
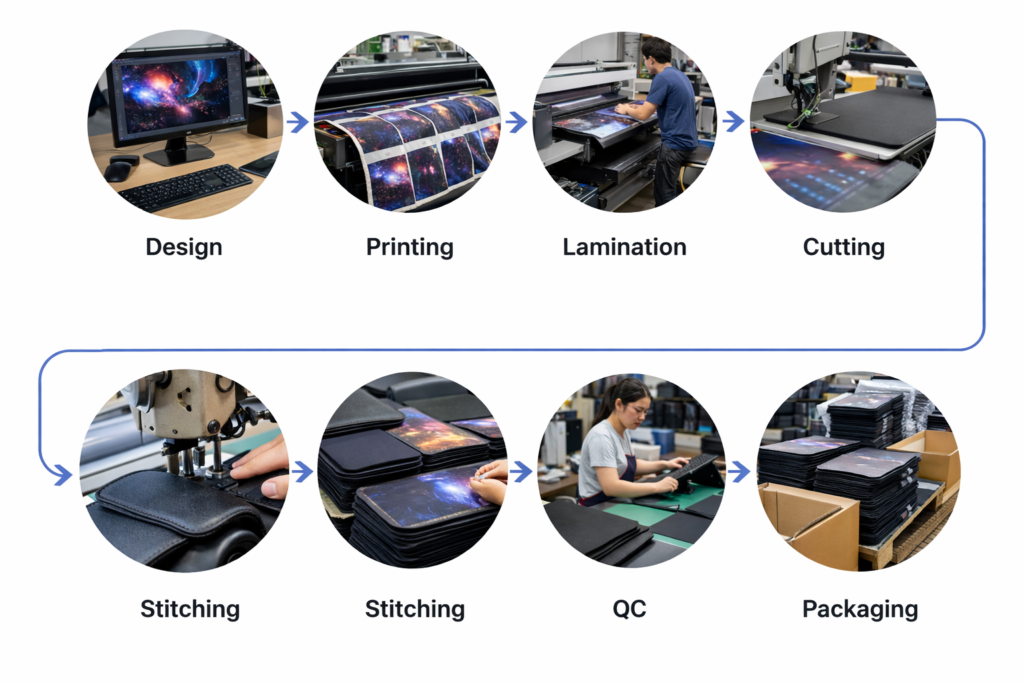
Oyun mouse pad'lerine yönelik küresel talep arttıkça, işletmeler genellikle güvenilir bir mouse pad üreticisi büyük siparişler üretmek için. Eğer bir toplu mouse pad tedarikçi veya planlama özel mouse pad siparişi verdiğinizde, bu ürünlerin fabrika düzeyinde nasıl üretildiğini anlamanıza yardımcı olur. Aşağıdaki bölümler her bir üretim aşamasını (malzeme seçimi, kauçuk karıştırma, köpük işleme, baskı, kesim, kalite kontrol, paketleme ve sevkiyat) inceleyerek mouse pad üretim sürecine fabrika katından ayrıntılı bir bakış açısı sunmaktadır.
Özet
- Entegre Üretim: Modern fabrikalar genellikle kauçuk köpük karışımından nihai paketlemeye kadar her şeyi kendi bünyelerinde gerçekleştirerek her adımda kalite kontrolü sağlar. Sürecin tamamını kontrol eden bir üreticiyle çalışmak, toplu siparişlerde tutarlılığın korunmasına yardımcı olur.
- Kaliteli Malzemeler: Süreç, yüksek kaliteli hammaddelerin seçilmesiyle başlar. Taban için doğal veya sentetik kauçuk (her birinin esneklik ve dayanıklılık açısından kendine has avantajları vardır) ve canlı baskıları kabul eden yüzey için özel bir kumaş (tipik olarak polyester) seçilir.
- Hassas Süreç: Ham kauçuk katkı maddeleri ile birleştirilir ve daha sonra Vulkanize köpük tabakalar haline getirilir, genellikle yapıştırıcılardan kaçınmak için kumaş tabakası ile aynı anda ısıyla lamine edilir. Sertleştikten sonra, büyük tabakalar özel tasarımlarla (süblimasyon veya serigrafi yoluyla) basılır ve hassas kalıplar veya lazerlerle boyutuna göre kesilir. Ekstra dayanıklılık için isteğe bağlı kenar dikişi eklenebilir.
