
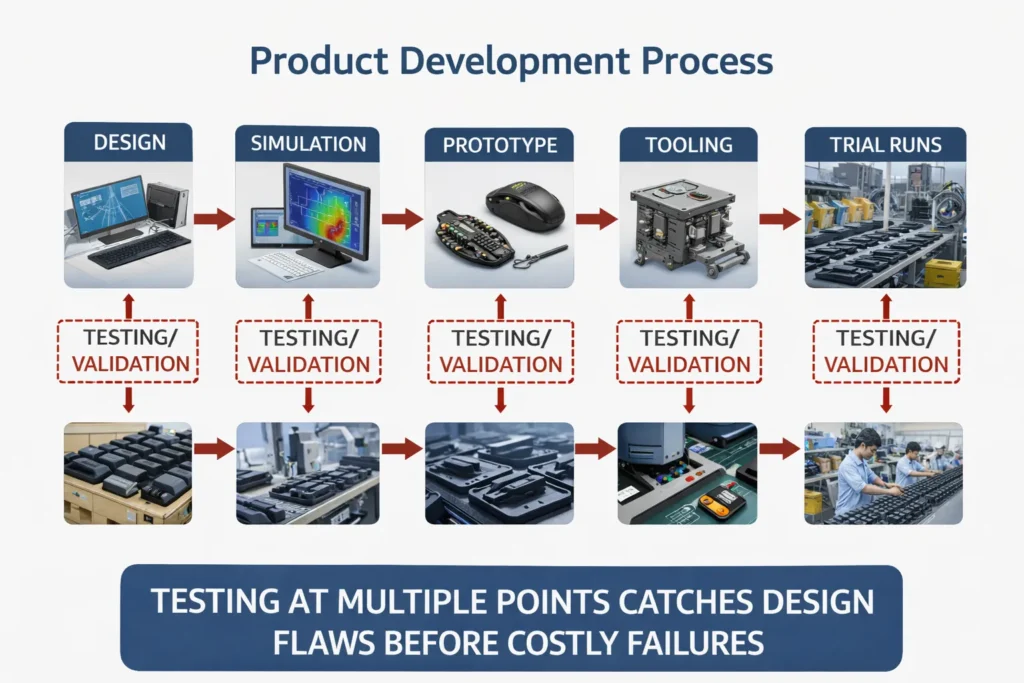
Yeni ürün lansmanları plasti̇k üreti̇mi̇ dünya genellikle tek bir gerçekle raydan çıkar: dünyanın büyük çoğunluğu enjeksiyon kalıbı tasarımları ilk denemelerde başarısız oldu. Aslında, endüstri analizleri enjeksiyon kalıplamadaki kusurların çoğunun üretim hattından değil, ürünün ilk tasarım aşamalarından kaynaklanır. Başka bir deyişle, 80%“ye kadar küf sorunu ”tasarlanmış" tek bir atış bile kalıplanmadan önce. Tipik olarak birden fazla hassas plastik parçadan (üst ve alt muhafazalar, düğme mekanizmaları, vb.) oluşan bilgisayar faresi gibi sıradan bir şey için bu erken tasarım hataları felaket anlamına gelebilir.

Yaygın Enjeksiyon Kalıbı Tasarım Hataları ve Sonuçları
| Arıza Türü | Tipik Sonuçlar | Önleyici Tedbirler |
|---|---|---|
| Kötü Malzeme Seçimi | Çatlaklar, çarpılma veya gerilme çatlağı | Reçineyi teknik özelliklerle eşleştirin, büzülme testi yapın, PC-ABS veya güçlendirilmiş plastikler kullanın |
| Yetersiz Çekim Açısı | Parçalar kalıba yapışır, yüzeyler aşınır | 1°-3° çekim uygulayın, CAD modelleme sırasında fırlatma simülasyonu yapın |
| Düğme Yanlış Hizalanması | Tutarsız veya başarısız düğme tıklamaları | Tolerans analizi, hizalama pimleri dahil |
| Takımlama Yanlışlıkları | Flaş, parça uyuşmazlığı, kısa takım ömrü | Sertleştirilmiş çelik kullanın (örn. H13), hassas kalibrasyon |
| Prototipleme Boşlukları | Kullanıcı rahatsızlığı, erken yakalanmayan performans sorunları | Tamamen işlevsel prototipler oluşturun ve test edin |
| Test Boşlukları | Başarısız kalite denetimleri, lansman sonrası maliyetli düzeltmeler | Pilot çalışmalar, yaşam döngüsü testleri, DFM doğrulaması dahil |
Bir kalıp tasarımı başarısız olduğunda, sonuçları hızlı ve sert olur. Proje şunlarla karşı karşıya kalır T1 deneme başarısızlıkları, tekrarlanan kalıp değişiklikleri, geciken lansmanlar ve beklenmedik maliyetler. A General Motors vaka çalışması Tasarım sırasında bir kalıp akışı çarpıklığı uyarısını göz ardı ederek, ekip $100,000 ve 43 ekstra gün Çelik kalıp zaten kesildikten sonra duvar kalınlığı sorunlarını düzeltmek için. Buna karşılık, tasarımı proaktif olarak değiştiren başka bir ekip (zayıf bir kaynak hattını ortadan kaldırmak için bir kapının yerini değiştirmek) potansiyel düzeltmelerde $1,1 milyon tasarruf sağladı. Buradan çıkarılacak ders çok açık: tasarım aşamasındaki sorunları yakalamak ve düzeltmek, kalıplar üretildikten sonrasına kıyasla çok daha ucuz ve hızlıdır. Çoğu enjeksiyon kalıplama arızalarının ortak bir noktası vardır: çok geç yakalandılar, İlk ürün denetimi sırasında bulunan bir kusur pahalı bir takım yeniden işleme gerektirdiğinde.
Neden fare kalıbı tasarımları özellikle de arızaya bu kadar yatkın? Bir bilgisayar faresi basit bir cihaz gibi görünebilir, ancak plastik parçalar sıkı ergonomik, estetik ve işlevsel gereksinimleri karşılamalıdır. Yerleşik düğmelere sahip üst kabuk, dahili anahtarlarla tam olarak hizalanmalıdır; kaydırma tekerleği, yan düğmeler ve alt kapağın hepsinin takılmadan oturması ve çalışması gerekir. Bunu başarmak için mükemmele yakın üretilebilirlik için tasarım. Ne yazık ki, ürün tasarımcıları (ve hatta bazı takım üreticileri) enjeksiyon kalıplamanın karmaşıklığını hafife alabilmektedir. CAD'de şu koşullar altında tasarım yapabilirler ideal gerçek dünyadaki üretim toleranslarını, malzeme davranışlarını veya montaj gerçeklerini yansıtmayan koşullar. Sonuç mu? Her 5 tasarımdan yaklaşık 4'ü önemli ölçüde revizyon gerektiriyor güvenilir bir şekilde iyi parçalar üretmeden önce. Aşağıdaki bölümlerde, aşağıdaki konuları inceleyeceğiz yaygın arıza nedenleri ve bunlardan nasıl kaçınılacağı.
