
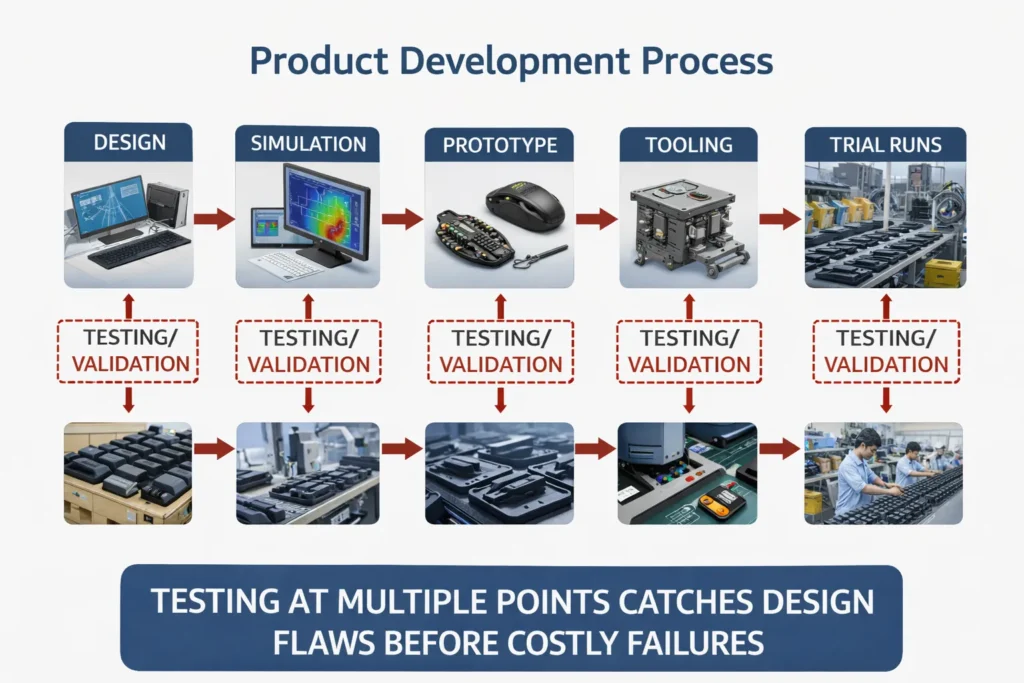
Запуск новых продуктов в производство пластмасс В мире часто срываются из-за одной отрезвляющей реальности: подавляющее большинство Конструкции пресс-форм для литья под давлением не прошли первые испытания. Фактически, отраслевые анализы показывают, что большинство дефектов при литье под давлением вообще не поступают с производственной линии, а зарождаются на начальных этапах проектирования продукта. Другими словами, До ~80% проблем с плесенью “заложено” в конструкцию” еще до того, как будет отлит один экземпляр. Для такой обычной вещи, как компьютерная мышь, которая обычно состоит из множества точных пластиковых деталей (верхний и нижний корпуса, механизмы кнопок и т. д.), эти ошибки на ранних этапах проектирования могут обернуться катастрофой.

Распространенные ошибки при проектировании литьевых форм и их последствия
| Тип отказа | Типичные последствия | Профилактические меры |
|---|---|---|
| Плохой выбор материала | Трещины, коробление или растрескивание под напряжением | Подберите смолу в соответствии со спецификацией, проверьте усадку, используйте PC-ABS или армированные пластики. |
| Недостаточный угол наклона | Залипание деталей в пресс-форме, потертости на поверхности | Применяйте тягу 1°-3°, имитируйте выброс при моделировании в САПР |
| Перекос кнопки | Непоследовательные или неудачные нажатия на кнопки | Анализ допусков, включая центровочные штифты |
| Неточности в оснастке | Вспышки, несовпадение деталей, короткий срок службы инструмента | Используйте закаленную сталь (например, H13), точная калибровка |
| Недостатки прототипирования | Дискомфорт пользователей, проблемы с производительностью, не выявленные на ранней стадии | Создание и тестирование полнофункциональных прототипов |
| Тестирование пробелов | Неудачные проверки качества, дорогостоящие послепусковые исправления | Включая пилотные испытания, испытания на протяжении всего жизненного цикла, валидацию DFM |
Когда конструкция пресс-формы оказывается неудачной, последствия наступают быстро и тяжело. Проект сталкивается с Неудачи испытаний T1, Многократные модификации пресс-форм, задержки с запуском и непредвиденные расходы. A Дело General Motors Показательно: проигнорировав предупреждение об искривлении формы при проектировании, команда была вынуждена потратить более $100 000 и 43 дополнительных дня чтобы исправить проблемы с толщиной стенок после того, как стальная форма уже была вырезана. И наоборот, другая команда, которая заблаговременно внесла изменения в конструкцию (переместила ворота, чтобы устранить слабую линию сварного шва), сообщила. сэкономили $1,1 миллиона на потенциальных исправлениях. Урок очевиден - выявление и устранение проблем на этапе проектирования на порядки дешевле и быстрее, чем после создания оснастки. Большинство Неудачи при литье под давлением имеют одну общую черту: их поймали слишком поздно, Когда дефект, обнаруженный при контроле первого изделия, требует дорогостоящей доработки инструмента.