- Kapsamlı Kalite Kontrol: Her ped boyut, düzlük, baskı netliği ve yapışma açısından denetime tabi tutulur. Üreticiler ayrıca pedlerin B2B müşterilerinin performans standartlarını karşıladığından emin olmak için aşınma, esneklik ve çevresel direnç testleri de gerçekleştirir.
- Toplu Paketleme ve Nakliye: Bitmiş mouse pad'ler koruyucu poşetler veya özel kutularda paketlenir, ardından sevkiyata hazır toplu kartonlarda kutulanır. Fabrikalar, mouse pad'leri taşıma sırasında korumak için ambalaj tasarlar. Etkili lojistik planlama ve iletişim, büyük toplu siparişlerin bile zamanında gönderilmesini sağlar ve zaman çizelgeleri, mümkün olan yerlerde üretim adımlarının çakıştırılmasıyla optimize edilir.
Şimdi, bir mouse pad fabrikasında gerçekte neler olduğunu görmek için üretim sürecinin her aşamasına daha derinlemesine bakalım.
Malzeme Seçimi
Doğru malzemelerin seçilmesi, kaliteli bir mouse pad'in temelini oluşturur. Fabrikalar tipik olarak iki ana bileşen tedarik eder: taban için kauçuk ve üst yüzey için kumaş. Kauçuk Taban: Üreticiler doğal ağaç türevi kauçuk veya sentetik kauçuk bileşikleri (neopren veya SBR gibi) kullanabilir. Doğal kauçuk mükemmel esneklik ve kavrama sunarken, sentetik kauçuk daha iyi yaşlanma direnci ve genellikle daha düşük maliyet sağlar. Her iki durumda da kauçuk genellikle aşağıdaki gibi formüle edilir yumuşak sünger köpük Bu da mouse pad'e yastıklama ve kaymazlık özellikleri kazandırır. Kumaş Yüzey: Üst kısım için, sık dokunmuş polyester kumaş en yaygın olanıdır. Polyester idealdir çünkü yüksek çözünürlüklü grafiklerle boya süblime edilebilir ve kürleme sırasında kauçuğa iyi yapışır. Kumaşın örgüsü (dokusu), istenen fare kaymasına göre seçilir: hız için ince bir örgü veya kontrol için daha pürüzlü bir örgü. Likra veya mikrofiber gibi diğer malzemeler özel pedler için kullanılabilir, ancak önemli olan kumaşın dayanıklı olması ve mürekkep veya boyayı solmadan kabul edebilmesidir.

Malzeme alımı sırasında kalite kontrolleri yapılır. Kauçuk partileri saflık ve tutarlılık (aşırı koku veya kirletici madde olmaması) açısından denetlenir ve kumaş ruloları eşit doku ve kusur olmaması açısından kontrol edilir. Yüksek kaliteli girdi malzemeleri sorunsuz üretim için zemin hazırlar. Bazı gelişmiş fabrikalarda malzemeler özel olarak bile formüle edilmektedir: örneğin, bir müşterinin gereksinimlerini karşılamak için belirli sertlikte kauçuk veya belirli bir iplik numarasına sahip bir kumaş sipariş etmek gibi. Bu vurgu malzeme kalitesi ve başlangıçta özelleştirme, nihai mouse pad'lerin performans beklentilerini karşılamasını sağlar.
Kauçuk Karıştırma
Ham kauçuk seçildikten sonra (doğal veya sentetik), fabrika bunu karıştırmaya ve işlenebilir bir formül haline getirmeye devam eder. Kauçuk karıştırma tipik olarak ham kauçuğun çeşitli katkı maddeleriyle birleştirildiği endüstriyel bir karıştırıcıda (Banbury karıştırıcı veya iki silindirli değirmen gibi) yapılır. Bu katkı maddeleri şunları içerir dolgu maddeleri (kauçuğu güçlendirmek için), plasti̇kleşti̇ri̇ci̇ler (esnekliği ayarlamak için) ve vulkanize edici maddeler Kükürt veya peroksitler gibi (daha sonra kauçuğun katı bir forma dönüşmesine yardımcı olacak). Kesin tarif - genellikle bir formül - üreticinin kimyagerleri tarafından mouse pad tabanı için istenen sertlik, esneklik ve dayanıklılığı elde etmek üzere tasarlanmıştır. Örneğin, daha yumuşak bir altlık esneklik için daha fazla plastikleştiriciye sahip olabilirken, sıcak bir iklime yönelik bir altlık yapışkan hale gelmesini önlemek için dengeleyiciler içerebilir.