1. Kötü Malzeme Seçimi - İş için Yanlış Plastik
Bir tanesi en mali̇yetli̇ tasarim hatalari ürünün gereksinimlerine veya üretim sürecine uygun olmayan bir plastik reçinenin seçilmesidir. Bunun nasıl gerçekleştiğini görmek kolaydır: bir tasarımcı, bir malzemeyi veri sayfası özelliği (örneğin yüksek mukavemet veya parlak bir yüzey) malzemenin gerçek dünyadaki kalıplama davranışının farklı olacağını fark etmeden. Bir reçine veri sayfası ideal laboratuvar test numuneleri üzerinde ölçülen özellikleri sağlar, ancak gerçek kalıplanmış parçalar genellikle bu özelliklerin altında performans gösterir işleme etkileri nedeniyle. Örneğin, bir polimerin listelenen darbe mukavemeti, mükemmel şekilde kurutulmuş malzeme ve hiçbir katkı maddesi olmadığını varsayabilir, oysa üretimde reçine, parçaları daha kırılgan hale getiren hafif nem veya renklendirici içerebilir. Elyaf dolgulu plastikler eğrilebilir veya anizotropik mukavemete sahip olabilir, çünkü elyaflar akışla hizalanarak parça boyunca eşit olmayan sertlik. Bu nüanslar dikkate alınmazsa, seçilen malzeme çatlaklara, eğrilmelere veya erken başarısızlık kullanımda.
Daha da önemlisi, malzeme seçimi sadece güç veya görünümle ilgili değildir - son kullanım ortamıyla ilgilidir. Plastikler aşırı sıcaklıklara, UV ışınlarına veya kimyasallara karşı hassas olabilir. Bu faktörleri dikkate almadan reçine seçmek bir ürünü mahvedebilir. Sektör verileri gösteriyor ki çevresel stres çatlaması (ESC) - Plastik parçaların kimyasallara maruz kalma veya stres nedeniyle çatlaması - kabaca 25% plastik bileşen arızaları. Şöyle bir şey belirttiğinizi düşünün ABS sağlamlığı için bir fare muhafazası için plastik, ancak cilt yağlarının veya bir temizlik çözücüsünün ABS'nin zamanla çatlamasına ve çatlamasına neden olduğunu keşfetmek. (Gerçekten de, ABS parçalarının kimyasal etkileşimler nedeniyle çatladığı ve polikarbonat parçaların alkol bazlı temizleyicilere maruz kaldıktan sonra arızalandığı belgelenmiş vakalar vardır). Bir malzemenin konfor bölgesi dışında kullanılması, yüksek garanti talepleri veya saha arızalarıyla sonuçlanabilir ve geç bir yeniden tasarıma zorlayabilir. Kalıp yapıldıktan sonra malzeme değiştirirseniz, farklı büzülme oranı tüm aletin yeniden işlenmesi gerektiği anlamına gelebilir - OEM için bir kabus senaryosu.
İyi DFM uygulaması plastiğin ürünün ihtiyaçlarıyla eşleştirilmesini gerektirir ve Kalıbın bu malzemenin özelliklerine göre tasarlanması. Temel hususlar arasında reçinenin mukavemeti, sertliği, ısı direnci (fare kullanım veya nakliye sırasında yüksek sıcaklıklar görecek mi?) yer alır, büzülme oranı (parça boyutları ve montaj uyumu için kritiktir) ve yasal gereklilikler (örn. UL yanıcılığı, RoHS uyumluluğu). Maliyet tek etken olmamalıdır. Performansı bağlam içinde değerlendirmeden en ucuz reçineyi seçmek belaya davetiye çıkarmaktır. Örneğin, çok sert bir malzeme, ince menteşe özelliklerini (pil kapağı mandalları gibi) kırılmaya eğilimli hale getirebilirken, daha esnek bir reçine hayatta kalabilir. Öte yandan, yeterince sert olmayan bir malzeme, monte edilen farenin dayanıksız hissetmesine veya düğme direklerinde aşırı aşınmaya neden olabilir. Ayrıca şu soru da var süreç uyumluluğu: Farede kalıplanmış kauçuk tutma yerleri veya çift vuruşlu bileşenler varsa, malzemelerin birbirine yapışması veya en azından birbirini etkilememesi gerekir - tasarımcıların gözden kaçırabileceği bir şey. Sonuç olarak doğru plasti̇ği̇ seçmek temeldi̇r. Kötü bir seçim, hiçbir işleme ayarının düzeltemeyeceği ince hatalara yol açabilir. Akıllı ekipler, reçine seçeneklerini gerçek dünya koşullarına göre incelemek için malzeme mühendislerini ve kalıpçıları erkenden dahil eder ve genellikle şunları kullanır simülasyon ve küçük ölçekli testler Bir malzemenin gerçek parça geometrisine kalıplandığında nasıl davrandığını görmek için.

2. Çekim Açısı Yanlış Hesaplamaları - Sıkışan Parçalar ve Kazınan Yüzeyler
Çekim açısı - kalıplanmış bir parçanın dikey duvarlarındaki ince koniklik - kalıp başarısı üzerinde büyük bir etkisi olan küçük bir tasarım detayıdır. Taslak, plastik bir parçanın aşırı güç olmadan kalıptan çıkmasını sağlayan şeydir. Çekim açıları yanlış hesaplanmış veya ihmal edilmiş, genellikle şunlara yol açar parçaların kalıba yapışması, Sürtünme/çizik alma ve hatta sökülürken eğilme. Parça tasarımında yaygın bir çaylak hatası, CAD modeli bu şekilde daha güzel göründüğü için veya sıkı bir boyutsal amacı karşılamak için neredeyse dikey duvarlara (0 ° taslak) sahip olmaktır. Ne yazık ki, Sıfır hava akımı fırlatmayı neredeyse imkansız hale getirir - parça kalıp çeliğini bir vantuz gibi kavrar. İtici pimler parçayı dışarı ittiğinde, plastiğin akmasına neden olacak kadar fazla güç gerekebilir. sürükleme izleri, çizikler veya özelliklerin deformasyonu. İnce, hassas duvarlar veya kaburgalar, yetersiz hava akımı varsa yırtılmaya veya çatlamaya özellikle yatkındır. Dahası, kalıbın kendisi de zarar görebilir: yüksek fırlatma kuvveti aşağıdakilere yol açar ejektör pimi aşınması ve hatta zaman içinde kalıp boşluklarını bozabilir. Bir fare bağlamında, devre kartı vidalarına veya fare gövdesinin yanlarına monte edilen uzun direkleri düşünün - bunlar hazırlanmamışsa, ilk ürünler oyulmuş ve kullanılamaz hale gelebilir.