Почему Дизайн пресс-форм для мышей что именно так часто выходит из строя? Компьютерная мышь может показаться простым устройством, но ее пластиковые детали должны отвечать жестким эргономическим, эстетическим и функциональным требованиям. Верхний корпус со встроенными кнопками должен точно совпадать с внутренними переключателями; колесо прокрутки, боковые кнопки и нижняя крышка должны плотно прилегать и работать без заеданий. Для достижения этой цели требуется почти идеальная проектирование с учетом требований технологичности. К сожалению, дизайнеры изделий (и даже некоторые производители оснастки) могут недооценивать сложность литья под давлением. Они могут проектировать в САПР под идеальный условия, которые не отражают реальные производственные допуски, поведение материалов и реалии сборки. Результат? Примерно 4 из 5 проектов требуют значительной доработки прежде чем они смогут надежно выпускать хорошие детали. В следующих разделах мы рассмотрим распространенные причины неисправностей и как их избежать.
1. Плохой выбор материала - не тот пластик, который нужен для работы
Один из Самые дорогостоящие ошибки в дизайне это выбор пластиковой смолы, которая не соответствует требованиям изделия или производственному процессу. Легко понять, как это происходит: дизайнер может выбрать материал, основываясь на паспортные данные (например, высокая прочность или глянцевая поверхность), не понимая, что в реальных условиях формования материал будет вести себя иначе. В паспорте смолы указаны свойства, измеренные на идеальных образцах для лабораторных испытаний, но реальные формованные детали часто не соответствуют спецификациям из-за эффектов переработки. Например, указанная ударная прочность полимера может предполагать идеально высушенный материал и отсутствие добавок, в то время как в процессе производства смола может содержать небольшое количество влаги или красителя, что делает детали более хрупкими. Наполненные волокнами пластмассы могут деформироваться или иметь анизотропную прочность, поскольку волокна выравниваются по потоку, что приводит к образованию неравномерная жесткость по всей детали. Если не учесть эти нюансы, то выбранный материал может привести к появлению трещин, короблению или преждевременный отказ в использовании.
Важно, Выбор материала - это не только прочность или внешний вид, но и условия конечного использования. Пластмассы могут быть чувствительны к перепадам температур, воздействию ультрафиолета или химикатов. Выбор смолы без учета этих факторов может привести к гибели изделия. Данные промышленности показывают, что растрескивание под воздействием окружающей среды (ESC) - когда пластиковые детали трескаются из-за химического воздействия или стресса - составляет примерно 25% отказов пластмассовых деталей. Представьте, что вы указываете ABS пластик для корпуса мыши из-за его прочности, только чтобы обнаружить, что кожные масла или растворитель для чистки со временем приводят к растрескиванию ABS. (Действительно, известны случаи, когда детали из ABS трескались от химического взаимодействия, а детали из поликарбоната выходили из строя после воздействия чистящих средств на основе спирта). Использование материала за пределами зоны комфорта может привести к большим претензиям по гарантии или сбоям в работе, что вынуждает переделывать конструкцию. Если вы меняете материал после изготовления пресс-формы, то из-за разницы в скорости усадки может потребоваться повторная обработка всего инструмента. - кошмарный сценарий для OEM-производителя.
Хорошо Практика DFM требует соответствия пластика потребностям продукта и проектирование формы с учетом характеристик этого материала. Ключевыми факторами являются прочность, жесткость, термостойкость смолы (будет ли мышь подвергаться воздействию высоких температур при использовании или транспортировке?), скорость усадки (критически важно для размеров деталей и подгонки при сборке), а также любые нормативные требования (например, воспламеняемость UL, соответствие RoHS). Стоимость не должна быть единственной движущей силой. Выбор самой дешевой смолы без оценки характеристик в контексте - залог проблем. Например, слишком жесткий материал может сделать тонкие шарниры (например, защелки батарейного отсека) склонными к заеданию, в то время как более гибкая смола сможет это сделать. С другой стороны, недостаточно жесткий материал может привести к тому, что собранная мышь будет казаться хлипкой или допустит чрезмерный износ кнопок. Также возникает вопрос о том. совместимость процессовЕсли у мыши есть литые резиновые ручки или двухкомпонентные элементы, материалы должны скрепляться или, по крайней мере, не мешать друг другу, что дизайнеры могут упустить из виду. В итоге Правильный выбор пластика - это основа основ. Неудачный выбор может привести к тонким сбоям, которые не сможет исправить никакая обработка. Умные команды заблаговременно привлекают инженеров по материалам и формовщиков для проверки вариантов смол в реальных условиях, часто используя моделирование и маломасштабные испытания чтобы увидеть, как поведет себя материал при формовке в реальную геометрию детали.

2. Ошибки в расчете угла наклона - застрявшие детали и зачищенные поверхности
Угол наклона - тонкое сужение вертикальных стенок формованной детали - это крошечная деталь конструкции, которая оказывает огромное влияние на успех пресс-формы. Осадка - это то, что позволяет пластиковой детали выходить из формы без чрезмерного усилия. Когда углы осадки просчитался или пренебрег, Это часто приводит к прилипание деталей в пресс-форме, Потертости, царапины и даже деформация при выковыривании. Распространенной ошибкой новичков при проектировании деталей является использование почти вертикальных стенок (уклон 0°), потому что модель CAD выглядит так красивее или для соблюдения жестких требований к размерам. К сожалению, Нулевая осадка делает катапультирование практически невозможным - деталь цепляется за сталь формы, как присоска. Когда выталкивающие штифты выталкивают деталь, это может потребовать такого усилия, что пластик поддается, вызывая следы волочения, царапины или деформация элементов. Тонкие, хрупкие стенки или ребра особенно подвержены разрыву или растрескиванию при недостаточной тяге. Кроме того, может пострадать сама пресс-форма: высокая выталкивающая сила приводит к износ штифта выбрасывателя и со временем могут даже деформировать полости пресс-формы. В контексте мыши подумайте о высоких стойках, которые крепятся к винтам печатной платы или к боковым сторонам корпуса мыши - если они не будут изготовлены, первые изделия могут получиться оттопыренными и непригодными для использования.