Karıştırma sırasında sıcaklık ve zamanlama kritik önem taşır. Kauçuk ve katkı maddeleri kontrollü ısı altında karıştırılır, ancak fabrika çok ısınmasına izin vermekten kaçınmalıdır. Bu aşamada aşırı ısınma kauçuğun erken vulkanizasyonunu (kürlenmesini) tetikleyebilir ve bu da partiyi mahvedebilir. Yetenekli operatörler veya otomatik sistemler mikserin sıcaklığını ve karıştırma hızını yakından izler. Bu aşamanın çıktısı, genellikle kalın levhalar veya plakalar şeklinde, eşit şekilde karıştırılmış bir kauçuk bileşiğidir. Bu levhalar siyah veya kirli beyaz renktedir ve sıcakken hamur benzeri bir kıvama sahiptir. Bileşik homojen hale geldiğinde ve kalite kontrollerinden geçtiğinde (örneğin, örnek bir parça sertlik veya elastikiyet açısından test edilebilir), bir sonraki aşama için hazırdır: fare altlığı olacak köpük tabakalara dönüştürmek.
Köpük İşleme (Kauçuk Tabanın Oluşturulması)
Karıştırma işleminden sonra kauçuk bileşiği, mouse pad'e gövdesini veren karakteristik köpük tabakaya dönüştürülmelidir. Profesyonel bir fabrikada bu köpük işleme aşaması genellikle yumuşak, süngerimsi bir doku oluşturmak için ısı, basınç ve bazen kimyasal üfleme maddelerini içerir. İki yaygın yaklaşım vardır:
- Sıkıştırmalı Kalıplama (Levha Vulkanizasyonu): Karıştırılan kauçuk, genellikle üst kumaş katmanıyla birlikte büyük düz kalıplara veya bir konveyör üzerine yerleştirilir ve ardından yüksek basınç altında ısıtılır. Bir yöntemde, bileşik bir tabaka halinde yayılır ve üstüne bir polyester kumaş tabakası serilir; montaj daha sonra sıcak bir preste kürlenir. Isı, kauçuğun vulkanize olmasına (sertleşmesine) ve bir köpük halinde genişlemesine neden olurken, basınç kumaşa sıkıca yapışmasını sağlar. Bu etkili bir şekilde laminatlar kumaş ve kauçuğun tek parça haline gelmesiyle mouse pad tek adımda üretilir. Özellikle, birçok üretici bu aşamada yapıştırıcıdan kaçınır - bunun yerine katmanları birleştirmek için vulkanizasyon sürecine güvenirler. Kumaş, kauçuk yarı erimiş haldeyken uygulanır; kauçuk sertleşip soğudukça kumaşı yerine kilitler. Bu, yapıştırıcı kullanılmadan (toksik olabilen veya delaminasyona eğilimli) çok dayanıklı bir bağ oluşturur.
- Sürekli Rulo Laminasyon: Bazı durumlarda, fabrikalar sürekli üretim hatlarına sahiptir. Sürekli bir tabaka oluşturmak için kauçuk bileşiğini silindirler aracılığıyla beslerler ve aynı anda kumaşı beslerler, kauçuğu sertleştirmek ve kumaşı bastırmak için ısıtılmış silindirler veya bir fırın kullanırlar. Çıktı, tipik olarak standart bir genişlikte (örneğin 1-1,5 metre) uzun bir kumaş yüzlü kauçuk köpük rulosudur. Bu rulo daha sonra ayrı pedler halinde kesilebilir. Birçok orta ölçekli üretici, önceden hazırlanmış lamine mouse pad malzemesi rulolarını tedarik ederek doğrudan baskı ve kesme işlemine geçer, ancak daha büyük üreticiler daha iyi kalite kontrolü için bunu şirket içinde yapar.