Peki doğru taslak miktarı nedir? Sektör kılavuzları bir başlangıç noktası olarak mevcuttur. Tipik bir öneri, aşağıdaki özelliklere sahip olmaktır en az Taraf başına 1° hava akımı pürüzsüz, dokusuz bir yüzey için herhangi bir dikey yüzeyde. Parçanın dokulu veya mat bir yüzey kaplaması varsa (genellikle tutuşu artırmak veya parmak izlerini gizlemek için bir fare için geçerlidir), daha fazla taslağa ihtiyacınız vardır - genellikle 2-3° veya daha fazla - Çünkü mikro doku kalıba karşı zımpara kağıdı gibi sürtünme yaratır. Temel kurallardan biri, her 0,001″ doku derinliği için fazladan ~1,5° çekimdir (yani orta boy bir doku için toplam 5°+ gerekebilir). Genel olarak, 1-2° çoğu özellik için güvenli bir minimum değerdir, ve tasarımdan ödün vermiyorsa daha fazlası daha iyidir. Bir tasarım bazı bölgelerde kesinlikle 0° duvar gerektiriyorsa (belki de iki parçanın kozmetik hizalanması için), bu sıfır çekim bölgesini mümkün olduğunca küçük bir alanla sınırlandırmalı ve aşağıdakilere hazırlıklı olmalısınız diğer ödünleşimler - Sürtünmeyi azaltmak için özel kalıp kaplamaları kullanmak veya iç, gizli yüzeylerde bazı sürtünmeleri kabul etmek gibi.
Taslak açılarının genellikle doğrudan aşağıdakilerle bağlantılı olduğunu belirtmek gerekir takımlama ve ayırma hattı kararları. Örneğin, uzun, süslemesiz bir fare kabuğunuz varsa, ayırma çizgisi taslağı bölecek şekilde tasarlayabilirsiniz - kalıbın her iki yarısının da bu dikey duvarda bir alt kesime sahip olmamasını sağlarsınız. Bunun gözden kaçırılması beklenmedik sonuçlara yol açabilir. fırlatma müdahalesi Bir ayırma çizgisi çapağı veya uyumsuzluğu parçayı dışarı çıkarırken sıyırır. Birçok kalıp tasarımı T1 testinde başarısız olur çünkü taslak basitçe “yeterli değildir”; ilk parçalar sürüklenme izleri gösterir veya temiz bir şekilde çıkmaz, daha fazla taslak eklemek için kalıbın yeniden işlenmesini (çelik çıkarılır) gerektirir. Aslında, duvar kalınlığı sorunları ile birlikte, eksik veya yetersiz taslak, takımların yeniden çalışmasının en önemli nedenidir. Böyle bir hatanın maliyeti sadece dolarla ölçülmez - zaman kaybı ve potansiyel olarak gecikmiş ürün lansmanıdır. İyi haber şu ki, taslağı erken düşünülürse doğru yapmak kolaydır: en başından CAD'e dahil edin ve hızlı bir kalıplanabilirlik analizi (birçok CAD programı veya kalıplama ortağı sıfır taslaklı yüzeyleri işaretleyecektir). Bu, projenizi kurtarabilecek basit bir kontroldür. (Resim: Enine kesitte iki plastik parçanın diyagramı - biri kalıptan düzgün bir şekilde çıkan uygun çekim açısına sahip ve diğeri kalıp duvarına yapışan çekimsiz - kırmızı oklar çıkarma kuvvetini ve sıkışmış parçadaki sürtünme izlerini gösterir).
3. Düğme Hizalama Sorunları - Tolerans Yığılmaları ve Parçaların Yanlış Takılması
Bilgisayar faresi gibi çok parçalı bir düzenekte, hi̇zalama her şeydi̇r. Örneğin sol ve sağ tıklama düğmeleri genellikle üst kapağın bir parçasıdır ve mikro şalterlere tam olarak vurun altındaki PCB üzerinde. Kalıp tasarımı veya parça geometrisi bir milimetre bile hatalıysa, bu düğmeler sıkışabilir (basılı kalmış) veya tersine çok fazla boşluğa sahip olabilir (tepkisiz tıklamalar). Ne yazık ki, düğme hizalama sorunları tasarım başarısızlığının sık görülen bir nedenidir farelerde ve benzer elektronik cihazlarda. Bu sorunlar genellikle montaj için yetersiz tasarım: mühendislik ekibi tam bir araştırma yapmamış olabilir tolerans yığılma analizi ya da parçaların nasıl eğrilebileceğini, bunun da parçaların amaçlandığı gibi birbirine uymamasına yol açabileceğini dikkate almamıştır. Örneğin, farenin üst ve alt yarılarının her biri ayrı ayrı spesifikasyonlara uygun olabilir, ancak bir araya getirildiğinde, üst kabuktaki hafif bir eğrilik ve 0,2 mm fazla uzun bir direk düğmeleri eğri oturmak veya sıkışmak.
İyi bilinen bir mühendislik ilkesi şudur Bir prototipte iyi oturan bileşenler ölçekte yanlış hizalanabilir toleranslar biriktiğinde. Bu durum Boeing'in 787 geliştirme sürecinde çarpıcı bir şekilde ortaya çıkmıştır: prototipler birbirine uyuyordu, ancak üretimde küçük farklılıklar üst üste yığılıyordu - bağlantı elemanı delikleri aynı hizada değildi, montajlarda boşluklar vardı. Bir farede daha az parçamız vardır, ancak “gevşek toleranslara sahip beş bileşen” bile affedici olabilir; son montajda yirmi parça yapın ve bu toleranslar yanlış hizalamalara veya bağlama arızalarına neden olur. Birçok şirket, şaşırtıcı bir şekilde, kapsamlı tolerans çalışmaları yapmayın ve sonra da montaj veriminin neden düşük olduğunu merak ederler. En iyi uygulama, kritik hizalamaları (düğme-anahtar arayüzü, alt lens açıklığına göre sensör konumlandırması vb. gibi) belirlemek ve kritik olmayan alanlara biraz gevşeklik tanırken bunları sıkı bir şekilde kontrol etmektir. Çoğu zaman, stratejik hi̇zalama özelli̇kleri̇ yardımcı olabilir: örneğin, kılavuz direklerde, nervürlerde veya kontrollü boşluklar (“açığa çıkarmalar”) küçük uyumsuzlukları karşılamak için parçalar arasında. Hafif görünür bir dikiş veya boşluk, eşit ve kasıtlı ise, parçaların birbirlerini konumlarından zorlamasıyla sonuçlanan sıfır boşluklu bir görünüm için çabalamaktan çok daha tercih edilirdir.