Так каков же правильный объем призыва? Отраслевые рекомендации существуют в качестве отправной точки. Обычно рекомендуется иметь наименее Осадка 1° с каждой стороны на любой вертикальной поверхности для гладкой, нетекстурированной поверхности. Если деталь имеет текстурированную или матовую поверхность (как правило, для мыши, чтобы улучшить сцепление с поверхностью или скрыть отпечатки пальцев), вам потребуется большее количество чернового материала - обычно 2-3° или более - потому что микротекстура создает трение, как наждачная бумага о форму. Одно из эмпирических правил - дополнительные ~1,5° тяги на каждые 0,001″ глубины текстуры (поэтому для средней текстуры может потребоваться 5°+). В целом, 1-2° - безопасный минимум для большинства функций, И лучше больше, если это не вредит конструкции. Если конструкция требует стенки под углом 0° в некоторой области (возможно, для косметического выравнивания двух деталей), следует ограничить эту область с нулевой тягой как можно меньшей площадью и быть готовым к тому, что другие компромиссы - например, использование специализированных покрытий для пресс-форм для уменьшения трения или допущение некоторых потертостей на внутренних, скрытых поверхностях.
Стоит отметить, что углы призыва часто напрямую связаны с решения по оснастке и линиям разъема. Например, если у вас высокая, не декорированная оболочка мыши, вы можете спроектировать ее таким образом, чтобы линия раздела разделяла черновую поверхность - таким образом, ни одна из половин формы не будет иметь подреза на этой вертикальной стенке. Упущение этого момента может привести к неожиданным помехи при выбросе когда заусенец на линии раздела или несовпадение скребут деталь на выходе. Многие конструкции пресс-форм не проходят тест T1, потому что осадка была просто “недостаточной”; первые детали имеют следы волочения или не выбрасываются чисто, что требует доработки пресс-формы (удаления стали) для увеличения осадки. Фактически, наряду с проблемами толщины стенок, Отсутствие или недостаточная осадка - одна из главных причин переделки оснастки. Цена такой ошибки измеряется не только в долларах - это потерянное время и потенциальная задержка запуска продукта. Хорошая новость заключается в том, что проект легко сделать правильным, если подумать о нем заранее: встроить его в САПР с самого начала и быстро провести анализ формуемости (многие программы CAD или партнеры по формовке будут отмечать грани с нулевой осадкой). Это простая проверка, которая может спасти ваш проект. (Изображение: Схема двух пластиковых деталей в поперечном сечении - одна с правильным углом осадки плавно вылетает из формы, а другая без осадки прилипает к стенке формы - красные стрелки указывают на силу выталкивания и следы потертостей на прилипшей детали).
3. Проблемы выравнивания кнопок - превышение допусков и неправильная подгонка деталей
В многокомпонентных узлах, таких как компьютерная мышь, Выравнивание - это все. Например, кнопки левого и правого клика часто являются частью верхней крышки и должны точно нажимайте на микропереключатели на расположенной под ними печатной плате. Если конструкция пресс-формы или геометрия детали нарушены хотя бы на миллиметр, эти кнопки могут скрепиться (застрять в нажатом состоянии) или, наоборот, иметь слишком большой зазор (не реагировать на нажатия). К сожалению, Проблемы с выравниванием пуговиц - частая причина неудач при проектировании в мышах и подобной электронике. Эти проблемы обычно связаны с Недостаточная конструкция для сборки: команда инженеров, возможно, не выполнила полный анализ укладки допусков и не задумывались о том, что детали могут деформироваться, что приведет к тому, что они не будут подходить друг другу. Например, верхняя и нижняя половинки мыши по отдельности могут соответствовать спецификации, но когда их соединяют вместе, небольшой перекос в верхней части корпуса плюс слишком высокая стойка на 0,2 мм могут привести к тому, что кнопки сидят криво или зажаты.
Широко известный инженерный принцип гласит компоненты, которые хорошо подходят к прототипу, могут не совпадать в масштабе когда накапливаются допуски. Это было наглядно продемонстрировано при разработке самолета 787 компании Boeing: прототипы секций подходили друг другу, но в производстве крошечные отклонения накапливались - отверстия для крепежа не совпадали, узлы имели зазоры. В мыши мы имеем меньше деталей, но даже “пять компонентов со слабыми допусками” могут быть простительны; сделайте это двадцатью деталями в окончательной сборке и эти допуски приводят к смещениям или нарушениям скрепления. Многие компании, как ни странно, не проводят тщательных исследований на переносимость в своих конструкциях, а потом удивляются низкой производительности сборки. Лучшая практика заключается в определении критических выравниваний (например, сопряжение кнопки с переключателем, позиционирование датчика относительно нижнего отверстия линзы и т. д.) и жестком контроле этих выравниваний, в то время как в некритических областях допускается некоторая слабина. Часто добавление стратегических особенности выравнивания Например, формовка направляющих стоек, ребер или Контролируемые зазоры (“раскрытия”) между деталями, чтобы учесть небольшие несоответствия. Небольшой видимый шов или зазор, если он равномерный и намеренный, гораздо предпочтительнее, чем стремление к нулевому зазору, который в итоге приводит к тому, что детали вытесняют друг друга.