Yöntem ne olursa olsun, köpük işlemenin sonucu büyük tabakalar (veya rulolar) halinde mouse pad malzemesidir: üst kumaşa kalıcı olarak bağlanmış süngerimsi bir kauçuk taban. Bu tabakalar genel renklerde üretilebilir (genellikle kauçuk siyah, kumaş ise daha sonra baskı yapılacaksa beyaz veya siyahtır). Fabrika işçileri, levhalardaki fazla parlamaları veya düzensiz kenarları keser. Bu noktada elimizde baskısız dev bir mouse pad matına benzeyen bir şey vardır. Kalınlık tutarlıdır (yaygın kalınlıklar 2mm, 3mm veya 4mm'dir) ve tabaka istenen hissiyata sahiptir - esnek, altta iyi kavrama ve üstte pürüzsüz bir yüzey.
Yüzey Tasarımının Yazdırılması
Boş mouse pad malzemesi hazır olduğunda (kumaşa yapıştırılmış kauçuk), fabrika yüzey tasarımını basmaya yönelir. Burası müşterinin logosunun, resminin veya herhangi bir dekoratif desenin uygulandığı yerdir. Kullanılan birkaç temel baskı yöntemi vardır:

- Boya Süblimasyon Baskı: Bu, özellikle oyun mouse pad'lerinde tam renkli tasarımlar için çok popülerdir. İşlem, süblimasyon mürekkepleri kullanılarak özel transfer kağıdına istenen görüntünün basılmasını ve ardından görüntüyü mouse pad'in kumaşına aşılamak için büyük bir ısı presinin kullanılmasını içerir. Yüksek sıcaklık altında, transfer kağıdındaki mürekkep gaza dönüşür ve pedin polyester kumaşına nüfuz ederek onu kalıcı olarak boyar. Süblimasyon, kumaşa gerçekten gömülü olan canlı, fotoğraf kalitesinde görüntüler verdiği için değerlidir - yüzeyde hiçbir mürekkep hissedemezsiniz. Renkler dayanıklıdır ve kumaş liflerinin bir parçası oldukları için çatlamaz veya soyulmazlar. Fabrikada, işçiler transfer kağıdına bir parti tasarım basabilir, bunları boş beyaz pedlerin üzerine yerleştirebilir ve aynı anda geniş formatlı bir ısı presinden geçirebilir veya daha küçük işler için bunları tek tek yapabilir. Sıcaklık (~200°C) ve süre (yaklaşık 30-60 saniye), kauçuğu yakmadan gerçek renk üretimi sağlamak için dikkatlice kontrol edilir.
- Serigrafi Baskı: Daha basit tasarımlar (tek renkli bir şirket logosu gibi) veya çok büyük üretim çalışmaları için serigrafi bir başka yaygın tekniktir. Burada, resmin ince gözenekli bir şablonu yapılır. Şablon mouse pad yüzeyinin üzerine yerleştirilir ve mürekkep şablonun içinden kumaşa bastırılır. Fabrikalar, bir veya iki renkli grafikler için verimli olan, tek seferde birden fazla ped basabilen (her ped bir ekran kafasının altında) otomatik ekran baskı makineleri kullanabilir. Kullanılan mürekkep genellikle polyestere yapışacak özel bir kumaş mürekkebidir. Baskıdan sonra, pedler bir kurutma tünelinden geçer veya mürekkebin sertleşmesi ve kalıcı hale gelmesi için havada kurumaya bırakılır. Serigrafi baskılar kumaşın üzerinde ince bir mürekkep tabakası oluşturur, bu tabaka kalın olduğunda hafifçe hissedilebilir, ancak basit işler için uygun maliyetlidir. Lekelenmeyi önlemek ve baskının solmamasını veya silinmemesini sağlamak için düzgün kurutma önemlidir.
Bazı fabrikalar mouse pad'ler için mürekkep püskürtmeli yazıcıların mürekkebi doğrudan pad üzerine bıraktığı dijital doğrudan baskı veya UV baskı da kullanmaktadır. Bunlar bez pedler için daha az yaygındır (daha çok sert yüzeyli pedler için kullanılır) ancak transfer kağıdı olmadan ayrıntılı görüntüler üretebilir.