Enjeksiyon kalıplama tasarımında, aşağıdakiler de öngörülmelidir parça büzülmesi ve deformasyonu. Plastik parçalar soğudukça eğrilebilir, özellikle de tam olarak düzgün değilse veya sıcak çıkarılmışsa. Geniş ve nispeten ince bir fare üst kapağı biraz çarpık Ne olursa olsun; tasarım bunu affetmezse (örneğin, hizaya çeken esnek klipsler veya vidalar kullanarak), uyum sorunları yaşarsınız. Gerçekten de, bir araya gelen iki büyük kalıplanmış parça, birbirlerinin çarpıklığını ve boyutsal varyasyonunu artıracaktır. Bu nedenle deneyimli tasarımcılar kenetlenme özelli̇kleri̇Örneğin, bir özel muhafazada tasarımcılar, parçaları monte edildiklerinde hizalı ve sert tutmak için birbirine kenetlenen çeşitli nervürler, geçmeler ve üst üste binen kenarlar kullanmışlardır. Bu tür özellikler sadece birbirine geçme sırasında montajı yönlendirmekle kalmaz, aynı zamanda herhangi bir artık eğrilmeye karşı koymak için mekanik destek de ekler. Diğer taraftan, hizalama özellikleri eksikse, montaj, her parçanın en kötü durum toleransının bir şeyin uymamasına neden olabileceği bir bulmaca haline gelir. Kötü hizalanmış tasarımlardaki klasik bir belirti şudur bir vida deliği aynı hizada değil - Üç vidayı takabilirsiniz, ancak dördüncüsü 0,5 mm eksiktir ve içeri girmez. Bu genellikle toleransların tam olarak hesaba katılmadığını gösteren kırmızı bir bayraktır. Mühendisler, en kötü durum senaryolarını simüle etmek ve bunları tasarımda ele almak için tolerans analizi araçlarını kullanmalıdır (parça toleranslarını sıkılaştırarak, varyansı sınırlamak için özellikler ekleyerek veya nominal boyutları ayarlayarak). StudioRed mühendislerinin söylediği gibi, her hattan hatta uyum için, benzer başka bir uyum onunla “savaşabilir” veya toleranslar saptığında parçaları konumlarının dışına itebilir. Bu çakışmaları erkenden fark etmek, hangi arayüzlerin görev açısından kritik olduğuna ve hangilerinin küçük bir açıklığa veya çakışmaya sahip olabileceğine karar vermenizi sağlar.
Bu bağlamda fare düğmeleri, yararlı bir tasarım ipucu, ayarlanabilir özellikler eklemek veya en azından düğme hissi için birden fazla prototipi test etmektir. Bazı fare tasarımları, düğmenin altına, anahtardaki ön yükü ayarlamak için kırpılabilen küçük direkler veya pedler ekler. İlk kalıp denemeleri düğmenin sürekli olarak anahtara tıklamadığını gösteriyorsa (belki de hafif bir boşluk nedeniyle), bu tür özellikler tamamen yeniden tasarlanmadan değiştirilebilir. Ancak bunlar yara bandı niteliğindedir - hedef en başından itibaren sağlam bir tasarımdır. Ürün tasarımcıları ve alet üreticileri arasındaki işbirliği şunları sağlayabilir hizalama ve uyum önceliklidir. Birçok hizalama sorunu, montaj stratejisine erkenden karar verilerek ve bir referans yapısı (neyin neye göre konumlandırılacağı) tanımlanarak kağıt üzerinde çözülebilir. Bir kılavuzun vurguladığı gibi, kritik uyum noktaları başlangıçta tasarım ekibi ve üretici tarafından belirlenmeli ve üzerinde anlaşmaya varılmalıdır, değil şansa bırakılmış veya ilk kurulumda keşfedilmiştir. Bu titizliğin getirisi çok büyüktür: 10.000 fare üst kapağının alt kısımlarına tam olarak oturmaması senaryosundan kaçınırsınız - bu da pahalı ikincil yeniden işleme veya parçaların tamamen hurdaya çıkarılmasını gerektirecek bir düzeltmedir. (Resim: Demonte bir bilgisayar faresinin yakın çekimi: hizalama direklerini ve anahtar konumlarını gösteren, düğme plakaları ile üst kabuk ve PCB ile alt kabuk. Oklar, düğme ve anahtar arasında yanlış hizalamanın meydana gelebileceği yerleri göstermekte ve hassas uyum ihtiyacını ortaya koymaktadır).
4. Takımlama Yanlışlıkları ve Kalıp İmalat Hataları
Mükemmel bir parça tasarımı bile aşağıdaki durumlarda başarısız olabilir kalıp takımının kendisi kusurludur. Bizim bağlamımızda, “kalıplama yanlışlıkları” enjeksiyon kalıbının nasıl yapıldığı veya muhafaza edildiği ile ilgili sorunlara işaret eder - işleme toleransları, kalıp yarımlarının hizalanması ve kalıp çeliği seçimi gibi şeyler. Hassasiyet önemlidir: Enjeksiyon kalıpları tipik olarak CNC ile yaklaşık standart toleranslarda işlenir ±0,005 inç (±0,127 mm), ve kritik özellikler ±0,002″ veya daha sıkı kesilebilir. Bir kalıp üreticisi köşeleri keserse (kelimenin tam anlamıyla ve mecazi olarak), ortaya çıkan kalıp ilk günden itibaren spesifikasyon dışı parçalar üretebilir. Örneğin, farenin düğmelerinin boşlukları 0,1 mm yanlış hizalanmışsa, çıkan her parça bu yanlış hizalamaya sahip olacak ve potansiyel olarak düğme yapışmasına veya düzensiz boşluklara neden olacaktır.
Takımla ilgili arızaların sık görülen nedenlerinden biri ihtiyaç duyulan kalıp kalitesinin hafife alınması. Tasarruf etmek için düşük maliyetli veya yumuşak metal bir alet seçmek yanlış bir ekonomi ile sonuçlanabilir. Yumuşak çelikler (önceden sertleştirilmiş P20 gibi) veya alüminyum kalıplar daha hızlı aşınır ve uzun çalışmalarda sıkı toleransları koruyamaz. Kalıp aşındıkça, iki yarım mükemmel bir şekilde hizalanmayabilir (kılavuz pimler gevşeyebilir), bu da parlamaya (ayırma çizgisinde ince, istenmeyen plastik kanatçıklar) veya boyutsal kaymaya yol açabilir. Aşınmış bir boşluk, amaçlanandan biraz daha büyük veya daha küçük parçalar üreterek montaj uyumunu bozabilir. Bir kalıp aşındığında veya hasar gördüğünde, hiçbir işlem ayarı bunu tam olarak telafi edemez; alet onarılmalı veya değiştirilmelidir. Örneğin, fare düğmesi boşluklarının kenarları aşınırsa, düğmelerin etrafında kırpılması gereken parlamalar görmeye başlarsınız, bu da işçilik ve maliyet ekler. Bir soğutma hattı paslanırsa veya bir havalandırma deliği tıkanırsa (yetersiz bakım veya kalitesiz çelik nedeniyle), kalıp yanmış veya kısa vuruşlu parçalar üretmeye başlayabilir. Açıkça görülüyor ki, kaliteli takımlar karşılığını veriyor - Sertleştirilmiş çelik bir kalıp (H13 gibi) daha pahalıya mal olabilir ancak tutarlı kalitede milyonlarca parça üretecektir. Buna karşılık, ucuz bir kalıp birkaç yüz bin veya daha az atıştan sonra arızalanabilir ve planlanmamış duruş sürelerine neden olabilir.