При проектировании литья под давлением необходимо также предусмотреть усадка и деформация деталей. Пластиковые детали могут деформироваться при охлаждении, особенно если они не идеально однородны или извлекаются горячими. Верхняя крышка мыши - широкая и относительно тонкая - может немного деформироваться Если конструкция не позволяет этого сделать (например, с помощью гибких зажимов или винтов, которые выравнивают детали), у вас возникнут проблемы с подгонкой. Действительно, две большие формованные детали, собирающиеся вместе, будут усугублять деформацию и отклонения размеров друг друга. Именно поэтому опытные дизайнеры включают в конструкцию особенности блокировкиНапример, в одном корпусе, изготовленном на заказ, конструкторы использовали несколько взаимосвязанных ребер, защелки и перекрывающиеся края, чтобы детали при сборке оставались выровненными и жесткими. Такие элементы не только направляют сборку во время защелкивания, но и добавляют механическую поддержку, чтобы противостоять остаточному деформированию. С другой стороны, если функции выравнивания отсутствуют, сборка превращается в головоломку, в которой допуски каждой детали в худшем случае могут привести к тому, что деталь не подойдет. Классическим симптомом плохо выверенных конструкций является одно отверстие под винт не совпадает с другим - Вы можете установить три винта, но четвертый не входит на 0,5 мм. Это часто является тревожным сигналом того, что допуски были учтены не полностью. Инженеры должны использовать инструменты анализа допусков для моделирования наихудших сценариев и их учета при проектировании (либо путем ужесточения допусков деталей, либо путем добавления элементов для ограничения отклонений, либо путем корректировки номинальных размеров). По словам инженеров StudioRed, для каждой линейной подгонки другая аналогичная подгонка может “бороться” с ней или сдвигать детали с места при отклонении от допусков. Заблаговременное распознавание этих конфликтов позволяет решить, какие интерфейсы являются критически важными, а какие могут иметь небольшой зазор или дублирование.
В контексте кнопки мыши, Один из полезных советов - включить в конструкцию регулируемые элементы или хотя бы протестировать несколько прототипов на предмет ощущения кнопки. В некоторых моделях мышей под кнопку добавляются крошечные столбики или накладки, которые можно подрезать, чтобы отрегулировать предварительную нагрузку на переключатель. Если первые испытания пресс-формы показали, что кнопка не нажимается постоянно (возможно, из-за небольшого зазора), такие функции можно подправить, не прибегая к полной переделке конструкции. Однако это лишь пластырь - цель состоит в том, чтобы с самого начала создать надежную конструкцию. Сотрудничество между дизайнерами продукта и производителями инструментов может гарантировать, что выравнивание и соответствие являются приоритетными. Многие вопросы совмещения можно решить на бумаге, просто определив стратегию сборки на раннем этапе и определив структуру точек привязки (что к чему). Как подчеркивается в одном из руководств, критические точки подгонки должны быть определены и согласованы командой разработчиков и производителем на начальном этапе, не оставлены на волю случая или обнаружены при первой сборке. Такая тщательность дает огромную отдачу: вы избежите сценария, при котором 10 000 крышек мыши не совсем правильно сидят на своих днищах - исправление, которое потребовало бы либо дорогостоящей вторичной обработки, либо полной отбраковки деталей. (Изображение: Крупный план разобранной компьютерной мыши: верхняя часть корпуса с планками кнопок и нижняя часть с печатной платой, на которой видны выравнивающие столбики и расположение переключателей. Стрелки указывают на места, где может возникнуть несоосность между кнопкой и переключателем, иллюстрируя необходимость точной подгонки).
4. Неточности в оснастке и ошибки при изготовлении пресс-форм
Даже идеальная конструкция детали может оказаться неудачной, если сама оснастка для пресс-форм несовершенна. В нашем контексте “неточности в оснастке” означают проблемы, связанные с изготовлением или обслуживанием пресс-формы для литья под давлением - такие, как допуски на обработку, выравнивание половин пресс-формы и выбор стали для пресс-формы. Точность имеет значение: Пресс-формы для литья под давлением обычно обрабатываются на станках с ЧПУ со стандартными допусками около ±0,005 дюйма (±0,127 мм), а критические элементы могут быть вырезаны с точностью ±0,002″ или более точно. Если изготовитель пресс-формы срезает углы (в прямом и переносном смысле), то в результате может получиться пресс-форма, которая с первого же дня будет выпускать детали, не соответствующие спецификации. Например, если полости для кнопок мыши смещены на 0,1 мм, то в каждой детали, выходящей из пресс-формы, будет заложена эта несоосность, что может привести к залипанию кнопок или неравномерным зазорам.
Одной из частых причин отказа инструмента является недооценка необходимого качества пресс-формы. Выбор недорогого инструмента или инструмента из мягкого металла в целях экономии может оказаться ложной экономией. Мягкие стали (например, P20 с предварительной закалкой) или алюминиевые формы быстрее изнашиваются и не могут выдерживать жесткие допуски при длительной эксплуатации. По мере износа пресс-формы две половинки могут не совпадать идеально (направляющие штифты ослабевают), что приводит к появлению флэша - тонких, нежелательных пластиковых ребер на линии раздела - или смещению размеров. Изношенная полость может привести к образованию деталей чуть большего или меньшего размера, чем предполагалось, что нарушает точность сборки. Если пресс-форма изношена или повреждена, никакие изменения в технологическом процессе не смогут полностью компенсировать это; инструмент необходимо отремонтировать или заменить. Например, если края углублений для кнопок мыши изнашиваются, вокруг кнопок появляются вспышки, которые приходится обрезать, что увеличивает трудозатраты и стоимость. Если проржавеет линия охлаждения или засорится вентиляционное отверстие (из-за плохого обслуживания или некачественной стали), пресс-форма может начать производить обгоревшие или короткоствольные детали. Ясно, качественная оснастка приносит свои плоды - Пресс-форма из закаленной стали (например, H13) может стоить дороже, но позволит производить миллионы деталей с неизменным качеством. В отличие от этого, дешевый инструмент может выйти из строя после нескольких сотен тысяч выстрелов или менее, что приведет к незапланированным простоям.