Baskıdan sonra, yeni dekore edilmiş tabakalar veya tek tek pedler baskı kalitesi için bir incelemeden geçirilir. Teknisyenler renklerin doğru ve tutarlı olup olmadığını ve herhangi bir baskı hatası (yanlış hizalama, lekeler veya eksik mürekkep transferi gibi) olup olmadığını kontrol eder. Süblimasyonda, herhangi bir nem veya sıcaklık sorunu meydana gelirse, bulanık bir baskıya veya hafif renk kaymasına neden olabilir, bu nedenle bunlar bu aşamada filtrelenir.
Kesme ve Kenar İşlemleri
Mouse pad grafikleri uygulandıktan sonra, bir sonraki adım büyük sayfaları tek tek pedler halinde kesmektir (eğer tek tek basılmamışlarsa). Fabrikalar bu iş için özel kesim ekipmanlarına sahiptir. Standart şekiller için (dikdörtgenler ve daireler gibi), yaygın bir yöntem hidrolik bir preste çelik kural kalıpları kullanmaktır (kalıpla kesme). Kalıp, mouse pad şeklini tabakadan delip çıkaran çerez kesici benzeri bir bıçaktır. Bu sayede her mouse pad tam olarak aynı boyutta ve pürüzsüz, tek tip kenarlara sahip olur. Diğer bir yöntem ise bilgisayar kontrollü kesimdir: örneğin, CNC lazer kesici veya bıçak kesici kullanmak, fiziksel bir kalıp yapmayı gerektirmediği için özellikle özel şekiller veya daha küçük partiler için kullanışlıdır. Lazer kesim kenarları güzel bir şekilde kapatabilir ancak kumaşı yakmaması için kalibre edilmesi gerekir.
Kesim basit görünebilir, ancak bazı ilginç nüanslar vardır. Pedlerin rulodan veya tabakadan kesilme yönü hem malzeme kullanımını hem de pedin performansını etkileyebilir. Kullanılmayan boşluklar paraya mal olduğundan, üreticiler israfı en aza indirmek için kesim düzenini planlar. Örneğin, bir rulo üzerinde yatay ve dikey bir düzenleme seçmek, malzeme israfında 10-20%“lik bir farka neden olabilir. Ayrıca, mouse pad'lerdeki kumaşın hafif bir ”gren" yönü vardır. Fabrikalar, tüm pedlerin aynı şekilde kesilmesi halinde kayma hissinin tutarlı olacağının farkındadır. Eğer bir parti diğerine göre 90 derece döndürülerek kesilmişse, kullanıcı fare hareket sürtünmesinde bir fark hissedebilir. Bu nedenle deneyimli bir fabrika, hem verimlilik hem de ürün tutarlılığı için kesim modelini optimize eder.
Kesim işleminden sonra her mouse pad'in kenarları incelenir. Bu aşamada, bazı premium mouse pad'ler kenar dikişi (bağlama olarak da bilinir) işlemi. Bu, bir dikiş makinesinin pedin çevresine ince bir naylon iplik diktiği zamandır. Kenar dikişi pedi güçlendirerek kumaş tabakasının zamanla yıpranmasını veya soyulmasını önler. Tüm pedlerde bu yoktur (maliyeti artırır), ancak birçok oyun sınıfı pedde vardır. Dikişli kenarlar sunan fabrikalarda işçiler veya otomatik dikiş makineleri kesimden hemen sonra bunu yapar. Dikişin eşit olmasını ve baskılı alana doğru kaymamasını sağlamak hassas bir işlemdir. Pedin baskıdan önce mi yoksa sonra mı dikileceği dikkatlice planlanır; bazı üreticiler önce baskı yapıp sonra dikerken, diğerleri boş bir ped diker ve sonra dikişlerin üzerine baskı yapar - her yaklaşımın grafik hizalama ve düzlük açısından ödünleri vardır.
Kesimin (ve varsa dikişin) sonunda, son şeklini almış tek tek mouse pad'lerimiz olur. Bunlar istiflenir ve paketlenmeden önce titiz bir incelemeye hazır hale getirilir.