Diğer bir husus ise kalıp imalatının doğruluğu - i̇yi̇ çeli̇kle bi̇le i̇şleme sirasinda hatalar olabi̇li̇r. Yanlış delinmiş ejektör pimi konumları, boşluk derinliğinde küçük hatalar veya kötü yüzey işlemesi kusurlara yol açabilir. Yaygın bir örnek: kalıp yarıları tamamen aynı hizada değilse, ayırma çizgisinde bir basamak (bir uyumsuzluk) elde edersiniz, bu da bir farede keskin bir kenar veya yanlış hizalanmış bir özellik olabilir (fare kabuğunun sol tarafının dikişte sağdan 0,2 mm daha yüksek olduğunu hayal edin - bu bir kalıp uyumsuzluğudur). Üst düzey kalıp üreticileri bu sorunları ortadan kaldırmak için hassas taşlanmış bileşenler kullanır ve kalıpları titizlikle test eder (kalıpta lekelenme gibi). Aşağıdakileri dahil etmek de çok önemlidir hizalama ki̇li̇tleri̇ Kalıp tasarımında maça ve boşluğun her atışta tam olarak aynı şekilde hizalanmasını sağlayan sağlam özellikler. Hizalama özellikleri yetersizse veya aşınırsa, boşluk kayması meydana gelir ve parçalar asimetrik veya değişken duvar kalınlığına sahip olabilir.
Takım hataları ayrıca kapak büzülme yanlış hesaplamaları. Kalıp genellikle soğurken plastik büzülmesini hesaba katmak için büyük kesilir. Yanlış büzülme oranı kullanılırsa (tasarımcının ABS'nin 0,5% büzüleceğini varsaydığını ancak kalitenin aslında 0,7% büzüldüğünü varsayalım), parçalar boyut dışı çıkacaktır. Kritik boyutlar (düğme özelliklerinin aralığı veya PCB montaj çıkıntıları gibi) baskıya uymayarak montaj uyumsuzluklarına neden olabilir. Bu nedenle, kalıp mühendislerinin tam reçine ve parça geometrisi için doğru büzülme faktörünü kullanması hayati önem taşır. Bazen projenin ilerleyen aşamalarında (tedarik veya spesifikasyon değişiklikleri nedeniyle) reçine değişikliği bu durumu bozabilir - malzemeleri değiştirirseniz, yeni büzülmeyi ayarlamak için kalıp çekirdeklerini yeniden kesmeniz gerekebilir. Bu adımı atlamak neredeyse kesinlikle bir takım kaynaklı arıza, Alet yeni malzemeye göre ayarlanmadığı için parçaların uymadığı durumlarda.
Sonunda, takımların bakımı denklemin bir parçasıdır. Güzel yapılmış bir kalıp, bakımı yapılmazsa yine de “kötüleşebilir”. Hassasiyeti sürdürmek için düzenli bakım (temizlik, yağlama, periyodik yeniden cilalama, kritik boyutları kontrol etme) gereklidir. Bunu ihmal etmek önlenebilir arızalara yol açabilir - örneğin, tıkalı havalandırma delikleri Kalıpta hava tuzaklarına neden olur, bu da plastiği aşırı ısıtır ve yakar (dieseling), bu alanın etrafındaki çeliği aşındırır. Erozyon şiddetlenirse, aslında yeni bir kusur şekli boşluğa kazınmış - her parçada bir leke veya hatta bir delik olacaktır. Benzer şekilde, aşınmış veya bükülmüş ejektör pimleri parçaları kırabilir veya lavabo izleri bırakabilir ve bozulan ayırma yüzeyleri parlamayı garanti edecektir. Bir vaka çalışmasında, bir şirketin havalandırma bakımını ihmal ettiğinde 44% reddetme oranı Havalandırmayı düzeltene kadar yanık izleri nedeniyle. Bir fare ürünü için, yüksek ıskartalar bir lansman penceresini kaçırmak veya büyük bir partiyi yeniden yapmak için planlanmamış maliyetler anlamına gelebilir. Buradaki vurgu şudur kalıp sadece statik bir metal parçası değildir - özenle inşa edilmesi ve muhafaza edilmesi gereken hassas bir alettir. İyi bir alete yatırım yapmak ve bakımını yapmak heyecan verici görünmeyebilir, ancak sorunsuz bir üretimi kalite sorunları silsilesinden ayıran şey budur. (Resim: Bir yarısı parlatılmış boşlukları ve hassas bir şekilde delinmiş soğutma kanallarını gösteren bir fare üst kapağı için çelik enjeksiyon kalıbı. Kılavuz pimler ve kilitler gibi hizalama özelliklerini göstermek için bazı bölümler vurgulanmıştır. Görüntü, kalıp takımında gereken karmaşıklığın ve hassasiyetin altını çizmektedir).
5. Prototipleme Hataları - Prototip Üretimi Yanlış Yönlendirdiğinde
Bir üretim kalıbına karar vermeden önce, şirketler genellikle tasarımı test etmek için parçanın veya hatta kalıbın (örneğin yumuşak prototip kalıpları) prototiplerini oluştururlar. Prototip oluşturma esastır, Ancak üretimde gerçekçi bir şekilde yapılmazsa yanlış bir güvenlik hissi de verebilir. Tasarımların ~80%'sinin gerçek üretimde başarısız olmasının önemli bir nedeni prototipleme ve üretim koşulları arasındaki boşluk. Ekipler “çalışan” bir prototipi kutlarken seri üretimin stresini tam olarak yaşamadıklarının farkına varmayabilirler. Şu senaryoyu düşünün (gerçek bir startup vakasından alınmıştır): bir ekip aylarca bir prototipi mükemmelleştirmek için 3D baskılı veya CNC ile işlenmiş prototip yeni bir cihazın - hatta belki de ergonomik bir farenin. Bir ofiste bir avuç insan tarafından test edilen prototip kusursuz çalışıyor ve tasarım ödülleri kazanıyor. Ancak seri üretim için enjeksiyon kalıplamaya geçtiklerinde, hata oranı 40%. Ne oldu? Prototip, yalnızca ölçekte ortaya çıkan sorunları ortaya çıkarmadı: küçük malzeme özelliği farklılıkları, partiler arasındaki varyasyonlar, hat hızlarında montaj ve sıcaklık ve nem dalgalanmaları gibi çevresel faktörler. Prototipin kontrollü balonunda bunların hiçbiri mevcut değildi. Bir fabrikanın ve küresel sevkiyatın kaotik gerçek dünyasında, hepsi bir anda ortaya çıktı.