Другим аспектом является точность изготовления пресс-форм - Даже при использовании хорошей стали возможны ошибки при обработке. Неправильное расположение выталкивающих штифтов, небольшие ошибки в глубине полости или плохая обработка поверхности - все это может привести к появлению дефектов. Распространенный пример: если половинки пресс-формы не идеально плоские, то на линии раздела образуется ступенька (несоответствие), которая на мыши может быть острым краем или смещенным элементом (представьте, что левая сторона корпуса мыши на 0,2 мм выше правой по шву - это несоответствие пресс-формы). Высококлассные производители пресс-форм используют прецизионные шлифованные компоненты и тщательно тестируют пресс-формы (например, точечно), чтобы устранить эти проблемы. Также очень важно учитывать центровочные замки в конструкции пресс-формы - надежные элементы, обеспечивающие точное совмещение сердечника и полости при каждом выстреле. Если функции выравнивания недостаточны или изнашиваются, происходит смещение полости, и детали могут выходить несимметричными или с разной толщиной стенок.
Неточности в оснастке также охватывать просчеты при усадке. Форма обычно вырезается увеличенного размера, чтобы учесть усадку пластика при охлаждении. Если используется неправильный коэффициент усадки (скажем, конструктор предполагал, что ABS будет усаживаться на 0,5%, а на самом деле он усаживается на 0,7%), детали получатся не по размеру. Критические размеры (например, расстояние между кнопками или монтажными бобышками печатной платы) могут не соответствовать требованиям печати, что приведет к сборочным ошибкам. Таким образом, очень важно, чтобы инженеры пресс-форм использовали правильный коэффициент усадки для конкретной смолы и геометрии детали. Иногда замена смолы на поздних этапах проекта (из-за поставок или изменений в спецификации) может свести все на нет - при замене материала может потребоваться повторная резка стержней пресс-формы для корректировки новой усадки. Пропуск этого шага почти наверняка приведет к тому, что разрушение, вызванное инструментами, В случаях, когда детали просто не подходят, потому что инструмент не был настроен на новый материал.
Наконец-то, обслуживание оснастки является частью уравнения. Прекрасно сделанная пресс-форма все равно может “испортиться”, если за ней не ухаживать. Для поддержания точности необходимо регулярное техническое обслуживание (чистка, смазка, периодическая повторная полировка, проверка критических размеров). Пренебрежение этим может привести к неудачам, которых можно избежать, например, засоренные вентиляционные отверстия в пресс-форме вызывают воздушные ловушки, которые перегревают и сжигают пластик (дизелинг), разъедая сталь вокруг этой области. Если эрозия становится сильной, у вас, по сути, появляется новый форма дефекта Вытравливание в полости - каждая деталь будет иметь дефект или даже отверстие. Аналогично, изношенные или погнутые штифты выталкивателя может сломать детали или оставить следы от раковины, а также разрушающиеся поверхности разъема гарантирует вспышку. В одном из исследований было отмечено, что, когда компания игнорировала обслуживание вентиляционных систем, она наблюдала 44% процент брака из-за следов ожогов, пока они не исправили вентиляцию. Для мышиного продукта высокий брак может означать пропуск окна запуска или незапланированные расходы на переделку большой партии. Главное, чтобы пресс-форма - это не просто неподвижный кусок металла, это точный инструмент, который нужно создавать и хранить с особой тщательностью. Инвестиции в хороший инструмент и его обслуживание могут показаться не слишком интересными, но именно это отделяет бесперебойное производство от каскада проблем с качеством. (Изображение: Стальная литьевая форма для верхней крышки мыши, на одной половине которой видны полированные полости и точно просверленные каналы охлаждения. Некоторые секции выделены, чтобы показать особенности выравнивания, такие как направляющие штифты и замки. Изображение подчеркивает сложность и точность, необходимые для изготовления пресс-форм).
5. Ошибки прототипирования - когда прототип вводит в заблуждение производство
Прежде чем приступить к изготовлению пресс-формы, компании часто создают прототипы - детали или даже пресс-формы (например, мягкие прототипы) - для проверки дизайна. Создание прототипов имеет большое значение, Но это также может дать ложное чувство безопасности, если не сделать это реалистично. Основной причиной того, что ~80% проектов терпят неудачу в реальном производстве, является разрыв между прототипом и производственными условиями. Команды могут праздновать создание прототипа, который “работает”, не понимая, что они не смогли по-настоящему воспроизвести стресс массового производства. Рассмотрим такой сценарий (взятый из реального случая со стартапом): команда потратила месяцы на совершенствование 3D-печатный или изготовленный на станке с ЧПУ прототип нового устройства - возможно, даже эргономичной мыши. Прототип, протестированный несколькими людьми в офисе, работает безупречно и завоевывает награды за дизайн. Но когда они перешли к литью под давлением для массового производства, количество отказов резко возросло до 40%. Что произошло? Прототип не выявил проблем, которые возникают только в масштабе: незначительные различия в свойствах материалов, отклонения между партиями, сборка на скорости линии, а также факторы окружающей среды, такие как перепады температуры и влажности. В контролируемом пузыре прототипа ничего этого не было. В хаотичном реальном мире фабрики и глобальных перевозок они всплыли все сразу.