Kalite Kontrol (QC) ve Denetim
Her mouse pad, özellikle de toplu siparişlerde kali̇te kontrol gerekli standartları ve spesifikasyonları karşıladığından emin olmak için kontrol eder. Fabrikalar, ürünler sevk edilmeden önce herhangi bir kusuru yakalamaktan gurur duyarlar. Fare altlıkları için kalite kontrol, hem görsel denetimleri hem de fiziksel testleri içerir:
- Görsel ve Boyut Kontrolü: Eğitimli denetçiler veya makineler rastgele numunelerin uzunluğunu, genişliğini ve kalınlığını ölçerek her bir pedin tolerans dahilinde amaçlanan boyutla eşleştiğinden emin olur. Ayrıca şeklin doğru olduğunu da doğrularlar (örneğin, bir dikdörtgense köşeler düzgün bir şekilde yuvarlatılmıştır veya daire mükemmel bir şekilde yuvarlaktır). Yüzey, baskı hataları, renk değişikliği veya lekeler için iyi bir aydınlatma altında incelenir. Logolar ve tasarımlar keskin ve düzgün hizalanmış olmalıdır. Bir pedde müşterinin fark edebileceği hafif bir merkez dışı grafik bile varsa reddedilebilir. Kenarların düzgünlüğü kontrol edilir - çentik veya eksik kesim olmamalıdır. Dikişli kenarlar için kalite kontrol, gevşek iplik veya atlanmış dikiş olmamasını sağlar. Fabrika, kumpas ve ölçüm aparatları gibi araçlar kullanarak tüm partide tutarlılık sağlar.

Görünüş ve boyutun ötesinde, fabrikalar performansı garanti etmek için örnek pedler üzerinde bir dizi test gerçekleştirir:
- Yüzey Düzlüğü ve Yapışma: Kontrollerden biri yüzey düzlüğüdür - ped masa üzerinde kıvrılmadan düz durmalıdır. Müfettişler, tüm kenarların yüzeye temas ettiğini (eğrilme olmadığını) görmek için pedi düz bir masaya yerleştirebilir. Ayrıca sıkıca bağlandığından emin olmak için kenarlardaki kumaşı nazikçe soyarlar (kumaşın kauçuktan ayrıldığı yerde kalkma veya kabarcıklar olmamalıdır).
- Kauçuk Sertliği ve Esnekliği: Bazı fabrikalar köpüğün sertliğini/yumuşaklığını ölçmek için durometre aletleri kullanır. Spesifikasyon örneğin 60 Shore A ise, partinin bu aralıkta olduğunu onaylarlar. Ayrıca pedi bükebilir ve esnetebilirler - iyi bir ped çatlamadan bükülmeli ve düz bir şekilde geri yaylanmalıdır. Esneklik testleri, pedin kullanıcı konforu için çok sert veya çok gevşek olmamasını sağlar.
- Dayanıklılık Testleri: Uzun süreli kullanımı simüle etmek için, numune pedler aşınma testine tabi tutulur (bir makine, baskının aşınıp aşınmadığını veya kumaşın dökülüp dökülmediğini görmek için ağırlıklı bir nesneyi yüzeye tekrar tekrar sürtebilir). Pedlerin yıkanabilir olarak tanıtılması halinde yıkama testi de yapabilirler. Fabrika içindeki bazı laboratuvarlar çevresel yaşlandırma gerçekleştirir: örneğin, bir pedi yüksek bir sıcaklığa kadar ısıtmak ve ardından delaminasyon olmadığından emin olmak için soğutmak veya sıcak sıcaklıklarda güçlü bir koku yayılmadığını kontrol etmek (kauçuk ürünler için ortak bir gereklilik). Üst düzey üretimde, suya dayanıklılık (yüzeye su dökerek sızıp sızmadığını veya kaplamanın suyu itip itmediğini görmek için) ve hatta kimyasal dayanıklılık (ter veya çözücüler gibi) testleri yapılabilir. Bu testler, süreci doğrulamak için genellikle her birim üzerinde değil, partiden alınan örnek pedler üzerinde yapılır.