Ortak bir prototipleme hatası nihai süreçle eşleşmeyen imalat yöntemleri kullanmaktır. Örneğin, katı plastikten frezelenmiş veya reçineli 3D yazıcıda üretilmiş bir fare muhafazası boyutsal olarak mükemmel ve çok sert olabilir. Ancak enjeksiyon kalıplı bir parça, muhtemelen daha fazla iç gerilim, hafif çarpılma ve farklı bir yüzey dokusu veya kaplaması gibi ince farklı özelliklere sahip olacaktır. Tasarım bunları hesaba katacak şekilde ayarlanmadıysa, enjeksiyonla kalıplanmış versiyonun frezelenmiş prototip gibi performans göstermediği görülebilir. Dramatik bir vakada, Boeing hassas işleme ile yapılan prototip bileşenlerinin tek tek uyduğunu, ancak tedarikçiler tarafından normal imalat toleranslarıyla üretildiğinde bu parçaların ölçekte doğru şekilde monte edilmedi. Enjeksiyon kalıplamaya çevirirsek: prototipiniz geniş montaj boşluklarına sahip olabilir veya manuel olarak takılmış olabilir, oysa kalıplanmış parçalarınız daha sıkı etkileşimlere sahip olabilir çünkü plastik çeşitliliğe sahiptir. El yapımı prototipler değişkenliği maskeler - Bir mühendis, binlerce üretim birimi için yapılması imkansız olan bir şeyi yapmak için bir prototipi zımparalayabilir veya değiştirebilir.
Bir başka prototipleme tuzağı ise yeterince yinelememek veya gerçekçi testleri atlamak. Bazen ekipler ilk prototiplerine aşık olur ve aceleyle kalıba dökerler, ancak daha sonra tasarımın sağlam olmadığını fark ederler. Prototipi aşamalı olarak yapmak akıllıca olacaktır - temel form/uygunluk için hızlı ve ucuz modellerden, belki düşük hacimli bir prototip aracı (belki bir alüminyum kalıp) kalıplama dinamiklerini doğrulamak ve her seferinde tasarım iyileştirmelerini dahil etmek. Her prototip gerçek kullanıma yakın koşullar altında test edilmelidir. Bir fare için bu, parçaların sıcaklık döngüsüne sokulması (sıcak bir araba bagajında veya soğuk bir depoda kaldıktan sonra yarımlar hala uyuyor mu?), düşme testleri yapılması ve herhangi bir zor hizalama olup olmadığını görmek için birden fazla kişinin birimleri monte etmesi anlamına gelebilir. Bir prototipi sadece bir tezgah üzerinde kendiniz monte ediyorsanız, üretim hattında bir operatörün parçaları birbirine geçirirken yaptığı hafif bir açının bir mandalın kırılmasına neden olduğunu gözden kaçırabilirsiniz - çünkü örneğin bir giriş pahı eklememişsinizdir.
Çok önemli, prototipleme üretim uzmanlarını içermelidir. Başarısızlığın klasik bir nedeni tasarımcılar ve üreticiler arasındaki kopukluktur. Tasarımcılar tek başlarına bir prototip geliştirir (belki 3D baskı ile) ve ardından bunu kalıp ekibine “duvardan atarlarsa”, sonuç genellikle kaba bir uyanış olur. Bir prototipte oluşturulması kolay olan özellikler kalıplama kabusları (yan işlem gerektiren alt kesimler, kısa devreye neden olan derin ince bölümler vb.) İşbirliğine dayalı bir DFM incelemesi olmadan bu sorunlar gözden kaçar. First Mold şirketinin teknik bir makalede belirttiği gibi, şirket içi araştırmaları aşağıdaki durumlarda kalıcı sorunlar tespit etmiştir tasarımcılar kalıp sınırlamalarına maruz kalmadılar ve kalıp üreticilerinden ayrı çalıştılar. Bu çözüm DFM kontrollerini erkenden entegre etmektir - esasen prototip üretim için, sadece şekil için değil. Bu, aşağıdaki gibi şeyleri yapmayı içerir kalıp akış simülasyonları Çelik kesmeden önce CAD modeli üzerinde. Eğer bir Kalıp akışı analizi prototip tasarımında kritik bir düğme özelliğinde büyük bir hava tuzağı veya kaynak hattı öngörülüyorsa, bu tasarımı düzeltmek için kırmızı bir bayraktır önce pahalı bir küf sorunu haline gelir.
Bir diğer husus ise hızlı yinelemeye karşı akıllı yineleme. Üretim benzeri koşullar altında test yapmıyorsanız, birden fazla prototip versiyonu üretmeniz ancak yine de temel sorunu ortaya çıkaramamanız mümkündür. Daha önce bahsettiğimiz PrintForm vakası da bunu destekliyor - harika bir prototipleri vardı, ancak malzeme çeşitliliği, farklı montaj koşulları vb. ile test edilmemişti. Onların önerisi (ve bizim de yinelediğimiz) şudur üretim koşulları altında mümkün olduğunca erken doğrulama, Bu da pazara sunma süresini 30-40% kadar kısaltabilir. Pratikte bu, verimi ve sorunları ölçmek için yumuşak bir araçtan bir pilot çalışma kullanmak veya montajı simüle edilmiş bir üretim hattında çalıştırmak anlamına gelebilir. Bu senaryolarda bir şey başarısız olursa, geri dönüp tasarımı veya süreci hala nispeten ucuzken ayarlayabilirsiniz. Bu adımı atladığınızda kötü bir sürprizle karşılaşırsınız İlk seri üretiminiz sırasında. Özetle, prototipleme hataları genellikle ya doğru şeylerin prototiplenmemesinden (süreç, toleranslar, ortam) ya da başarılı bir prototipin üretime hazır bir tasarımın kanıtı olarak yanlış yorumlanmasından kaynaklanır. Tedavisi disiplinli bir yaklaşımdır: prototip bulgularını bir tuz tanesi ile ele alın ve güvenlik marjları tasarlayın, çapraz fonksiyonel incelemeleri dahil edin ve kanıt olmadan asla “bir tanesi işe yarıyorsa, bir milyonunun da aynı şekilde işe yarayacağını” varsaymayın. (Resim: Bir prototip fare ile bir üretim faresinin yan yana görüntüsü - prototip 3D baskılı bir model olabilir ve mükemmel görünürken, üretimde eğri bir düğme gibi bir kusur görülebilir - üretim benzeri koşullarda yapılmadıysa kusursuz bir prototipin nasıl yanıltabileceğini vurguluyor).
6. Test Açıkları - Yetersiz Doğrulama ve Eksik Geri Bildirim Döngüleri
Son olarak, birçok kalıp tasarım hatası basitçe şu nedenlerden kaynaklanmaktadır yeterince test etmemek veya doğru zamanda doğru şeyleri test etmemek. Prototip oluşturma konusuna değindik, ancak bunun ötesinde tasarım doğrulama ve süreç doğrulama. Kalıp yapıldıktan sonra bile iş bitmez - kalıbın sürekli olarak iyi parçalar üretebildiğini (ve bu parçaların tüm gereksinimleri karşıladığını) titizlikle test etmeniz gerekir. Ekipler T1“den (ilk deneme atışları) yeterli test yapmadan doğrudan seri üretime geçtiklerinde veya simülasyonlardan ve testlerden vazgeçtiklerinde önemli bir ”boşluk" oluşur. DFM incelemeleri erkenden.