Обычный ошибка прототипирования это использование методов изготовления, которые не соответствуют конечному процессу. Например, корпус мыши, выточенный из твердого пластика или созданный на 3D-принтере из смолы, может быть идеальным по размерам и очень жестким. Но деталь, изготовленная методом литья под давлением, будет иметь совершенно другие свойства - возможно, большее внутреннее напряжение, небольшое коробление, другую текстуру поверхности или отделку. Если в конструкцию не были внесены коррективы с учетом этих особенностей, можно обнаружить, что отлитая под давлением версия не будет работать так же, как фрезерованный прототип. В одном драматическом случае, Боинг столкнулись с тем, что их прототипы, изготовленные с помощью прецизионной механической обработки, подходят друг к другу, но при производстве с обычными допусками поставщиками эти детали не удалось собрать правильно в масштабе. Применительно к литью под давлением: ваш прототип мог иметь большие зазоры при сборке или подгонке вручную, в то время как ваши литые детали могут иметь более жесткие зазоры, поскольку пластик имеет разброс. Прототипы, созданные вручную, маскируют изменчивость - Инженер может отшлифовать или подправить прототип, чтобы сделать его подходящим, что невозможно сделать для тысяч серийных экземпляров.
Еще одним подводным камнем при создании прототипов является недостаточная итерация или пропуск реалистичных тестов. Иногда команды влюбляются в свой первый прототип и торопятся с изготовлением оснастки, а позже обнаруживают, что конструкция не была надежной. Разумно создавать прототипы поэтапно - от быстрых дешевых моделей для определения базовой формы/облегания до, возможно, малосерийных. прототип инструмента (возможно, в алюминиевой форме) для проверки динамики формовки, и каждый раз вносить улучшения в конструкцию. Каждый прототип должен быть протестирован в условиях, приближенных к реальным. Для мыши это может означать температурную цикличность деталей (будут ли половинки соответствовать друг другу после пребывания в горячем багажнике автомобиля или на холодном складе?), проведение тестов на падение и сборку несколькими людьми, чтобы проверить, нет ли каких-то хитрых сопряжений. Если вы сами собираете только один прототип на верстаке, вы можете не заметить, что на производственной линии небольшой угол наклона оператора при защелкивании деталей приводит к поломке защелки - например, из-за того, что вы не добавили фаску для ввода.
Очень важно, Для создания прототипов необходимо привлекать специалистов по производству. Классической причиной неудач является разрыв между дизайнерами и производителями. Если дизайнеры разрабатывают прототип в изоляции (возможно, с помощью 3D-печати), а затем “бросают его через стену” команде инструментальщиков, результат часто оказывается грубым пробуждением. Функции, которые было легко создать в прототипе, могут оказаться кошмары формовки (подрезы, требующие боковых действий, глубокие тонкие участки, вызывающие короткие замыкания, и т. д.). Без совместного анализа DFM эти проблемы остаются незамеченными. Как отметила компания First Mold в техническом документе, их внутреннее исследование выявило постоянные проблемы, когда конструкторы не знали ограничений по оснастке и работали отдельно от изготовителей пресс-форм. Сайт Решение состоит в том, чтобы интегрировать проверки DFM на ранних этапах - по сути, прототип для производства, И не только для формы. Это включает в себя такие действия, как моделирование течения в пресс-форме на модели CAD перед резкой стали. Если Анализ технологического процесса если в конструкции прототипа предполагается наличие большой воздушной ловушки или линии сварки на критически важном элементе кнопки, это тревожный сигнал для исправления конструкции до это становится дорогостоящей проблемой плесени.
Еще один аспект Быстрые итерации против умных итераций. Можно создать множество версий прототипов, но так и не обнаружить ключевую проблему, если не проводить тестирование в условиях, похожих на производственные. Пример PrintForm, который мы приводили ранее, подтверждает это: у них был отличный прототип, но он не был протестирован с использованием различных материалов, разных условий сборки и т. д. Их рекомендация (и мы с ней согласны) заключается в следующем как можно раньше проверять в производственных условиях, что может сократить время выхода на рынок на 30-40%. На практике это может означать использование пилотного запуска с мягким инструментом для оценки выхода продукции и проблем или прогон сборки через симулированную производственную линию. Если в этих сценариях что-то не получается, можно вернуться назад и скорректировать конструкцию или процесс, пока это еще относительно дешево. Пропустив этот шаг, вы получите неприятный сюрприз во время первого серийного производства. В общем, ошибки при создании прототипов часто происходят либо из-за того, что прототипы не соответствуют требованиям (процесс, допуски, окружающая среда), либо из-за неправильной интерпретации успешного прототипа как доказательства готовности конструкции к производству. Лекарство от этого - дисциплинированный подход: Относитесь к результатам испытаний прототипов с долей соли и создавайте запасы прочности., Проводите межфункциональные проверки и никогда не считайте, что “если работает один, то и миллион будет работать так же хорошо” без доказательств. (Изображение: Прототип и серийная мышь - прототип может быть 3D-печатной моделью, которая выглядит идеально, в то время как на серийной модели видны дефекты, такие как деформированная кнопка - это подчеркивает, как безупречный прототип может ввести в заблуждение, если он не был сделан в условиях, похожих на производственные).
6. Недостатки тестирования - недостаточная валидация и отсутствие обратной связи
И последнее, но не менее важное: многие неудачи при проектировании пресс-форм происходят из-за того, что недостаточное тестирование или тестирование не тех вещей, которые нужно, в нужное время. Мы уже затрагивали тему прототипирования, но помимо этого есть еще и сфера проверка конструкции и валидация процесса. Даже после изготовления пресс-формы работа еще не закончена - необходимо тщательно проверить, может ли пресс-форма стабильно производить хорошие детали (и соответствуют ли эти детали всем требованиям). Значительный “пробел” возникает, когда команды спешат перейти от Т1 (первые пробные испытания) сразу к серийному производству без достаточного тестирования, или когда они отказываются от моделирования и Обзоры DFM рано.
