши, особенно при оптовом заказе, подвергается контроль качества Проверяет, соответствует ли она требуемым стандартам и спецификациям. Фабрики гордятся тем, что выявляют любые дефекты перед отправкой продукции. Контроль качества для ковриков для мыши включает в себя как визуальный осмотр, так и физические испытания:
- Визуальный и габаритный контроль: Обученные инспекторы или машины измеряют длину, ширину и толщину случайных образцов, чтобы убедиться, что каждая накладка соответствует намеченному размеру в пределах допуска. Они также проверяют правильность формы (например, углы правильно закруглены, если это прямоугольник, или круг идеально круглый). Поверхность тщательно осматривается при хорошем освещении на предмет ошибок печати, обесцвечивания или пятен. Логотипы и рисунки должны быть четкими и правильно выровненными. Если блокнот имеет даже незначительное смещение центра графики, которое может заметить клиент, он может быть отклонен. Края проверяются на гладкость - никаких зазубрин или неполных срезов. При сшивании краев контроль качества проверяет, нет ли распущенных ниток или пропущенных стежков. Используя такие инструменты, как штангенциркули и измерительные приспособления, фабрика обеспечивает единообразие всей партии.

Помимо внешнего вида и размера, фабрики проводят ряд тестов на образцах колодок, чтобы гарантировать их работоспособность:
- Плоскость поверхности и адгезия: Одна из проверок заключается в проверке плоскостности поверхности - блокнот должен лежать на столе ровно, не скручиваясь. Инспекторы могут положить коврик на плоский стол, чтобы убедиться, что все края соприкасаются с поверхностью (нет перекосов). Они также осторожно отслаивают ткань по краям, чтобы убедиться, что она плотно приклеена (не должно быть подъема или пузырьков, где ткань отделяется от резины).
- Твердость и эластичность резины: Некоторые фабрики используют дюрометр для измерения твердости/мягкости пены. Если в спецификации указано, скажем, 60 Shore A, они подтверждают, что партия находится в этом диапазоне. Они также могут сгибать и разгибать накладку - хорошая накладка должна сгибаться без трещин и возвращаться в ровное положение. Тесты на упругость позволяют убедиться, что накладка не слишком жесткая и не слишком ворсистая для удобства пользователя.
- Испытания на долговечность: Для имитации длительного использования образцы ковриков подвергаются испытаниям на истирание (машина может несколько раз провести по поверхности увесистым предметом, чтобы увидеть, стирается ли принт или не преет ли ткань). Также может проводиться тест на стирку, если коврики рекламируются как пригодные для стирки. Некоторые лаборатории на фабрике проводят экологическое старение: например, нагревают подушечку до высокой температуры, а затем охлаждают, чтобы убедиться в отсутствии расслоения, или проверяют отсутствие сильного запаха при теплой температуре (обычное требование для резиновых изделий). В более дорогом производстве могут проводиться тесты на водостойкость (проливание воды на поверхность, чтобы увидеть, просачивается ли она сквозь покрытие или отталкивает его) и даже на химическую стойкость (например, к поту или растворителям). Эти тесты часто проводятся на образцах из партии, а не на каждой единице продукции, чтобы подтвердить правильность процесса.
Только после того, как партия пройдет все эти проверки, заказ перейдет к упаковке. Любая неудачная подкладка - с опечаткой, неправильным размером или с любым дефектом - обычно отбраковывается. Фабрика может переработать их, сняв ткань, чтобы восстановить резину, или же они выбрасываются. При крупном оптовом заказе производитель подготавливает отчёт о качестве в котором содержатся результаты ключевых проверок. Такой уровень контроля качества гарантирует, что B2B-клиенты получат коврики для мыши, которые будут однородны и соответствовать обещанным спецификациям по размеру, внешнему виду и ощущениям.
Упаковка
После проверки безупречные коврики готовы к упаковке. Хорошая упаковка на фабрике ковриков для мыши служит двум целям: защите продукта и соответствию требованиям брендинга/маркетинга.

В зоне упаковки работники (часто в перчатках, чтобы не испачкать свежие коврики) сначала убеждаются в чистоте каждого коврика, иногда вытирая пыль. Стандартная практика заключается в том, чтобы упаковать каждый коврик в индивидуальный пластиковый полипакет. Эти четкие Мешки OPP Они защищают блокноты от влаги и грязи во время транспортировки. Для заказов, ориентированных на розничную торговлю, фабрика может вложить в эти пакеты бумажные подложки или карточки с логотипом, информацией о продукте или штрих-кодом. Некоторые клиенты вместо полипакета выбирают для каждого блокнота индивидуальную коробку с печатью; в этом случае плоский блокнот вкладывается в плотную картонную коробку с привлекательной графикой. (Создание такой индивидуальной упаковки обычно требует больших объемов заказа из-за печатных MOQ).
