
Bölüm 1:Membran Klavye Üretim Süreci
1. Membran katman klavyesi nedir?
A membran klavye tuş özelliklerini, işaret öğelerini ve bir kontrol panelini, çalışırken verdiği dokunsal tepki nedeniyle tek bir dokunmatik klavyeye entegre eden son teknoloji bir işletim sistemidir. Klavye, vazgeçilmez bir sızdırmazlık yapısı ve yapısı kullanılarak birbiriyle kapatılmış birkaç katmana sahip aerodinamik, düz bir stil içerir. Bu benzersiz düzen, duyarlı membran düğmeleri, işaretleri, işaret ekranlarını birleştirerek ışık, makine ve gücü birleştiren yeni bir elektronik parça türü geliştiriyor. Membran katmanlı klavye, görünümde önemli bir değişiklik anlamına gelir ve işletim sistemi görevlerini daha verimli bir şekilde yerine getirmek için standart ayrık parçayı değiştirebilir.
2. Membran klavye çerçevesi
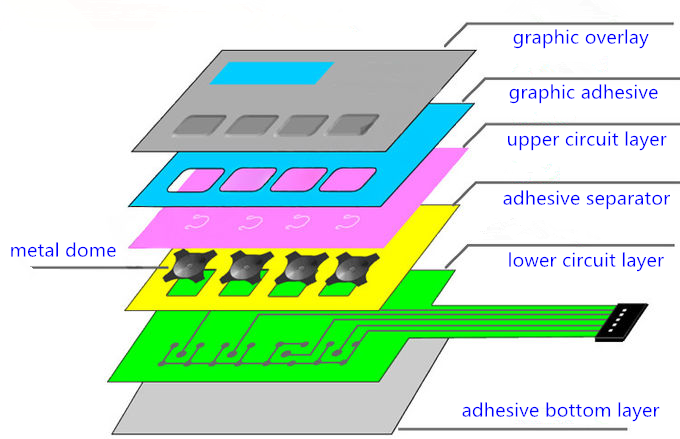
Peki membran anahtarlı klavye hangi parçalardan oluşur? Mekanik anahtarlar ile aynı değildirler. Genel olarak membran katmanlı düğme klavyeler 6 parçadan oluşur. Grafik kaplama, grafik yapıştırıcı, üst devre katmanı, yapışkan ayırıcı, azaltılmış devre katmanı ve yapışkan alt katmandan oluşur.
2.1 Grafik yer paylaşımı
Ham ürün üzerine çekici desenlerin ve mesajların basılması, ardından görsellerin kaplanması tamamlanır. Genel olarak, membran katmanlı anahtar üreticisi, kalınlığı 0,25 mm'den az olan PET, bilgisayar veya diğer anemik şeffaf levhalar kullanır. Hepimizin bildiği gibi, görsel kaplamanın ana özelliği işaret ve anahtar görevini yerine getirmektir. Sadece membran anahtarda değil, her zaman dokunmatik ekran olarak işlev görür. klavyeler ancak ek olarak membran anahtar panelleri.
Klavyeler için ise kontrol panelleri yükseltilmiştir. Sonuç olarak, malzemenin yüksek açıklık, yüksek mürekkep eki, yüksek esneklik ve yüksek tokluk işlevlerine sahip olması gerekir. Doğal olarak, tüketicilerin taleplerine ve uygulama durumlarına göre, HuaiSong Industrial olarak malzemeyi tasarımcıya dönüştürebilir ve ucuz ürünler üretebiliriz. Tipik olarak, tipik olarak kauçuk kubbe klavye veya kauçuk kubbe anahtarları olarak bilinen silikon kauçuk klavyeden de yararlanıyoruz.
2.2 Grafik yapışkan tabaka
Görsel yapışkan katman, membran katman kaplamasının üst devre katmanıyla yapıştırılmasında önemli bir rol oynayarak güvenli bir sızdırmazlık ve başarılı bir bağlantı sağlar. Bu katman için en uygun yoğunluk çeşidi 0,05 ile 0,15 MM arasındadır ve olağanüstü bir mukavemete ve yaşlanmaya karşı dirence sahip olması gerekir. Üretim prosedüründe, tedarikçiler genellikle belirli bir membran anahtarı çift taraflı bant kullanır. Bununla birlikte, bazı membran anahtarları, su direnci ve yüksek sıcaklık direnci gibi ek konut veya ticari özelliklere ihtiyaç duyar, bu nedenle malzeme seçimi, aşağıdakileri yerine getirmek için özelleştirilmelidir
2.3 Üst devre katmanı
Grafik tutkal tabakası ile yapışkan ayırıcı arasındadır. Normalde, hayvansal çift taraflı bant kullanırız. Metal kubbenin tek bir tutkal tabakasına yapıştırılmasıyla bir üst devre oluşturulur. Malzemeler arasında esnek devre katmanı, bakır esnek ve zor anakart bulunur. Çoğumuzun anladığı gibi, çelik kubbe duyarlı yorumlar üretebilir. Membran anahtarlara basarken, üst devrenin kontakları aşağı doğru kusurludur ve azaltılmış devrenin plakaları ile temas eder. Parmağınızı bıraktıktan sonra, duyarlı bir his elde edebilirsiniz ve üst devre teması daha iyi hale gelir. Daha sonra devre bozulur ve boşluk bir sinyale neden olur.