Одним из важнейших инструментов является CAE-моделирование - Для литья под давлением это часто означает анализ течения в пресс-форме (чтобы предсказать, как заполняется пластик, где могут образоваться линии сварки или воздушные ловушки, будут ли проблемы с раковинами или деформацией). Пропуская этот анализ на этапе проектирования, вы навлекаете на себя неприятности. Такие проблемы, как короткие выстрелы, или линии сварки, заканчивающиеся на защелках (создавая слабые места), или захваченный воздух, вызывающий ожоги, часто можно предсказать и решить, изменив конструкцию или расположение затворов. Тем не менее, под давлением графика некоторые команды пренебрегают этим шагом. В результате? Они “обнаруживают” эти дефекты, которых можно было бы избежать, только после изготовления дорогостоящей стальной формы. Как отмечалось ранее, исправление недостатков конструкции в САПР может занять несколько часов, но исправление их в стали может стоить недели и больших денег. Таким образом, надежный процесс проектирования включает в себя ранние и тщательные проверки DFM. Многие партнеры по литью под давлением предлагают формальный обзор DFM где их инженеры изучают вашу деталь и обращают внимание на проблемы (например, “эта стенка слишком толстая, этот радиус слишком острый, этот подрез нуждается в скользящей поверхности, уверены ли вы, что этот материал выдержит напряжение?”). Такие проверки в сочетании с моделированием действуют как “предполетный контрольный список”, выявляя ошибки, которые в противном случае проявились бы в виде сбоев при испытаниях или производстве.
Если предположить, что дизайн пройдет эти испытания и вы вырежете форму, то следующим потенциальным пробелом будет валидация процесса. Недостаточно, чтобы пресс-форма могла изготовить одну хорошую деталь; необходимо убедиться, что она может надежно изготовить тысячи или миллионы. Валидация процесса - это структурированный подход (часто формальный в медицинских технологиях и авиационной промышленности), при котором вы проверяете процесс формования во всех его ожидаемых рабочих диапазонах. Например, вы проведете испытания при высоких и низких значениях температуры, давления и времени, чтобы убедиться, что детали не выходят за рамки спецификации. Если вы пропустите этот этап и примете первые прилично выглядящие детали как доказательство того, что все в порядке, то позже вас может постигнуть неустойчивость - возможно, продукция одной смены выходит немного другой из-за различий в работе машины или условиях окружающей среды. Известный случай произошел с компанией Philips Healthcare: они получили предупреждение от Управления по контролю за продуктами и лекарствами США, поскольку не провели надлежащую валидацию процесса литья под давлением для одного из компонентов, что привело к тому, что 64 жалобы на сбои в работе на местах. В потребительских товарах, таких как мышь, ставки не так высоки, как в медицинских приборах, но плохой контроль процесса все равно может означать высокий процент брака или возврат товара из-за периодически возникающих проблем (например, кнопка выходит из строя через месяц использования из-за внутреннего напряжения, которого можно было бы избежать при более качественном формовании).
Пробелы в тестировании также включают отсутствие реальные испытания. Одно дело - тестировать детали в лаборатории, другое - в реальных условиях эксплуатации. Если игровая мышь должна выдержать миллионы нажатий, проводили ли вы испытания кнопок в течение всего срока службы, чтобы убедиться, что конструкция выдержит (а выбранный вами пластиковый материал не поползет и не треснет)? Если продукт может использоваться по всему миру, проводили ли вы температурное/влажностное старение, чтобы проверить, не деформируются ли детали и не становятся ли они хрупкими в экстремальных климатических условиях? Иногда разработчики полагаются на спецификации материалов или предполагают, что испытания будут проведены позже, а затем эти испытания (например, бета-тестирование, сертификационные испытания) выявляют проблемы, которые заставляют изменить конструкцию или модифицировать пресс-форму на поздних этапах игры. Например, нормативные испытания могут показать, что продукт не выдерживает испытания на падение из-за того, что внутренняя пластиковая защелка захлопывается - для изменения конструкции может потребоваться металлическая вставка или более толстое ребро, что означает модификация формы после постройки. Все это можно предотвратить, если целостное тестирование и контуры обратной связи во время развития.
В итоге, Отсутствие новостей - не обязательно хорошие новости когда речь идет о проверке конструкции. Если вы специально не тестировали что-то, считайте, что это риск. Лучшие производители внедряют многочисленные контуры обратной связи: анализ конструкции, моделирование, испытания прототипов/пилотных образцов, проверки первых изделий, валидация процессов (IQ/OQ/PQ для тех, кто работает в регулируемых отраслях) и постоянный мониторинг. Каждый цикл - это шанс уловить недосмотр. Чем больше пробелов в этой цепочке, тем выше вероятность того, что конструкция пресс-формы “провалится”, выпустив дефектные детали или потребовав несвоевременных исправлений. И наоборот, тщательно тестируя и проверяя на каждом этапе, вы значительно повышаете вероятность того, что ваша мышь пройдет путь от пресс-формы до рынка без неприятных сюрпризов. Подтверждением такого подхода является то, что опытные команды относятся к литью под давлением как к партнерству между дизайном и производством, а не как к сделке "брось все на полпути". Они тесно сотрудничают с инженерами по оснастке, проводят совместные обзоры, планируют техническое обслуживание и проверки качества, тем самым ликвидация пробелов где проскальзывают неудачи.