Bir parti ancak tüm bu kontrol noktalarını geçtiğinde sipariş paketlemeye gider. Hatalı baskı, yanlış ebat ya da herhangi bir kusur nedeniyle başarısız olan pedler genellikle ayıklanır. Fabrika, kauçuğu geri kazanmak için kumaşı sıyırarak bunları geri dönüştürebilir veya atılır. Büyük bir toplu sipariş için, üretici bir kali̇te raporu önemli denetimlerin sonuçlarını içerir. Bu kalite kontrol seviyesi, B2B müşterilerinin tek tip ve boyut, görünüm ve his açısından vaat edilen özellikleri karşılayan mouse pad'ler almasını sağlar.
Paketleme
İncelemenin ardından kusursuz mouse pad'ler paketlenmeye hazır hale gelir. Bir mouse pad fabrikasında iyi bir ambalajlama iki amaca hizmet eder: ürünü korumak ve marka/pazarlama gerekliliklerine uyum sağlamak.

Paketleme alanında, çalışanlar (taze pedlerin lekelenmesini önlemek için genellikle eldiven giyerler) önce her bir pedin temiz olduğundan emin olurlar - bazen tozları silerler. Standart uygulama, her bir mouse pad'i bir kutu içinde paketlemektir. bireysel plastik çoklu torba. Bu açık OPP çantaları taşıma sırasında pedleri nem ve kirden uzak tutar. Perakende odaklı siparişler için fabrika bu torbalara marka, ürün bilgileri veya barkodlar içeren kağıt arkalıklar veya başlık kartları yerleştirebilir. Bazı müşteriler çoklu torba yerine her bir ped için özel baskılı bir kutu tercih eder; bu durumlarda düz ped, çekici grafiklere sahip rahat bir karton kutuya yerleştirilir. (Bu tür özel ambalajların oluşturulması, baskı MOQ'ları nedeniyle genellikle daha yüksek sipariş miktarları gerektirir).
Pedler sayılır ve gerektiği gibi gruplandırılır (örneğin, iç karton başına 50 ped veya müşteri ne isterse). Ekip bunları sağlam oluklu kutular olan nakliye kartonlarına yerleştirir. Kartonların içine silika jel paketleri (nem kontrolü için) veya balonlu naylon katmanları gibi ek önlemler eklenebilir, özellikle de pedlerde elektronik varsa (USB modülü içeren RGB aydınlatmalı mouse pad gibi) veya deniz yoluyla uzun mesafeye gönderiliyorlarsa. Fabrikalar ambalajı, pedler takırdamadan tam olarak oturacak şekilde tasarlar. İyi tasarlanmış bir paketleme yaklaşımı herhangi bir kırışıklığı veya eziği önler - bu önemlidir çünkü mouse pad'deki bir kırışıklık düzlüğünü bozabilir.
Kartonların dışına ürün, miktar, ağırlık ve taşıma talimatlarını gösteren etiketler yapıştırılır (örneğin, “X'ten daha yükseğe istiflemeyin”, “Kuru Tutun”). Ambalaj sadece işlevsel değildir; üreticiler çekici ve bilgilendirici ambalajların müşterilere değer kattığını bilirler. Bu nedenle, üretimden önce ambalaj resmi ve teknik özellikleri konusunda genellikle müşteriyle işbirliği yaparlar. Nihayetinde, ambalaj estetik açıdan hoştur ve taşıma sırasında mouse pad'leri koruyarak biçim ve işlev arasında bir denge kurar.
Nakliye ve Lojistik
Fabrikanın içindeki son aşama ise nakli̇ye ve loji̇sti̇k Fare altlıklarını dünyanın öbür ucundaki müşteriye teslim etmek için. Kartonlar mühürlenip paletlendikten sonra (büyük bir sevkiyatsa, paletler üzerine istiflenir ve sarılır), fabrikanın lojistik ekibi görevi devralır. Kararlaştırılan sevkiyat yöntemine bağlı olarak (hızlı teslimat için hava taşımacılığı, büyük hacimlerde ekonomi için deniz taşımacılığı veya hatta daha küçük partiler için ekspres kurye) yük taşıyıcıları ile alımları planlar veya okyanus sevkiyatı için konteyner yüklemesini ayarlarlar.