Kritik araçlardan biri CAE simülasyonu - Enjeksiyon kalıplama için bu genellikle kalıp akış analizi anlamına gelir (plastiğin nasıl dolduğunu, kaynak hatlarının veya hava tuzaklarının nerede oluşabileceğini, çökme veya eğilme sorunları olup olmayacağını tahmin etmek için). Tasarım aşamasında bu analizi atlamak sorunlara davetiye çıkarmaktır. Kısa vuruşlar veya kaynak hatlarının geçme yerine oturması (zayıf bir nokta oluşturması) veya sıkışan havanın yanıklara neden olması gibi sorunlar genellikle tahmin edilebilir ve tasarımda veya geçit konumlarında yapılacak ince ayarlarla çözülebilir. Yine de, program baskısı altında bazı ekipler bu adımı atlamaktadır. Sonuç mu? Bu önlenebilir kusurları ancak pahalı çelik kalıp yapıldıktan sonra “keşfederler”. Daha önce de belirtildiği gibi, CAD'de bir tasarım hatasını düzeltmek birkaç saate mal olabilir, ancak çelikte düzeltmek haftalara ve büyük dolarlara mal olabilir. Bu nedenle, sağlam bir tasarım süreci şunları içerecektir erken ve kapsamlı DFM kontrolleri. Birçok enjeksiyon kalıplama ortağı resmi DFM incelemesi Mühendisleri parçanızı gözden geçirir ve sorunları vurgular (örneğin, “bu duvar çok kalın, bu yarıçap çok keskin, bu alt kesimin bir kızağa ihtiyacı var, bu malzemenin buradaki stresi kaldırabileceğinden emin misiniz?”). Simülasyonla birlikte bu tür incelemeler, “uçuş öncesi kontrol listesi” gibi hareket ederek, aksi takdirde test veya üretimde başarısızlık olarak ortaya çıkacak hataları yakalar.
Tasarımın bu engelleri aştığını ve kalıbı kestiğinizi varsayarsak, bir sonraki potansiyel boşluk şudur süreç doğrulama. Kalıbın tek bir iyi parça üretmesi yeterli değildir; binlerce veya milyonlarca parçayı güvenilir bir şekilde üretebildiğinden emin olmanız gerekir. Süreç doğrulama, kalıplama sürecini beklenen çalışma penceresi boyunca doğruladığınız yapılandırılmış bir yaklaşımdır (genellikle tıp teknolojisi ve havacılık endüstrilerinde resmi). Örneğin, parçaların spesifikasyonlar dahilinde kaldığından emin olmak için sıcaklık, basınç ve zaman ayarlarının yüksek ve düşük uçlarında testler yaparsınız. Bunu atlar ve sadece ilk düzgün görünen parçaları her şeyin yolunda olduğunun kanıtı olarak alırsanız, daha sonra değişkenlikten etkilenebilirsiniz - belki de bir vardiyanın üretimi, makine veya ortam koşulları farklı olduğu için biraz farklı çıkıyor olabilir. Ünlü bir vaka Philips Healthcare ile ilgiliydi: bir bileşen için enjeksiyon kalıplama sürecini düzgün bir şekilde doğrulamadıkları için FDA uyarısı aldılar ve bu da aşağıdakilere yol açtı 64 saha arıza şikayeti. Fare gibi bir tüketici ürününde riskler tıbbi cihazlar kadar yüksek değildir, ancak zayıf süreç kontrolü yine de yüksek hurda oranları veya aralıklı sorunlar için müşteri iadeleri anlamına gelebilir (bir ay kullanımdan sonra iç gerilim nedeniyle arızalanan bir düğme gibi, daha iyi kalıplama önlenebilirdi).
Test boşlukları eksikliği de bulunmaktadır. gerçek dünya denemeleri. Parçaları laboratuvarda test etmek bir şeydir; onları gerçek çalışma ortamlarında test etmek başka bir şeydir. Bir oyun faresinin milyonlarca tıklamayı kaldırması gerekiyorsa, tasarımınızın dayanıp dayanmadığını (ve seçtiğiniz plastik malzemenin sünmediğini veya çatlamadığını) görmek için düğmeleri yaşam döngüsü testine tabi tuttunuz mu? Ürün dünya çapında kullanılacaksa, parçaların aşırı iklimlerde bükülüp bükülmediğini veya kırılgan hale gelip gelmediğini görmek için termal / nem yaşlandırma yaptınız mı? Bazen tasarımcılar malzeme özelliklerine güvenir veya testlerin daha sonra yapılacağını varsayar ve daha sonra yapılan testler (örn. beta testi, sertifikasyon testi) oyunun sonlarına doğru bir tasarım değişikliğini veya kalıp modifikasyonunu zorlayan sorunları ortaya çıkarır. Örneğin, düzenleyici testler ürünün düşme testinde başarısız olduğunu gösterebilir çünkü dahili bir plastik mandal kopar - yeniden tasarım metal bir ek veya daha kalın bir kaburga gerektirebilir, bu da şu anlama gelir kalıbın modifiye edilmesi inşa edildikten sonra. Tüm bunlar şu şekilde engellenebilir bütünsel test ve geri bildirim döngüleri gelişim sırasında.
Özetle, haber yok demek her zaman iyi haber demek değildir tasarım doğrulama söz konusu olduğunda. Bir şeyi kasıtlı olarak test etmediyseniz, bunun bir risk olduğunu varsayın. En iyi üreticiler şunları uygular çoklu geri bildirim döngüleriTasarım incelemeleri, simülasyon, prototip/pilot testleri, ilk ürün denetimleri, süreç doğrulamaları (düzenlemeye tabi sektörlerde çalışanlar için IQ/OQ/PQ) ve sürekli izleme. Her döngü bir gözden kaçırmayı yakalamak için bir şanstır. Bu zincirde ne kadar çok boşluk olursa, bir kalıp tasarımının kusurlu parçalar üreterek veya geç düzeltmeler gerektirerek “başarısız olma” şansı o kadar yüksek olur. Tersine, her aşamada titizlikle test ederek ve doğrulayarak, farenizin kalıptan pazara kötü sürprizler olmadan gitme olasılığını önemli ölçüde artırırsınız. Bu yaklaşımın bir kanıtı olarak, deneyimli ekipler enjeksiyon kalıplamayı tasarım ve üretim arasında bir ortaklık olarak ele alıyor - duvardan atma işlemi değil. Kalıp mühendisleriyle yakın çalışırlar, ortak incelemeler yaparlar, bakım ve kalite kontrolleri için plan yaparlar ve böylece boşlukları kapatmak başarısızlıkların gizlice girdiği yer.