Контрольный список по проектированию для изготовления (DFM) для проектов пресс-форм для мыши
| Аспекты дизайна | Руководство по DFM |
|---|---|
| Толщина стенок | Поддерживайте равномерную температуру (±10%), чтобы предотвратить образование раковин и трещин под напряжением. |
| Угол наклона | ≥1° для полированных форм, ≥2-3° для текстурированных поверхностей |
| Ребра и боссы | Используйте радиусы и галтели; избегайте острых углов |
| Монтаж | Определите структуру опорных точек, учитывайте допуски и зазоры при сборке |
| Усадка материала | Используйте проверенные нормы усадки; соответствующим образом отрегулируйте полости пресс-формы |
| Линия раздела и выброс | Избегайте следов выталкивания в косметических зонах; планируйте чистые линии разделения |
| Расположение ворот | Избегайте линий сварки в зонах, подверженных нагрузкам или визуальным воздействиям |
| Моделирование и тестирование | Используйте Moldflow, тестируйте пилотные образцы и проверяйте их в реальных условиях. |
Заключение: Проектирование для успеха - сотрудничество, DFM и непрерывное совершенствование
Постоянно повторяющаяся тема - важность сотрудничество на ранних этапах и вклад экспертов. Привлеките инженера по пресс-формам или партнера по производству на этапе проектирования для проведения анализа DFM; это поможет выявить такие проблемы, как расположение затворов, экстремальная толщина стенок или несовместимость материалов, прежде чем они обойдутся вам дорого. Аналогично, относитесь к изготовителю пресс-формы как к партнер Наилучшие результаты достигаются, когда инструментальщик понимает назначение изделия, а конструктор - ограничения, связанные с оснасткой. Многие ведущие компании сегодня проводят совместные обзоры конструкции, на которых все - от промышленных дизайнеров до инженеров по качеству и инструментальщиков - изучают конструкцию на предмет потенциальных отказов. Такой комплексный подход гарантирует, что к моменту вырезания пресс-формы конструкция будет надежной. Как говорится в информационном бюллетене EVOK, К литью под давлением следует подходить не как к простой закупке товара, а как к партнерству в области проектирования и производства. Уже одно это изменение мышления помогает избежать классических подводных камней.
На практике избежать неудач при проектировании пресс-формы означает принять DFM и непрерывное совершенствование. Используйте моделирование для прогнозирования и устранения таких проблем, как коробление, линии сварки и дисбаланс охлаждения. Настаивайте на анализ материалов чтобы убедиться, что выбранный вами пластик будет работать во всех ожидаемых условиях (и иметь запасные материалы на случай, если один из них не подойдет). Следуйте установленным правила проектирования (равномерные стенки, достаточная осадка, радиусные углы и т.д.), но также знайте, когда их можно нарушить - и только с учетом пожеланий формовщика. Например, если поверхность с нулевой осадкой желательна по эстетическим соображениям, признайте, что это риск, и уменьшите его (возможно, используя текстурированную отделку формы, которая скрывает небольшие следы от выталкивателей, или проводя много испытаний). Проводите тщательную анализ допусков на сборках, чтобы знать, где нужна точность, а где можно допустить зазор или нахлест. И помните, что тестирование - ваш другКаждый прототип или опытный образец должен рассматриваться не просто как пройденный этап, а как возможность узнать и усовершенствовать дизайн или процесс. Каждая проблема, выявленная в ходе тестирования, обходится гораздо дешевле, чем та, что обнаруживается в полевых условиях или на складе, заполненном непригодным для продажи товаром.
В заключение отметим, что, несмотря на утверждение о том, что “80% проектов изначально проваливаются”, эту статистику можно перевернуть с ног на голову. Обладая знаниями и подготовкой, вы можете оказаться в числе тех 20%, которые сделают все правильно - или, по крайней мере, заметят ошибки достаточно рано, чтобы быстро скорректировать курс. Сайт современный набор инструментов В процессе проектирования пресс-форм (цифровое моделирование, современные материалы, прецизионная обработка и столетие коллективного ноу-хау в области пластмасс) есть все необходимое для достижения успеха. Применяя уроки прошлых неудач - будь то такие простые вещи, как добавление степени вытяжки, или такие стратегические, как согласование целей вашей команды и поставщиков. OEM-производители и заинтересованные стороны B2B могут сэкономить огромное количество времени и средств., Это гарантирует, что их следующая мышь или устройство будет выпущено без проблем. В конце концов, “неудачная” конструкция пресс-формы действительно является неудачной только в том случае, если из нее ничего не извлечено. В духе непрерывного совершенствования каждое испытание, даже неудачное, делает следующую конструкцию лучше. Внедрите полученные знания в процесс проектирования, и вы увидите, что сможете значительно снизить показатель 80% и с уверенностью приступить к выпуску продукции.

Готовы ли вы избежать ошибок при проектировании пресс-форм?
В компании Darshion мы специализируемся на изготовлении на заказ Мышь OEM/ODM производство с глубоким внутренним опытом в области проектирования пресс-форм, оснастки и серийного производства. Наша команда помогла сотням мировых брендов избежать наиболее распространенных неудач с пресс-формами, потому что мы видели их все.
Создаете ли вы прототип своей первой эргономичной мыши или оптимизируете существующий дизайн для массового производства, мы готовы поддержать вас на всех этапах - от концепции до готового продукта.
Если вы хотите снизить риск, повысить доходность и работать с надежным производство мышей партнер -свяжитесь с нами.