Mallar yola çıkmadan önce, fabrika tüm sayımları satın alma siparişine göre iki kez kontrol eder. Paketleme listeleri, ticari faturalar ve gerekli tüm sertifikalar (örneğin, gerekliyse malzeme güvenlik verileri veya gümrük evrakları) dahil olmak üzere belgeler hazırlanır. Güvenilir üreticiler çeşitli prosedürler uygular nakli̇ye sirasinda koruyucu önlemler - Deniz yoluyla sevkiyat yapılıyorsa konteynerlerde nem bariyerli astarların kullanılması (nem hasarını önlemek için), paletlerin doğru şekilde sabitlendiğinden emin olunması ve hatta bazen kargo koşullarını izlemek için veri kaydedicilerin yerleştirilmesi.
Fare altlıklarının gerçek üretiminin genellikle hızlı olduğunu belirtmek gerekir - iyi donanımlı bir fabrika haftada birkaç bin altlığı kolayca üretebilir. Ancak toplam teslimat süresi, fabrikadaki hızın ötesindeki faktörlere bağlıdır. Numune onayı, resim onayı ve hammadde tedariki gibi ön süreçler, seri üretim başlamadan önce günler veya haftalar ekleyebilir. Örneğin, özel baskılı kutuların tedarik edilmesi bir teslim süresine sahip olabilir veya bir müşterinin üretim öncesi bir numuneyi onaylamasını beklemek programı duraklatabilir. Tecrübeli bir fabrika, beklentileri yönetmek için bu adımları net bir şekilde iletecektir. Genel zaman çizelgesini sıkıştırmak için genellikle farklı aşamaları paralel olarak gerçekleştirirler (örneğin, ilk parti pedler basılırken, öncekiler zaten kesim veya kalite kontrol aşamasında olabilir).
Daha net bir fikir vermek için, tüm malzemelerin ve onayların hazır olduğu varsayımıyla, toplu mouse pad üretimi için siparişten sevkiyata kadar olan tipik bir zaman çizelgesi dökümü aşağıda verilmiştir:
| Üretim Aşaması | Yaklaşık Süre (büyük bir sipariş için) |
|---|---|
| Malzeme tedariki ve hazırlığı | 3-5 gün (eğer stokta yoksa) |
| Kauçuk laminasyon (köpük+kumaş) | ~2 gün (kurum içi veya dış kaynaklı) |
| Baskı (ve kuruma süresi) | 3-4 gün (tam renkli süblimasyon için) |
| Kesme (ve kenar dikişi) | 1-2 gün (baskı ile çakışabilir) |
| Kalite Kontrol | 1 gün (kapsamlı parti denetimi) |
| Paketleme ve sevkiyat | 1 gün (kutulama ve teslim alma) |
| Toplam tipik teslim süresi: | ~7-14 gün üretim + nakliye |
Bu zaman çizelgesi çakışabilir ve fabrikaya göre değişebilir; acele bir sipariş bazen her adımın hızlandırılmasıyla daha da hızlı tamamlanabilirken, karmaşık bir sipariş (çok büyük miktar veya birden fazla tasarım) daha uzun sürebilir. Nakliyenin kendisi de transit süreyi ekleyecektir (örneğin, deniz taşımacılığı 3-6 hafta, hava taşımacılığı 3-7 gün olabilir). Kilit nokta, verimli fabrikaların iş akışını optimize ederek müşterinin toplu siparişini kaliteden ödün vermeden zamanında teslim almasını sağlamasıdır.
Özet olarak, içinde fare altlığı fabrikası Kauçuk bileşiğinin formüle edilmesinden kumaşla kaynaştırılmasına, yüksek çözünürlüklü baskıların uygulanmasına, milimetrik hassasiyetle kesime ve her pedin elle ve makineyle kontrol edilmesine kadar her aşama hassasiyetle gerçekleştirilir. B2B müşterileri bu süreci anlayarak, yetenekli bir üreticinin getirdiği değeri daha iyi takdir edebilirler. özel mouse pad siparişleri tutarlı, uygun maliyetli ve baştan sona yüksek kalitede üretilir. Her adımda deneyim, uzmanlık ve titiz kalite standartları ile üst düzey bir fabrika, ham kauçuk ve kumaş rulolarını dünyaya gönderilmeye hazır binlerce kusursuz mouse pad'e dönüştürür.