Пады подсчитываются и группируются по мере необходимости (например, 50 падов на внутреннюю коробку или по желанию клиента). Команда помещает их в транспортные коробки, которые представляют собой прочные гофрокороба. Внутри коробки могут быть добавлены дополнительные меры предосторожности, такие как пакеты с силикагелем (для контроля влажности) или слои пузырчатой пленки, особенно если коврики содержат электронику (например, коврик для мыши с RGB-подсветкой, который включает в себя USB-модуль) или если они отправляются на дальние расстояния по морю. Фабрики разрабатывают упаковку таким образом, чтобы коврики идеально сидели и не дребезжали. Хорошо продуманная упаковка исключает появление складок и вмятин - это важно, потому что складки на коврике могут испортить его ровность.
На внешней стороне коробок наклеиваются этикетки с указанием продукта, количества, веса и инструкций по обращению (например, “Не складывать в штабель высотой более X”, “Хранить в сухом месте”). Упаковка - это не только функциональность; производители знают, что привлекательная и информативная упаковка повышает ценность продукции для клиентов. Поэтому они часто сотрудничают с клиентом по вопросам оформления упаковки и спецификаций до начала производства. В конечном итоге упаковка выглядит эстетично и защищает коврики для мыши при транспортировке, обеспечивая баланс между формой и функциональностью.
Грузоперевозки и логистика
Последний этап внутри фабрики - координация доставка и логистика чтобы доставить коврики для мыши клиенту, который может находиться на другом конце света. После того как картонные коробки запечатаны и уложены на паллеты (если речь идет о крупном грузе), за дело берется команда логистов фабрики. Они договариваются с грузоперевозчиками или организуют загрузку контейнеров для отправки в океан, в зависимости от оговоренного способа доставки (авиаперевозки для быстрой доставки, морские перевозки для экономии при больших объемах или даже экспресс-курьер для небольших партий).
Перед отгрузкой товара на заводе проводится двойная проверка всех позиций в соответствии с заказом на поставку. Подготавливается документация, включая упаковочные листы, коммерческие счета-фактуры и любые необходимые сертификаты (например, данные о безопасности материалов, если они требуются, или таможенные документы). Надежные производители применяют различные защитные меры при транспортировке - использование влагонепроницаемых вкладышей в контейнерах при морских перевозках (для предотвращения повреждения влажностью), правильное крепление паллет, а иногда и размещение регистраторов данных для мониторинга состояния груза.
Стоит отметить, что производство ковриков для мыши обычно происходит быстро - хорошо оборудованная фабрика может выпускать несколько тысяч ковриков за неделю. Однако общее время доставки зависит не только от скорости работы фабрики. Предварительные процессы, такие как утверждение образца, подтверждение рисунка и поиск сырья, могут занять несколько дней или недель до начала массового производства. Например, поиск коробок с индивидуальной печатью может занять определенное время, а ожидание утверждения клиентом предпроизводственного образца может приостановить график. Опытная фабрика будет четко информировать об этих этапах, чтобы управлять ожиданиями. Часто они выполняют разные этапы параллельно (например, пока печатается первая партия блокнотов, предыдущие уже могут находиться на раскрое или в отделе контроля качества), чтобы сократить общие сроки.
Чтобы дать более четкое представление, вот типичные сроки от заказа до отгрузки для массового производства ковриков для мыши, при условии, что все материалы и согласования готовы:
| Стадия производства | Примерная продолжительность (для большого заказа) |
|---|---|
| Поиск и подготовка материалов | 3-5 дней (если нет на складе) |
| Резиновая ламинация (пена+ткань) | ~2 дня (собственными силами или с привлечением сторонних организаций) |
| Печать (и время высыхания) | 3-4 дня (для полноцветной сублимации) |
| Резка (и подшивка краев) | 1-2 дня (может не совпадать с временем печати) |
| Контроль качества | 1 день (тщательная проверка партии) |
| Упаковка и отправка | 1 день (упаковка и самовывоз) |
| Общее типовое время выполнения заказа: | ~7-14 дней производство + доставка |
Эти сроки могут накладываться друг на друга и варьироваться в зависимости от фабрики; срочный заказ иногда может быть выполнен даже быстрее за счет ускорения каждого этапа, в то время как сложный заказ (очень большое количество или несколько дизайнов) может занять больше времени. К этому добавляется время доставки (например, морская перевозка может занять 3-6 недель, воздушная - 3-7 дней). Главное, чтобы эффективные фабрики оптимизировали рабочий процесс таким образом, чтобы клиент получал свой оптовый заказ в срок без ущерба для качества.
В итоге, внутри фабрика ковриков для мыши Каждый этап выполняется с точностью: от формулировки резиновой смеси и ее соединения с тканью до нанесения отпечатков высокой четкости, раскроя с точностью до миллиметра и проверки каждой накладки вручную и на станке. Понимая этот процесс, B2B-клиенты могут лучше оценить ценность квалифицированного производителя, который гарантирует, что их индивидуальный коврик для мыши Заказы выполняются последовательно, экономично и качественно от начала и до конца. Благодаря опыту, знаниям и строгим стандартам качества на каждом этапе, первоклассная фабрика превращает сырую резину и рулоны ткани в тысячи безупречных ковриков для мыши, готовых к отправке по всему миру.