Fare Kalıbı Projeleri için Üretilebilirlik için Tasarım (DFM) Kontrol Listesi
| Tasarım Yönü | DFM Kılavuzu |
|---|---|
| Duvar Kalınlığı | Çökme izlerini ve gerilme çatlamasını önlemek için üniform tutun (±10%) |
| Çekim Açısı | Cilalı kalıplar için ≥1°, dokulu yüzeyler için ≥2-3° |
| Kaburgalar ve Patronlar | Yarıçaplar ve filetolar kullanın; keskin köşelerden kaçının |
| Montaj Uyumu | Veri yapısını tanımlayın, toleranslara ve montaj boşluklarına izin verin |
| Malzeme Büzülmesi | Onaylanmış büzülme oranlarını kullanın; kalıp boşluklarını buna göre ayarlayın |
| Ayrılma Çizgisi ve Fırlatma | Kozmetik bölgelerde ejektör izlerinden kaçının; temiz ayırma çizgileri planlayın |
| Kapı Konumu | Gerilim taşıyan veya görsel alanlarda kaynak hatlarından kaçının |
| Simülasyon ve Test | Moldflow kullanın, pilot örnekleri test edin ve gerçek koşullar altında doğrulayın |
Sonuç: Başarı için Tasarım - İşbirliği, DFM ve Sürekli İyileştirme
Yinelenen bir tema da aşağıdakilerin önemidir erken işbirliği ve uzman girdisi. Bir DFM incelemesi gerçekleştirmek için tasarım aşamasında kalıp mühendisinizi veya üretim ortağınızı devreye sokun; bu, kapı konumları, aşırı duvar kalınlıkları veya malzeme uyumsuzlukları gibi sorunları size mal olmadan önce yakalayabilir. Benzer şekilde, kalıp üreticinize bir ortak En iyi sonuçlar, takım üreticisi ürünün işlevini anladığında ve tasarımcı da takım kısıtlamalarını anladığında ortaya çıkar. Birçok lider şirket artık endüstriyel tasarımcılardan kalite mühendislerine ve takım üreticilerine kadar herkesin tasarımı potansiyel hata modları açısından incelediği ortak tasarım incelemeleri gerçekleştiriyor. Bu bütünsel yaklaşım, kalıp kesildiğinde tasarımın sağlam olmasını sağlar. Bir EVOK teknik raporunda belirtildiği gibi, Enjeksiyon kalıplama basit bir mal alımı olarak değil, bir tasarım ve üretim ortaklığı olarak ele alınmalıdır. Sadece bu zihniyet değişimi bile klasik tuzaklardan kaçınmaya yardımcı olur.
Uygulamada, kalıp tasarımı hatalarından kaçınmak, aşağıdakileri benimsemek anlamına gelir DFM ve sürekli iyileştirme. Kullanım simülasyon Çarpılma, kaynak çizgileri ve soğutma dengesizlikleri gibi sorunları öngörmek ve ortadan kaldırmak için. Israrcı olun malzeme anali̇zleri̇ Seçtiğiniz plastiğin beklenen tüm koşullarda performans göstereceğini doğrulamak için (ve birinin işe yaramaması durumunda yedek malzemelere sahip olun). Yerleşik uygulamaları takip edin tasarım kuralları (tek tip duvarlar, yeterli çekim, radyal köşeler, vb.), ancak aynı zamanda bunları ne zaman kasıtlı olarak ve yalnızca kalıpçınızın girdisiyle kırmanız gerektiğini de bilin. Örneğin, estetik nedenlerle sıfır çekişli bir yüzey isteniyorsa, bunun bir risk olduğunu kabul edin ve riski azaltın (belki hafif itici izlerini gizleyen dokulu bir kalıp kaplaması kullanarak veya çok fazla test yaparak). Kapsamlı uygulama tolerans anali̇zi̇ Böylece nerede hassasiyete ihtiyacınız olduğunu ve akıl sağlığı için nerede boşluk veya örtüşmeye izin verebileceğinizi bilirsiniz. Ve unutmayın ki test etmek si̇zi̇n dostunuzdurHer prototip veya pilot çalışma sadece geçilmesi gereken bir kilometre taşı olarak değil, aynı zamanda tasarımı veya süreci öğrenmek ve iyileştirmek için bir fırsat olarak görülmelidir. Test sırasında ortaya çıkarılan her bir sorun, sahada ya da satılamaz ürünlerle dolu bir depoda bulunan bir sorundan çok daha ucuzdur.
Sonuç olarak, başlangıçta “tasarımların 80%”sinin başarısız olduğu" belirtilse de, bu istatistik tersine çevrilebilir. Bilgi ve hazırlıkla, doğru yapan 20%'de olabilirsiniz - ya da en azından rotayı hızla düzeltmek için hataları yeterince erken yakalayabilirsiniz. Bu modern alet kutusu (dijital simülasyonlar, gelişmiş malzemeler, hassas işleme ve plastikte bir asırlık kolektif bilgi birikimi) başarılı olmak için gereken her şeyi sağlar. Geçmişteki başarısızlıklardan alınan dersleri uygulayarak - ister bir derece taslak eklemek kadar basit, ister ekibinizin ve tedarikçilerinizin hedeflerini hizalamak kadar stratejik bir şey olsun - OEM'ler ve B2B paydaşları çok büyük zaman ve maliyet tasarrufu sağlayabilir, Bir sonraki fare veya cihazlarının sorunsuz bir şekilde üretime geçmesini sağlamak. Günün sonunda, “başarısız” bir kalıp tasarımı, ancak ondan hiçbir şey öğrenilmezse gerçekten bir başarısızlıktır. Sürekli iyileştirme ruhuyla, her deneme, hatta başarısızlıklar bile bir sonraki tasarımı daha iyi hale getirir. Bu öğrendiklerinizi tasarım sürecinize dahil ettiğinizde, 80% rakamını önemli ölçüde düşürebileceğinizi ve ürün lansmanlarınızı güvenle yapabileceğinizi göreceksiniz.

Kalıp Tasarımı Tuzaklarından Kaçınmaya Hazır mısınız?
Darshion'da özel üretim konusunda uzmanız OEM/ODM fare kalıp tasarımı, kalıplama ve seri üretimde derin kurum içi uzmanlığa sahip üretim. Ekibimiz yüzlerce küresel markanın en yaygın kalıp arızalarından kaçınmasına yardımcı oldu - çünkü hepsini gördük.
İster ilk ergonomik farenizin prototipini oluşturuyor ister mevcut bir tasarımı seri üretim için optimize ediyor olun, konseptten bitmiş ürüne kadar sizi desteklemek için buradayız.
Riski azaltmak, verimi artırmak ve güvenilir bir şirketle çalışmak istiyorsanız fare üreti̇mi̇ ortak-bize ulaşın.