2.4 Tutkal ayırıcı.
Üst devre ile indirgenmiş devre katmanı arasındadır. Ve bir mühür ve bağlantı olarak çalışır. Genellikle, yoğunluğu 0,05 MM ila 0,2 MM arasında değişen en kaliteli PET çift taraflı bant kullanırız. Bu katman ürününü seçerken, ürün özelliklerini tam olarak düşünmemiz gerekir. Genel yoğunluk, yalıtım, devre hileleri paketinin el hissi ve sızdırmazlıktan oluşur.
2.5 Alt devre katmanı.
İndirgenmiş devre katmanı, anahtarlama devresi modelinin temeli olarak genellikle yüksek performanslı bir polyester film, özellikle PET kullanır. Elektrik iletkenliği elde etmek için, membran katmanlı anahtar klavye sağlayıcıları iletken gümüş macun ve mürekkepleri kullanmak için özel bir işlemden yararlanır. Ortaya çıkan özelleştirilmiş membran katman anahtarı, 0,05 MM ila 0,175 MM arasında değişen bir kalınlığa sahiptir ve 0,125 MM PET en tipik olanlardan biridir. Bu malzeme, çok yönlülüğü ve esnekliğinin yanı sıra olağanüstü yalıtımı, sıcak direnci, mekanik dayanıklılığı, açıklığı ve hava geçirmezliği nedeniyle idealdir. Alternatif olarak, müşteri ihtiyaçlarına göre FPC veya PCB kartlarını kullanarak bu katmanı geliştirebilir ve üretebiliriz. Arayüzdeki ekran sonuçlarını artırmak için LED ışıkları, SMT bileşenleri ve hatta estetik tepkiler için fiber optik bileşenleri dahil edebiliriz. Ek olarak, alt devre katmanı cihaz kullanıcı arayüzlerine bağlanmak için terminaller içerebilir.
2.6 Yapışkan Destek Katmanı.
Yapışkan destek katmanı seçeneği, klavyede eşleştirildiği üründen büyük ölçüde etkilenir. Tipik olarak, membran katmanlı düğme klavye tedarikçileri standart çift taraflı bant, 3M yapışkan veya su geçirmez yapışkan gibi seçenekleri tercih etmektedir.
3. Membran katmanlı klavye türleri.
Üç farklı türde membran katmanlı klavye vardır: uyarlanabilir membran düğmeler, sert membran katmanlı düğmeler ve yükseltilmiş membran anahtarlar.
4. Kişiselleştirilmiş membran klavye üretim süreci.
Özel yapım membranımız klavye üretimi süreç, membranın tasarımı değiştikten sonra başlar. Üretim prosedürü aşağıdakilerden oluşan birkaç aşama içerir:.
a. Malzeme seçimi ve hazırlık çalışmaları.
b. Membran tabakası üretimi.
c. Montajı değiştirin.
d Keycap taksiti.
e. Kalite kontrol ve tarama.
f. Ürün paketleme ve teslimat.
Özelleştirilmiş membran klavyelerimizin en yüksek kalite ve verimlilik kriterlerini karşıladığından emin olmak için çok dikkatli davranıyoruz.
Membran Klavye Üretim Süreci
| Adım | Açıklama |
|---|---|
4.1 Sıcaklık Oluşturan Hayvan |
PET ürününü sıcaklık plakası üzerine yerleştirin ve ısıl işlem için fırına yerleştirin. Normalde fırın, 25 dakikalık bir işlem süresiyle 160 derecelik bir sıcaklığa hazırlanır. Bu işlem, PET malzemenin termal büzülmesini azaltmak için oluşturulur. |
4.2 Ekran Baskısı |
Anahtarlama devresi deseni için taşıyıcı olarak mükemmel verimli bir polyester film (PET) kullanılmıştır. İletken gümüş macun, iletken karbon macun ve UV tabakasının baskısını görüntüleyin. Daha sonra düğme klavyesi kesinlikle iletken bir eve sahip olacaktır. Dahası, UV katmanı devreyi başarılı bir şekilde korumak için kullanılır. |
4.3 Yemek Pişirme |
Serigrafi baskısından sonra iletken mürekkepleri ve gümüş macunu pişirmek için sıcak hava sirkülasyonlu bir geçiş fırını kullanıyoruz. Pişirme işlemi 110 derecelik bir sıcaklık seviyesinde ve dakikada 5 metrelik bir hızda gerçekleşir. Ayrıca, serigrafi baskılı UV katmanını 500 joule spesifikasyonuyla pişirmek için bir UV kürleme ocağı kullanılır. |
4.4 Açıklığın yerleştirilmesi |
Serigrafi baskı sürecinde, PET malzeme üzerinde hassas hizalama delikleri üretiyoruz. Daha sonra bu delikleri delmek için bir lazer vuruş makinesi kullanılır. Bu deliklerin amacı, daha sonra sorunsuz tarama ve laminasyon prosedürlerine yardımcı olmaktır. |
4.5 BİT sınavı |
Gerekli özellikleri karşıladığından emin olmak için baskılı alt devre katmanının ayrıntılı bir değerlendirmesini yapıyoruz. Test prosedürümüz, 300V/100M spesifikasyonunu kullanarak devrenin iletkenliğini ve yalıtım konut veya ticari özelliklerini ölçmeyi içerir. İnceleme sonucunda, devrenin özelliklerinin tüketicinin taleplerini karşıladığını güvenle doğrulayabiliriz. |
4.6 Devrelerin estetik açıdan incelenmesi |
Ekranda yayınlanan ürünü inceleme terminaline koyarak devrelerin görsel incelemesini gerçekleştirin. Terminalin yüzeyi şeffaftır, ışığın masaya yansımasına izin verir ve değerlendiricilerin membran katmanlı klavyelerin devre katmanını incelemesine yardımcı olur. |
4.7 El ile laminasyon |
Grafik yapıştırıcısını, üst devre katmanını ve yapışkan ayırıcıyı birbiriyle laminatlayın. Tutarsızlığı önlemek ve üretimi hızlandırmak için her zaman bir jig yaparız. |
4.8 Metal kubbelerin montajı |
Metal kubbelerin montajı, yapıştırılmış grafik yapıştırıcı, üst devre katmanı ve tutkal ayırıcıyı gerektiren dikkatli bir montaj gerektirir. Kubbe yanlış, ters veya çoklu kubbe ambalajı üzerine monte edilemez. |
4.9 Çift Kubbe İncelemesi |
Çift kubbe muayenesinden yararlanarak metal kubbelerinizin eksik, ters ve çok sayıda yükleme sorunundan yoksun olduğundan emin olun. Bu inceleme, çelik kubbelerinizin en iyisi olduğundan ve gerekli tüm gereksinimleri karşıladığından emin olarak olası sorunların belirlenmesine ve ele alınmasına yardımcı olur. |
4.10 Kalıp küçültme |
Kalıp indirgeme, tutkal katmanları, üst devre katmanı, sekresyon katmanı ve membran klavyenin indirgenmiş devre katmanı monte edildikten sonra gerçekleştirilir. Yarı mamul ürün daha sonra kalıp indirgeme işlemi ile müşterinin gereksinimlerine göre şekillendirilir. |
4.11 Klavye montajı |
Membran katmanı kaplamasını kalıba indirgenmiş yarı mamul ürün ile kurun. Montaj prosedürü boyunca, her katman arasında dengesizlik olmadığından emin olmalıyız. |
4.12 Cihaza göre laminasyon |
Döşemenin bir makine ile laminasyonu, inşa edilen kubbe anahtar klavyesine yaklaşık 5 saniye boyunca yaklaşık 100 kg'lık stres kullanılarak basılmasını içerir. Bu eylem, bireyselleştirilmiş membran katman klavyesinin farklı katmanları arasında sağlam bir bağlantı sağlamak için hayati önem taşır. |
4.13 Son Test (FEET) Prosedürü |
Optimum verimliliği garanti etmek için, bitmiş ürün açık devre, kısa devre, iletkenlik ve yalıtım direnci aramalarını içeren kapsamlı bir değerlendirmeden geçer ve böylece uygun şekilde çalışmasını garanti eder. |
4.14 Görsel Sınav |
Sıyrıklar, ezikler, toz, dengesizlik, bulanık baskı çizgileri veya önemli tutarsızlıklardan oluşan her türlü sorun veya kusur için eksiksiz bir inceleme yapın. Müşterilere yalnızca yeterli görünüme sahip ürünlerin teslim edildiğinden emin olun. |
4.15 Klavye ürün ambalajı |
Membran klavyeleri polietilen torbalara koyun, ardından bu torbaları karton kutulara yerleştirin. |
4.16 Test |
Kalite denetçisi, görünüşlerini ve işlevselliklerini kontrol etmek ve her türlü kusurlu ürünü durdurmak için paketlenmiş membran klavyeler üzerinde bir nokta kontrolü gerçekleştirir. |
4.17 Membran katmanı klavye depolama alanı |
Kontrolden sonra nitelikli tamamlanmış ürünleri stok odasına yerleştirin. |